 |
Главная |


МЕТОДИКА РАСЧЕТА РЕЖИМОВ СВАРКИ ПОД ФЛЮСОМ ОДНОПРОХОДНЫХ ШВОВ
|
из
5.00
|
1.Определить площадь наплавленного металла(  ) – сумма площадей элементарных фигур, образующих сечение сварного шва. Она не должна превышать 100
) – сумма площадей элементарных фигур, образующих сечение сварного шва. Она не должна превышать 100  . В противном случае шов будет многопроходным.
. В противном случае шов будет многопроходным.
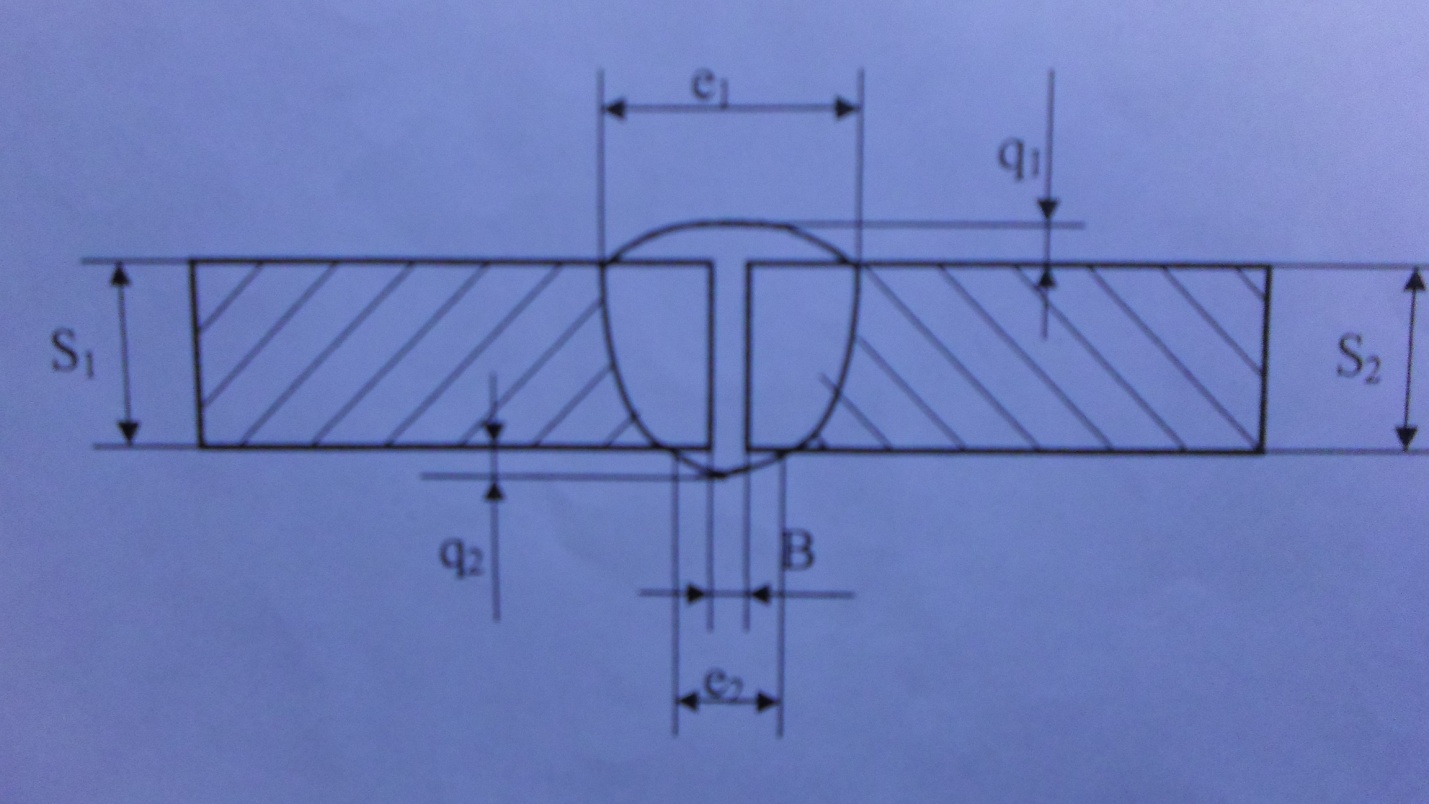
2.Определить действительную глубину проплавления (  )
)
-для одностороннего однопроходного шва
 ,мм
,мм
-для двухстороннего однопроходного шва
 ,мм
,мм
3.Определить расчетную глубину проплавления (  )
)
-для одностороннего шва

-для двухстороннего шва

4.Род и полярность сварочного тока- устанавливается по методике расчета режимов ручной дуговой сварки.
5.Определить величину сварочного тока ( 
 , A
, A
Где, К – коэффициент пропорциональности (мм/100А) зависит от рода тока и полярности тока, диаметра электрода, марки флюса и вида соединения. Значение К устанавливается в пределах К=1,0  2,0. Для стыковых соединений К=1,1.
2,0. Для стыковых соединений К=1,1.
6.Опредилить диаметр электродной проволоки (  ) мм
) мм
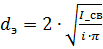 , мм
, мм
Где, i-плотность тока,  (справочные данные), устанавливаются в зависимости от
(справочные данные), устанавливаются в зависимости от  как среднее значение плотности тока для диаметров 3,4,5 мм. Окончательный диаметр проволоки устанавливается по ГОСТ 2246-70 как ближайшее значение к расчетному.
как среднее значение плотности тока для диаметров 3,4,5 мм. Окончательный диаметр проволоки устанавливается по ГОСТ 2246-70 как ближайшее значение к расчетному.
7.Напряжение на дуге (  )
)
 , В
, В
8.Вылет электродной проволоки (  )
)
 , мм
, мм
-для стыковых соединений без разделки кромок  =10
=10  , мм
, мм
9.Коэффициент наплавки (  ) – определяют с учетом рода тока, его полярности и вылета электрода.
) – определяют с учетом рода тока, его полярности и вылета электрода.
-при сварке на постоянном токе обратной полярности
 , г/А
, г/А 
-при =15 , г/А
-при =10  , г/А
, г/А
-при сварке на постоянном токе прямой полярности и на переменном токе
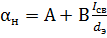 , г/А∙ч
, г/А∙ч
Где, А и В – коэффициенты, зависящие от рода и полярности тока (справочное данное)
10.Скорость сварки (  )
)
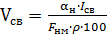 , м/ч
, м/ч
Где, ρ – плотность металла (для стали ρ=7,85г/  )
)
 - площадь наплавленного металла ,см2
- площадь наплавленного металла ,см2
11.Скорость подачи сварочной проволоки (VПП)
VПП=  , м/ч
, м/ч
12.Расход сварочных материалов
-масса наплавленного металла
МНМ= FНМ ∙ρ ∙L
-расход сварочной проволоки
МЭ=МНМ ∙КPnp , кг
Где, КPnp – коэффициент расхода сварочной проволоки при сварке под флюсом, принять как КPnp=1,05
-расход сварочного флюса
МФ= МНМ ∙КРф , кг
Где, КРф – коэффициент расхода флюса , принять КРф= 1,4
ЗАДАЧА.
Постановка задачи: по данным варианта рассчитать режимы сварки под флюсом углового шва.
Исходные данные:
| № варианта | Тип сварного соединения | Толщина свариваемых элементов | Катет шва | Род и полярность тока | Длинна сварного шва, м |
| У7 (АФш) | 15+15 | к1=5 | Постоянный, прямой полярности | ||
| У5 (АФш) | 10+10 | к=4 к1=2 | Переменный | ||
| Т3 (АФш) | 5+5 | к=3 к1=2 | Постоянный, обратной полярности | ||
| Т7 (АФш) | 12+12 | к1=4 | Переменный | ||
| Т8 (АФ) | 16+16 | ---- | Постоянный, обратной полярности | ||
| Н2 (АФ) | 20+20 | к=6 | Постоянный, прямой полярности | ||
| У7 (АФш) | 8+8 | Постоянный, прямой полярности | |||
| У5 (АФш) | 5+5 | к=3 к1=2 | Постоянный, обратной полярности | ||
| Т3 (АФш) | 15+15 | к=5 к1=2 | Переменный | ||
| Т7 (АФш) | 8+8 | к1=4 | Переменный | ||
| Т8 (АФ) | 22+22 | ---- | Постоянный, обратной полярности | ||
| Н2 (АФ) | 12+12 | Постоянный, прямой полярности | |||
| У7 (АФш) | 12+12 | к1=5 | Переменный | ||
| У5 (АФш) | 14+14 | к=5 к1=2 | Постоянный, прямой полярности | ||
| Т3 (АФш) | 20+20 | к=6 к1=9 | Постоянный, обратной полярности |
МЕТОДИКА РАСЧЕТОВ РЕЖИМОВ СВАРКИ ПОД ФЛЮСОМ УГЛОВЫХ ШВОВ.
1.Определить площадь наплавленного металла (FНМ)
-для углового шва без усиления
FНМ=  , мм2
, мм2
Где, К- катет шва, мм
-для углового шва с усилением
FНМ=  ∙к , мм
∙к , мм
2.Определить геометрические параметры шва
-ширина шва (е) е=  , мм
, мм
-минимальная глубина проплавления (hmin) hmin=  , мм
, мм
-расчетная глубина проплавления (hp) hp= hmin +(1÷2) , мм
-коэффициент формы проплавления (  ПР) ψПР=
ПР) ψПР= 
Расчетное значение коэффициента формы проплавления должно удовлетворять условию 1<ψПР≤2
3.Род и полярность тока – устанавливается по методике расчета режимов ручной дуговой сварки.
4.Определить диаметр электродной проволоки (dЭ, мм)
-угловые швы с катетом 3÷4 мм получают проволокой dЭ=2-3 мм
-угловые швы с катетом 5 и более мм получают проволокой dЭ=4-5 мм
-проволоку dЭ>5 для сварки угловых швов применять не следует.
5.Определить величину сварочного тока (IСВ) для принятого диаметра электродной проволоки
IСВ=  , А
, А
Где,  – плотность тока, А/мм2 зависит от диаметра проволоки (справочное данное) .
– плотность тока, А/мм2 зависит от диаметра проволоки (справочное данное) .
6.Определить напряжение на дуге ( )
, В
7.Определить коэффициент наплавки (αН) – определяется по методике расчета режимов сварки под флюсом однопроходных швов.
8.Определить скорость сварки (VСВ)
VСВ=  , см/сек
, см/сек
Где, FНМ- площадь наплавленного металла, см2
ρ-плотность металла (для стали ρ=7,85 г/см3)
9.Определить скорость подачи сварочной проволоки (VПП)
VСВ=  , м/ч
, м/ч
10.Определить действительную глубину проплавления (hq)
hq=0,076  , мм
, мм
где,  - эффективная тепловая мощность, Вт
- эффективная тепловая мощность, Вт
= IСВ∙  ·К·𝜂 , В
·К·𝜂 , В
К- коэффициент несинусоидальности тока и нарпяжения:
-для постоянного тока К=1
-для переменного тока К=0,7÷0,95
𝜂- к.п.д. процесса сварки под флюсом, 𝜂=0,9÷0,95
VСВ- скорость сварки, см/сек
Вывод: если в результате выполнения расчетов hД>hmin, то режимы сварки определены верно. При hД<hmin необходимо увеличить плотность тока(i) и произвести расчет заново.
11.Расход сварочных материалов- выполняется по методике расчета режимов сварки под флюсом однопроходных стыковых швов.
Задача
Постановка задачи: по данным варианта рассчитать режимы автоматической сварки под флюсом многопроходных стыковых швов
Исходные данные:
| № варианта | Тип сварного соединения | Толщина свариваемых элементов, мм | Тип электрода для сварки корня шва | Род полярность сварочного тока | Длина сварного шва |
| С36 (АФф) | 40+40 | ОЗС-22Р | Постоянный, обратной полярной | ||
| С19 (АФо) | 30+30 | УОНИ-13/55У | Постоянный, прямой полярности | ||
| С18 (АФф) | 24+24 | ВФС-85 | Переменный | ||
| С18 (АФм) | 30+30 | СМ-11 | Постоянный, прямой полярности | ||
| С10 (АФо) | 30+30 | ОЗШ-1 | Постоянный, обратной полярности | ||
| С9 (АФм) | 24+24 | УОНИ-13/45 | Переменный | ||
| С32 (АФф) | 45+45 | ОЗС-22Р | Постоянный прямой полярности | ||
| С36 (АФф) | 26+26 | ЦУ-5 | Переменный | ||
| С19 (АФо) | 25+24 | СК2-50 | Постоянный, обратной полярности | ||
| С18 (АФф) | 18+18 | ОЗС-24 | Постоянный, прямой полярности | ||
| С18(АФм) | 25+25 | ВФС-75У | Переменный | ||
| С10 (АФм) | 22+22 | ОЗС-18 | Постоянный, прямой полярности | ||
| С9 (АФм) | 16+16 | ТМУ-214 | Постоянный, обратной полярности | ||
| С32 (АФф) | 38+38 | УОНИ-13/55 | Переменный | ||
| С18 (АФм) | 20+20 | ОЗС-25 | Постоянный, прямой полярности |
Методика расчета режимов сварки под флюсом многопроходных швов.
1. Определить площадь наплавленного металла (Fнм )- сумма полощадей элементарных фигур, образующих сечение сварного шва. Если FHM окажется больше 100мм2, то шов будет многопроходным. При сварке такого шва должен быть выполнен корневой проход.
2. Расчет режимов сварки корневого прохода.
2.1. Установить диаметр электрода (dэк,мм).
Корень шва выполняют ручной дуговой сваркой электродами диаметром dэк =3мм с основным покрытием или аргонодуговой сваркой с присадочной проволокой
dэк=3мм.
2.2. Установить род и популярность сварочного тока.
Так как корня шва выполняется электродами с основным покрытием, необходимо применять постоянный ток обратной полярности.
2.3. Определить величину сварочного (Icвк)

Где, i – плотность тока, A/мм2
Устанавливается в зависимости от dэк (справочное данное, устанавливается по нижнему пределу значения плотности для соответствующего диаметра).
2.4. Определить площадь наплавленного металла корневого прохода (FHMk).
 2
2
2.5. Скорость сварки и напряжение на дуге
При ручной дуговой сварке корня шва не регламентируется.
3. Расчет режимов сварки последующих проходов
Последующие проходы выполняются автоматической сваркой под флюсом.
3.1. Определить диаметр электродной проволоки для сварки последующих проходов (dЭп ,мм)
Последующие проходы следует выполнять сварочной проволокой диаметром dЭп = 4÷5мм.
3.2. Определить величину сварочного тока ( IСВп )

Где, I – плотность тока, А/мм2
Устанавливается в зависимости от dЭп ( справочное данное, устанавливается по верхнему пределу значения плотности для заданного диаметра проволоки).
3.3. Установить род и полярность сварочного тока для сварки последующих проходов
Устанавливается по методике расчета режимов сварки прд флюсом однопроходных стыковых швов.
3.4. Вылет электродной проволоки ( LЭп)
При сварке последующих проходов

3.5. Определить коэффициент наплавки при сварке последующих проходов (αн)
Определяется по методике расчета режимов сварки под флюсом односторонних стыковых швов.
3.6. Определить напряжение на дуге при сварке последующих проходов
3.7. Определить скорость сварки последующих проходов (Vсв)
Где , Р – коэффициент, зависящий от диаметра проволоки ( Справочное данное).
3.8. Определить площадь наплавленного металла при выполнии одного последующего прохода (FHM1п )
FHM1п  мм 2
мм 2
3.9. Определить количество последующих проходов (n)
3.10. Определить скорость подачи сварочной проволоки при сварке последующих проходов (VППп )

4. Определить расход сварочных материалов.
Расход сварочных материалов при сварке многопроходных швов включает в себя расчет расхода электродов для сварки корневого прохода (методика расчета режимов ручной дуговой сварки) и расчет расхода сварочной проволоки и флюса для последующих проходов ( методика расчета режимов сварки под флюсом однопроходных стыковых швов).
При расчете расхода сварочных материалов необходимо учесть:
- Расчет расхода материалов для сварки корневого и последующих проходов следует выполнять раздельно
- При расчете расхода материалов для сварки последующих проходов необходимо учесть количество последующих проходов.

Где, nn – общее число проходов
| Марка электрода | Тип покрытия | Коэффициент расхода Кр кг |
| ОЗС-18 | Основное | 1.5 |
| ОЗС-21 | Кислое | 1.7 |
| ОЗС-22Н | Основное | 1.6 |
| ОЗС-22Р | Основное | 1.6 |
| ОЗС-23 | Рутиловое | 1.6 |
| ОЗС-24 | Основное | 1.7 |
| ОЗС-25 | Основное | 1.6 |
| ОЗШ-1 | Основное | 1.4 |
| ОМА-2 | Кислое | 1.7 |
| СК2-50 | Кислое | 1.6 |
| СМ-11 | Основное | 1.7 |
| ТМУ-21У | Основное | 1.5 |
| УОНИ-13/45 | Основное | 1.5 |
| УОНИ-13/55 | Основное | 1.5 |
| УОНИ-13/55У | Основное | 1.6 |
| УОНИ-13/55К | Основное | 1.6 |
| УОНИ-13/65 | Основное | 1.6 |
| УОНИ-13/85 | Основное | 1.6 |
| ЦУ-5 | Основное | 1.6 |
1 – корневой проход
| Марка электрода | Тип покрытия | Коэффициент Расхода Кр Кг |
| АНО-4 | Рутиловое | 1.6 |
| АНО-5 | Рутиловое | 1.6 |
| АНО-6 | Рутиловое | 1.7 |
| АНО-11 | Основное | 1.5 |
| АНО-14 | Рутиловое | 1.6 |
| АНО-18 | РУтиловое | 1.7 |
| ВН-48 | Основное | 1.6 |
| ВСЦ-4 | Целлюлозное | 1.4 |
| ВСЦ-4А | Целлюлозное | 1.5 |
| ВСЦ-60 | Целлюлозное | 1.5 |
| ВФС-65У | Основное | 1.4 |
| ВСФ-75У | Основное | 1.4 |
| ВФС-85 | Основное | 1.4 |
| ДСК-50 | Основное | 1.6 |
| МР-3 | Рутиловое | 1.7 |
| НИАТ-3М | Основное | 1.6 |
| ОЗС-4 | Рутиловое | 1.6 |
| ОЗС-6 | Рутиловое | 1.5 |
| ОЗС-12 | Рутиловое | 1.7 |
| ОЗС-17Н | Рутиловое | 1.5 |
Угловые швы без разделки кромок
1<Ψпр=е/hпр ≤2
Проверка
h=0.076 
Значения плотности тока I в зависимости от диаметра электродной проволоки
| Диаметр электрода | 5,0 | 4,0 | 3,0 | 2,0 |
| Допустимая плотность тока А/мм | 30-40 | 35-55 | 45-85 | 60-15 |
Вылет электрода
Lэ=15 dэ
Значения ΔαН и αН аналогичны стыковым швам
Многопроходные швы (Ан.м≥100м2)
Значения плотности тока (i) аналогичны стыковым швам
Вылет электрода
Lэ=15dэ
Значения ΔαН и uαН аналогичны стыковым швам
| Р = Iсв*Uсв |
Условие хорошего формирования шва
Значение коэффициента Р
| Диаметр электрода | 1,6 | 2,0 | 3,0 | 4,0 | 5,0 |
| Коэффициент Р. А*м/час | (5-8)*103 | (8÷12)*103 | (12÷16)*103 | (16÷20)*103 | (20÷25)*103 |
|
из
5.00
|
Обсуждение в статье: МЕТОДИКА РАСЧЕТА РЕЖИМОВ СВАРКИ ПОД ФЛЮСОМ ОДНОПРОХОДНЫХ ШВОВ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы