 |
Главная |


Геометрические параметры резца
|
из
5.00
|
Токарные резцы
Конструктивные элементы резца
Резец состоит из головки А, то есть рабочей части и тела, или стержня Т (рисунок 1.1), служащего для закрепления резца в резцедержателе.
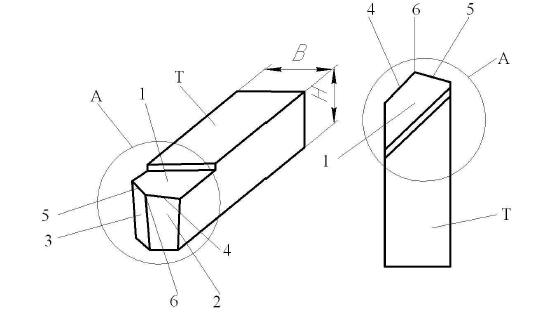
Рисунок 1.1. Конструктивные элементы резца
Рабочая часть (головка) А принимает непосредственное участие в процессе резания. Она образуется специальной заточкой и состоит из следующих элементов (см. рисунок 1.1): передней поверхности 1, по которой в процессе резания сходит стружка; главной задней поверхности 2, обращенной к поверхности резания; вспомогательной задней поверхности 3, обращенной к обработанной поверхности; главной режущей кромки 4. образованной пересечением передней и главной задней поверхностей; вспомогательной режущей кромки 5, образованной пересечением передней и вспомогательной задней поверхностей; вершины резца 6, являющейся местом сопряжения главной и вспомогательной режущих кромок.
При криволинейном сопряжении режущих кромок вершина имеет скругленную форму радиуса r. Радиус r называется радиусом при вершине.
Геометрические параметры резца.
Для облегчения процесса резания режущая часть резца имеет форму клина, заточенного с определенными углами. На рисунке 1.2 представлены поверхности на заготовке и координатные плоскости при точении, необходимые для определения геометрических параметров резца.
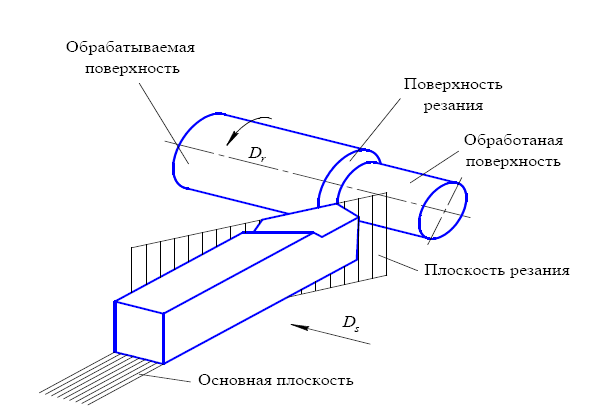
Рисунок 1.2. Схема расположения поверхностей заготовки и резца.
На обрабатываемой заготовке (см. рисунок 1.2) различают следующие поверхности: обрабатываемую, обработанную и поверхность резания.
Обрабатываемой называется поверхность заготовки, которая будет удалена в результате обработки.
Обработанной называется поверхность, полученная после снятия стружки.
Поверхностью резанияназывается поверхность, образуемая на обрабатываемой заготовке непосредственно главной режущей кромкой.
Поверхность резания является переходной между обрабатываемой и обработанной поверхностями.
По форме обрабатываемой поверхности и виду обработки различают: (рисунок 1.3): проходные резцы - для обработки цилиндрической поверхности на проход, упорные проходные - для обработки одновременно цилиндрической поверхности и торцовой плоскости ,подрезные резцы - для обработки торцевых поверхностей с поперечной подачей, отрезные резцы - для отрезки готовой детали от заготовки, канавочные (прорезные) резцы - для образования канавок, резьбовые резцы - для нарезания резьбы, фасонные резцы - для обработки фасонных поверхностей (поверхностей вращения сложной формы), расточные резцы - для обработки отверстий.
По направлению подачи различают: левые (подача слева направо); правые (подача справа налево).
По расположению головки резца относительно стержня различают: прямые, отогнутые, оттянутые.
По конструкции рабочей части различают: цельные (головка и стержень резца из одного и того же материала), составные (сменными, например, механически закрепленными пластинками), сборные.
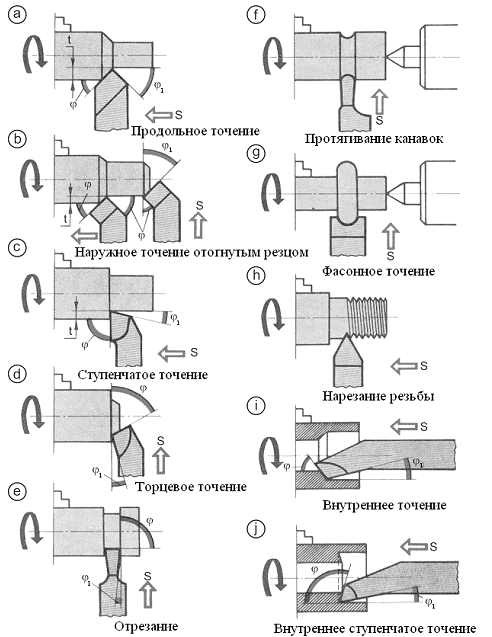
Рисунок 1.3. Обрабатываемые поверхности соответствующими типами резцов
По характеру обработки: черновые, чистовые и для тонкого точения. По сечению стержня: прямоугольные, квадратные и круглые. По материалу рабочей части: из инструментальных сталей, из твёрдого сплава, из керамических материалов, из алмазов, из сверхтвёрдых синтетических материалов.
Чтобы резец мог выполнять работу резания, его режущей части необходимо придать форму клина, затачивая её по передней и задней поверхностям. Форма клина определяется конфигурацией и расположением поверхностей и режущих кромок, т. е. с помощью углов (рисунок 1.4, 1.5).
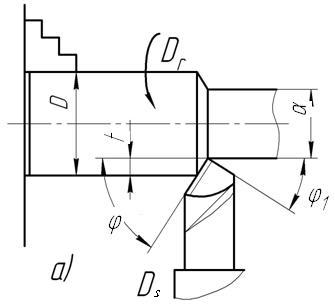
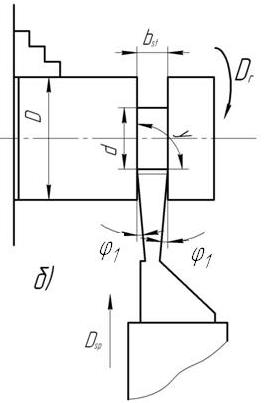

Рисунок 1.4. Схемы обработки точением:
а- проходным прямым резцом; б - отрезным резцом; в - расточным резцом для сквозных отверстий. D – обрабатываемая поверхность; d – обработанная поверхность; φ1 – вспомогательный угол в плане; φ – главный угол в плане; Dr – скорости главного движения; Ds – движения подачи; b1 – ширина резания.
Для определения углов резца применяются следующие координатные плоскости: основная, плоскость резания, рабочая плоскость.
Основная плоскость– плоскость, проведённая, через рассматриваемую точку режущей кромки, перпендикулярную направлению скорости главного движения (на рисунке 1.5 показан след этой плоскости). У токарных резцов с призматической державкой за основную плоскость может быть принята нижняя (опорная) поверхность державки резца 3 (рисунок 1.5).
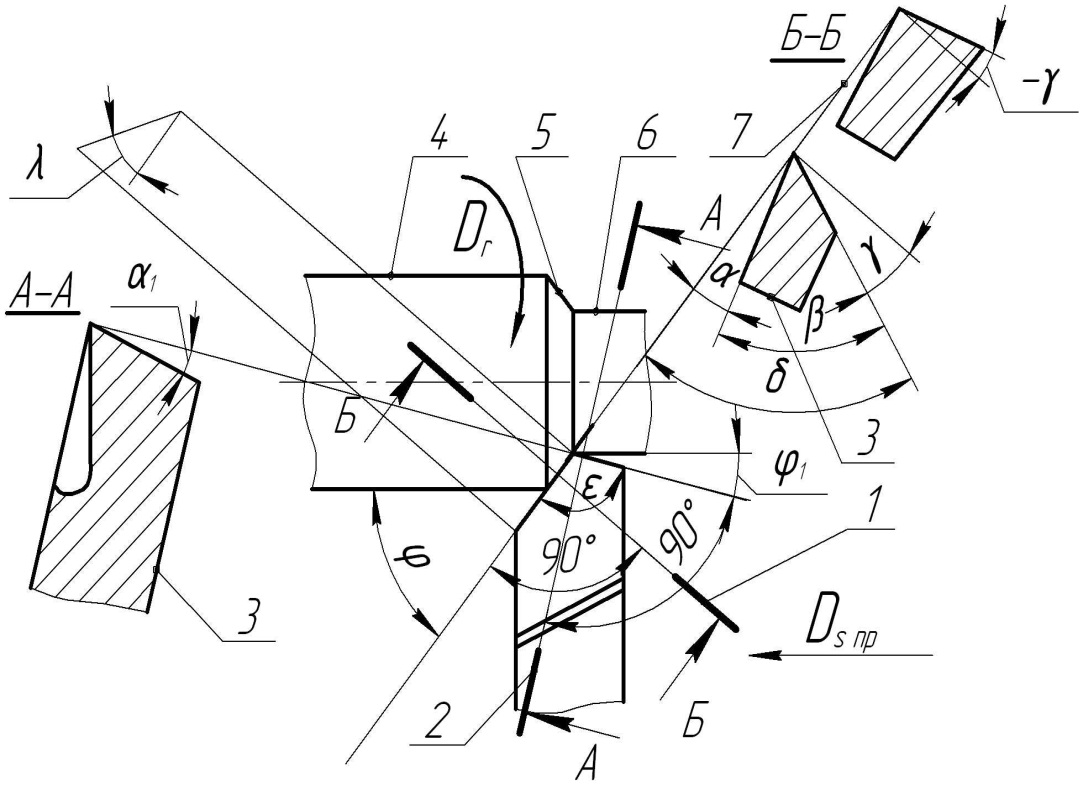
Рисунок 1.5. Поверхности заготовки и углы токарного проходного резца:
1 – след главной секущей плоскости; 2 – след вспомогательной секущей плоскости; 3 – основная плоскость; 4 – обрабатываемая поверхность; 5 – поверхность резания; 6 – обработанная поверхность; 7 – плоскость резания.
Плоскость резания – плоскость касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости. При установке токарного резца по линии центров станка и отсутствии подачи плоскость резания расположена вертикально. На рисунке 1.5 показан след этой плоскости 7.
Рабочая плоскость– плоскость, в которой расположены векторы скоростей главного движения (V) и движение подачи (Vs).
Главная секущая плоскость1 (сечение Б-Б, рисунок 1.5) – плоскость перпендикулярная линии пересечения основной плоскости и плоскости резания и делящая главную режущую кромку на две части, перпендикулярную проекции главной режущей кромке на основную плоскость основания резца.
В главной секущей плоскости располагаются следующие углы: главный задний угол α; угол заострения между передней и главной задней поверхностями резца β; угол резания δ образуется передней поверхностью и плоскостью резания; главный передний угол γ – угол между передней поверхностью резца и основной плоскостью, имеет положительное значение (+ γ), если передняя поверхность направлена вниз от режущей кромки; имеет отрицательное значение (- γ), если передняя поверхность направлена вверх от неё; угол равен нулю (γ=0), если передняя поверхность параллельна основной плоскости. Как видно из рисунка 1.5, между углами резца существуют следующие зависимости:
α + β + γ = 90˚ ; (1.1)
δ = α + β ; (1.2)
δ = 90˚ - γ . (1.3)
При отрицательном значении переднего угла (-γ) угол резания (δ) определяется из зависимости:
δ = 90˚ + γ. (1.4)
Рабочая плоскость– плоскость, в которой расположены векторы скоростей главного движения (V) и движение подачи (Vs).
Главная секущая плоскость1 (сечение Б-Б, рисунок 1.5) – плоскость перпендикулярная линии пересечения основной плоскости и плоскости резания и делящая главную режущую кромку на две части, перпендикулярную проекции главной режущей кромке на основную плоскость основания резца.
В главной секущей плоскости располагаются следующие углы: главный задний угол α; угол заострения между передней и главной задней поверхностями резца β; угол резания δ образуется передней поверхностью и плоскостью резания; главный передний угол γ – угол между передней поверхностью резца и основной плоскостью, имеет положительное значение (+ γ), если передняя поверхность направлена вниз от режущей кромки; имеет отрицательное значение (- γ), если передняя поверхность направлена вверх от неё; угол равен нулю (γ=0), если передняя поверхность параллельна основной плоскости. Как видно из рисунка 1.5, между углами резца существуют следующие зависимости:
Вспомогательная секущая плоскость 2 (сечение А-А, рисунок 1.5)- проводится перпендикулярно проекции вспомогательной режущей кромки на основную плоскость и перпендикулярно основной плоскости .
Обычно измеряется только один вспомогательный задний угол (α1). Иногда измеряют вспомогательный передний угол (γ1).
Углы в плане резца измеряют в основной плоскости (рисунок 1.5).
Главный угол в плане(φ) – угол в основной плоскости между плоскостью резания и рабочей плоскостью (угол между проекцией главной режущей кромки лезвия резца на основную плоскость и направлением движения - продольной подачи).
Вспомогательный угол в плане φ1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением,(обратным) движению подачи.
Угол при вершине резца в плане ε – угол между проекциями главной и вспомогательной режущих кромок на основную плоскость.
Угол наклона главной режущей кромки λ относительно основной плоскости считается положительным (+λ) рисунок 6, b, когда вершина резца является низшей точкой главной режущей кромки; равной нулю (λ = 0) рисунок 1.6, a когда главная режущая кромка параллельна основной плоскости; отрицательным (-λ) рисунок 1.6, c, когда вершина резца является высшей точкой главной режущей кромки.
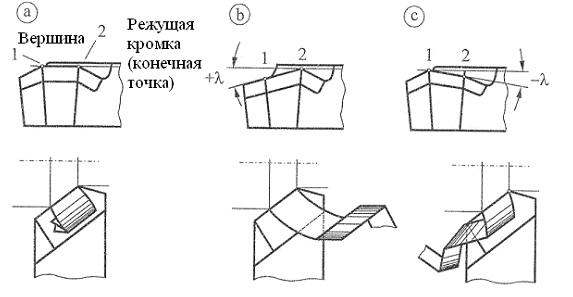
Рисунок 1.6. Влияние угла наклона главной режущей кромки на направление схода стружки
Пример характеристики резцов: резец токарный проходной отогнутый с углом φ = 45˚, правый, оснащенный пластикой твердого сплава Т15К6, с заточкой передней поверхности по форме 1 (плоская), с положительным передним углом (γ), толщина пластинки 5 мм, угол врезки пластинки в державку 0˚, материал державки cталь 45 ГОСТ 1050-84, размеры поперечного сечения державки В x Н =16 x 25 мм, длина резца – L. Условное обозначение резца: 2102-0055, Т15К6-1 ГОСТ 18868-83.
Измерение и контроль величин углов производят угломерами различных конструкций, шаблонами и угловыми призмами. Угломер конструкции МИЗ (рисунок 1.7) позволяет измерять углы γ, α, α1 , γ1 и λ, который состоит из основания 1 и стойки 2. По стойке вверх и вниз может передвигаться сектор 4 с градусной шкалой. На секторе укреплена поворотная пластина 5 с указателем и измерительными поверхностями Б и В. Положение ее фиксируется винтом 6.
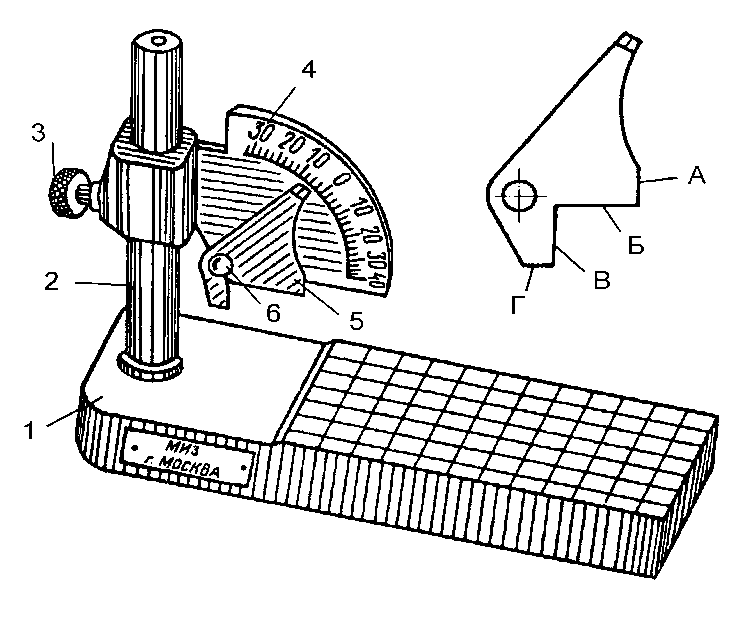
Рисунок 1.7. Настольный угломер МИЗ
При измерении переднего угла γ и главного заднего угла α шкальное устройство (рисунок 1.8, а) прибора устанавливается перпендикулярно главной режущей кромке, при измерении угла α1 – перпендикулярно вспомогательной режущей кромке.
При контроле переднего угла γ поверхность А измерительной линейки угломера (см. рисунок 1.8, а) должна плотно прилегать к передней поверхности резца. При этом указатель измерительной линейки, отклоняясь плавно от нуля шкального устройства, будет показывать положительное значение угла γ.
В случае измерения углов α и α1 поверхность Б измерительной линейки доводится до полного контакта соответственно с главной или вспомогательной задними поверхностями резца (рисунок 1.8, б). Отсчет значений углов α и α1 производится влево от нуля.
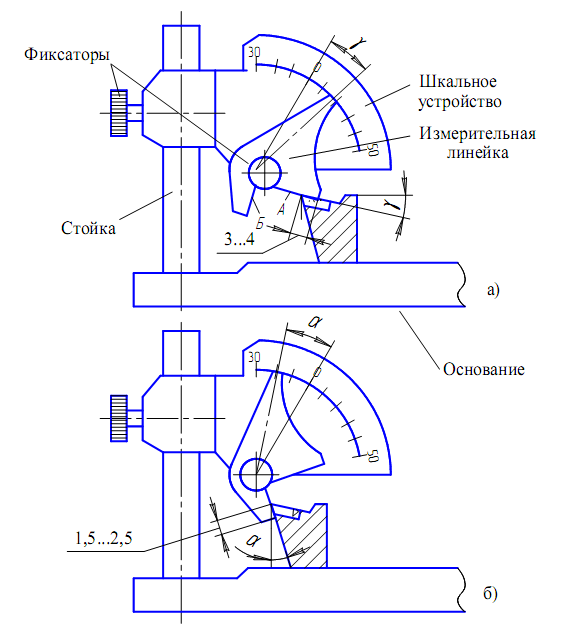
Рисунок 1.8. Настольный угломер конструкции МИЗ для измерения углов γ, γ 1, α, α1 и λ
При измерении угла λ шкальное устройство угломера устанавливается вдоль главной режущей кромки, при этом поверхность А измерительной линейки должна плотно прилегать к главной режущей кромке.
Универсальный угломер конструкции Семенова (рисунок 1.9) состоит из сектора 1, на котором нанесена основная градусная шкала. По сектору перемещается пластина 2 с нониусом, на которой с помощью державки 3 закрепляется угольник 4 либо лекальная линейка. Последняя в случае необходимости может быть закреплена на угольнике с помощью дополнительной державки 3. Путем различных перестановок угольника и лекальной линейки достигается измерение углов γ, α, β, α1, φ, φ1, ε и λ. На рисунке 9 представлены схемы измерения углов γ, φ и φ1. При измерении углов γ, α, β и α1 сектор 1 должен быть расположен перпендикулярно соответствующим режущим кромкам
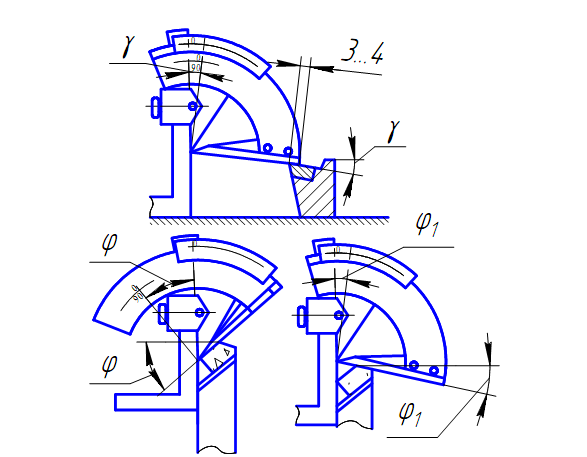
Рисунок 1.9. Универсальный угломер конструкции Семенова
Необходимо вычертить схемы обработки заготовки каждым изученным резцом. На схеме указать обработанную и обрабатываемую поверхности резания, главную режущую кромку, главную переднюю и главную заднюю поверхности. Под вспомогательной режущей кромкой понимается линия пересечения вспомогательной плоскости с передней поверхности резца, указать cтрелкой направление главного движения (заготовки) и направление движения подачи (резца). Примером такой обработки могут служить схемы, приведенные на рисунке 1.4.
Измерить основные габаритные размеры резцов (длину резца L, длину его головки l, длину державки l2, сечение державки B x H, высоту головки h1.
Габаритные размеры резцов измеряют штангенциркулем или металлической линейкой. В данной работе допустимая точность измерений линейных размеров резца + -1 мм.
Измерить углы лезвия резцов, используя угломеры универсальный МИЗ, настольный ЛИТ, конусный УН, УМ и др., а также выполнить контуры углов с помощью шаблонов (по указанию преподавателя). Углы лезвий резцов α, γ, β, δ измерить с точностью + - 1˚; φ, ε, φ1 - с точностью +-2˚, α1 и φ1 у отрезных резцов с точностью + - 10.
Обработать экспериментальные данные и результаты вписать в таблицу 1.1 результатов измерений (см. приложение 1-3).
Составить отчет о выполненной работе.
В отчет необходимо включить: следующие элементы цель работы; теоретическую часть; практическую или экспериментальную часть; обработку результатов и выводы.
К отчету прикладываются (в качестве приложения) эскизы (чертежи) резцов с пластинками твердого сплава:( проходного, расточного и отрезного) со спецификациями.
В тексте теоретической части должны быть изображены схемы обработки изучаемыми резцами, а также ссылки на эти рисунки, а сами рисунки снабдить подрисуночными надписями и расшифровкой всех обозначений, приведенных на рисунке. Инструмент на схеме показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность выделяют другим цветом или утолщенными линиями. На схеме обработки необходимо указывать характер движений резания: вращательные, возвратно-поступательные. Закрепление заготовки показывают условным знаком в соответствии с ГОСТ 3.107 – 83.
Необходимо представить эскизы трех изученных резцов в двух проекциях с необходимыми сечениями и габаритными размерами с цифровым обозначением всех углов лезвия в соответствии с таблицей замеров,(пример см. в приложении 4).
В выводах отметить, соответствуют (или не соответствуют) измеренные параметры резцов стандартным или рекомендуемым нормам машиностроения, влияние углов резца на процесс резания. Рекомендованные значения углов лезвия приводятся согласно приложениям 1 – 3.
Таблица 1.1 - Таблица результатов измерений
| № рез- ца | Наимено вание резца | Материал режущей части резца | Размеры резца BxHxL, мм | Углы резца, град. | |||||||||
| Главные | В плане | Вспомо-гательные | Наклона главной режущей кромки | ||||||||||
| α | γ | β | δ | φ | φ1 | ε | α1 | γ 1 | λ | ||||
Влияние режимов резания и геометрических параметров токарных резцов на шероховатость обработанной поверхности при точении.
Оборудование и инструмент для проведения эксперимента
1.Станок токарно-винторезный 16В20, 16В20Г, 1А62.
2.Резец проходные с пластинкой твердого сплава Т15К6 с углами φ1 =0°,15°,30°.
3.Заготовка – сталь 45 ГОСТ 1050-84; диаметром 25÷50мм, l =120мм.
4.Профилометр-профилограф SJ-201P «Mitutoyo» (допускается другая модель прибора), образцы шероховатости токарной обработки.
5.Эталоны шероховатости поверхности.
6.Штангенциркуль.
7.Микрометр 25÷50.
При механической обработке режущий инструмент (резец, фреза, абразивный крут и т.д.) оставляют на обработанной поверхности детали микроскопические неровности - шероховатости, видимые или невидимые невооруженным глазом.
По существу шероховатость поверхности - это микроскопические неровности, обусловленные тем, что не существует идеальной поверхности заготовки и инструмента, как это можно представить по чертежу. С другой стороны, физическая неоднородность материала заготовки и инструмента обуславливает неравномерность процесса резания (силы резаний пульсируют, что вызывает вибрации инструмента и заготовки), наличие трения при резания сопровождается микросхватыванием.
Отмеченные и другие факторы определяют формирование на обработанной поверхности микронеровностей - шероховатостей.
Шероховатость поверхности - совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины - как другие термины, регламентируется ГОСТ 2789-73.
На рисунке 1.10 представлено нормальное сечение (сечение, перпендикулярное базовой поверхности) профиля в виде схемы. На этом рисунке линия m называется средней линией профиля - это базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины l среднее квадратичное отклонение профиля до этой линии минимально.
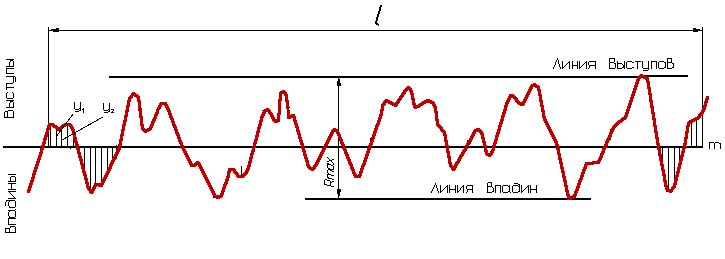
Рисунок 1.10. Параметры, характеризующие шероховатость поверхности по
ГОСТ 2789-73
В свою очередь, базовая длина l есть длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности. Предпочтительным параметром, оценивающим, шероховатость поверхности является показатель - Ra - среднее арифметическое отклонение профиля – среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
 ,
,
где: l – базовая длина; n – число точек профиля на базовой длине;
yi – отклонение профиля – расстояние между любой точкой профиля и средней линией (см. Рисунок 1)
Кроме того, шероховатость поверхности характеризуется наибольшей высотой профиля Rmax – расстоянием между линией выступов профиля и линией впадин профиля в пределах базовой длины; показателем RZ - высотой неровностей профиля по десяти точкам (сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины).
Измерение значений шероховатости поверхности Rа производится высокочувствительным электронным прибором - профилометром SJ-201P «Mitutoyo». При этом базовая длина представляет собой прямую линию.
Действие прибора основано на ощупывании алмазной иглой датчика профилометра исследуемой поверхности и преобразовании колебаний иглы в изменения напряжения при помощи механотрона.
Полученные электрические сигналы усиливаются, детектируются, интегрируются электронным блоком прибора, и результаты измерений подаются на ЖКИ экране.
Для полуколичественной визуальной оценки шероховатости поверхности могут использоваться эталоны, то есть металлические поверхности - образцы с заранее определенной шероховатостью.
В зависимости от служебного назначения изделия его поверхность должна иметь определенную шероховатость.
Под термином режимы резания понимается совокупность числовых значений глубины резания, подачи, скорости резания, геометрических параметров и стойкости режущей части инструментов, а также силы резания, мощности и других параметров рабочего процесса резания, от которых зависят его технико-экономические показатели.
Свойства металлов (твердость и др.), способы обработки, технологические режимы обработки (величина подачи S, скорость резания V и глубина резания t), геометрия режущего инструмента, использование смазки, наличие вибраций в системе СПИД (станок - приспособление - инструмент - деталь) определяют уровень шероховатости обработанной поверхности, значение показателя Rа.
На рисунке 1.11 схематически даны примеры влияния величины вспомогательного угла в плане φI токарного проходного резца (а) и величины подачи S (б) на формирование микронеровностей обработанной поверхности.
. 
Рисунок 1.11. Влияние величины вспомогательного угла в плане φI токарного проходного резца (а) и величины подачи (б) на формирование шероховатости обработанной поверхности при точении
В лабораторной работе изучают влияние подачи S и вспомогательного угла в плане φ1 на шероховатость обработанной поверхности Rа, мкм.
Подача S – это величина перемещения инструмента (резца) относительно заготовки в направлении подачи. При точении подача S, мм/об определяется величиной перемещения резца за один оборот заготовки.
Скорость резания V, м/мин – это величина перемещения поверхности резания относительно режущей кромки в единицу времени.
На токарном станке меняется частота вращения заготовки n, об/мин а скорость резания определяется по формуле:
 , (м/мин)
, (м/мин)
где D – диаметр заготовки, мм.
Глубина резания t определяет толщину срезаемого слоя за один проход резца. При точении цилиндрической поверхности глубину резания определяют полуразностью диаметров до и после обработки: t = (D – d)/2, мм.
Для оценки влияния режимов резания и геометрических параметров токарных резцов использовался станок мод.16В20 или 1А62 и проходные прямые резцы с углом φ1 =0°, φ1 =15° и φ =30°.Схема обработки приведена на схеме рисунке 1.12.
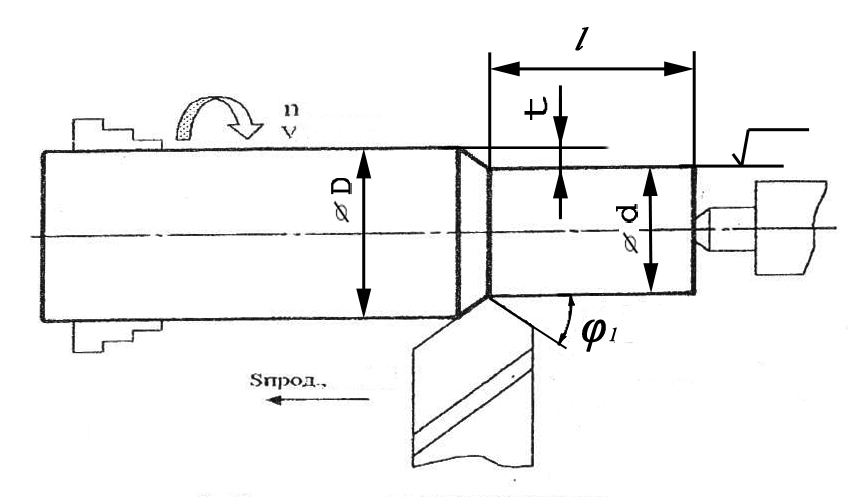
Рисунок 1.12. Схема эксперимента
Эксперимент проводится на следующих режимах обработки:V=60-90м/мин, Sпр =0,08-0,14мм/об, t =0,5÷2мм.На постоянных режимах обработки используется резец с углом φ1 = 0°, φ= 150 , φ1 =30°.
Результаты заносятся в таблицу 1.2
Таблица 1.2- Влияние величины подачи и вспомогательного угла в плане, на шероховатость обработанной поверхности
| Опыт | φ1 | S, мм/об | t, мм | n, мин -1 | V, м/мин | Ra, мкм | Rz, мкм | По эталону |
| 0° | 0,08 0,12 0,14 | 0,5 | ||||||
| 15° | 0,08 0,12 0,14 | 0,5 | ||||||
| 30° | 0,08 0,12 0.14 | 0,5 |
По полученным значениям шероховатости поверхности после обработки построить график зависимости изменения шероховатости обработанной поверхности при изменении величины продольной подачи и вспомогательного угла в плане φ1.
Лабораторная работа принимается преподавателем после собеседования по отчету и выявления знаний студента. Без сдачи зачета по выполненной ранее работе студент не допускается выполнением к следующей лабораторной работы.
Контрольные вопросы
1. Какие бывают резцы по направлению подачи и как их называют по этому признаку?
2. Из каких двух частей состоит резец и какие элементы имеет головка токарного резца?
3. Какую форму имеет режущая часть инструмента при отрезке?
4. Какие главные углы резания резца вы знаете?
|
из
5.00
|
Обсуждение в статье: Геометрические параметры резца |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы