 |
Главная |


Влияние заряда ворса на процесс получения флокированного материала
|
из
5.00
|
Ворс, предназначенный для флокирования, согласно международным стандартам, характеризуется такими свойствами, как сыпучесть или разделяемость, электропроводность, влажность и «летучесть». Все эти параметры весьма важны для процесса, однако ни один из них не входит в модель формирования плотности ворсового покрова. С другой стороны, уже известна связь максимальной скорости подачи ворса с коэффициентом зарядки ворса [8]. Поэтому представляется перспективным исследовать влияние заряда на величину предельной плотности. Чтобы исключить влияние геометрических характеристик ворса эксперименты проводили с ворсом одинаковой природы (ПА), длины (0,5 мм) и линейной плотности (0,33 текс).
Предельную плотность ворсового покрова определяли на основе экспериментальной зависимости плотности от продолжительности флокирования. Измерение заряда вели с помощью емкостного датчика по методике, описанной в работе [8]. Вследствие этого каждая точка получаемой зависимости основывается на двух сериях измерений. Результаты измерений для разного ворса и двух значений напряженности приведены в таблице 21.
Таблица 21.
| Напряженность электрического поля, Е, кВ/см | Средний заряд ворсинки, q1013, Кл | Коэффициент зарядки, k1018, | Предельная плотность ворсового покрова, nmax, г/м2 |
| 4,5 | 4,54 | 1,01 | 85,1 |
| 7,38 | 1,64 | ||
| 7,96 | 1,77 | ||
| 10,1 | 2,25 | ||
| 10,8 | 2,4 | ||
| 13,3 | 2,95 | 73,5 | |
| 14,4 | 3,2 | ||
| 16,8 | 3,74 | 57,5 | |
| 24,6 | 5,46 | ||
| 6,0 | 3,6 | 0,6 | |
| 4,6 | 0,77 | ||
| 4,8 | 0,8 | 68,5 | |
| 5,7 | 0,95 | ||
| 6,3 | 1,05 | ||
| 7,62 | 1,27 | ||
| 13,6 | 2,27 | 96,3 | |
| 18,0 | 3,0 | 57,4 | |
| 32,8 | 5,46 | 57,4 |
Анализ результатов
Вследствие изложенного выше нас, в первую очередь интересует средняя величина заряда и коэффициент зарядки для каждого ворса и, соответствующие им значения предельной плотности ворсового покрова.
Эксперимент показал, что с ростом заряда величина предельной плотности сначала возрастает, а затем снижается. Рост предельной плотности ворсового покрова, а значит и ориентации ворса на поверхности материала, вероятно, можно объяснить возрастанием его дипольного момента и, как следствие, улучшением ориентации ворса вдоль силовых линий. Можно предположить, что дальнейший рост среднего заряда ворсинки приводит к ее разряду на этапе подлета к поверхности материала при взаимодействии с ранее внедрившимися ворсинками. При этом ворсинка перезаряжается и возвращается к верхнему электроду. Таким образом, начиная с определенной плотности ворсового покрова, она начинает препятствовать внедрению в клеевой слой нового ворса. Чем выше заряд, тем меньшая плотность ворсового покрова останавливает процесс внедрения нового ворса, т.е. рост плотности ворсового покрова.
В работе академика Попкова предложено соотношение для расчета максимального заряда волокна. При большей величине заряда с конца волокна начинается коронный разряд. Можно сопоставить оценку этого заряда для ворса, указанных выше геометрических размеров, с измеренными зарядами в области снижения максимальной плотности ворсового покрова. Для расчета максимального заряда предложено следующее соотношение [8]:
 (26)
(26)
где ɛ0 – диэлектрическая постоянная, Ф/м; - диаметр ворсинки, м; - длина ворсинки, м; Ек.р. – напряженность начала коронного разряда, В/м.
Пороговая напряженность для отрицательной и положительной короны равна: E ̶ = 265 кВ/см, E+= 300 кВ/см. Предельное значение заряда для отрицательной короны и ворса длиной 0,5 мм и диаметром 20 мкм равно 18,4 10-13 Кл.
Сравнивая это значение с результатами измерения заряда для различного ворса (табл. 21), видно, что они вполне сопоставимы с рассчитанным максимальным значением. Это свидетельствует об обоснованности высказанных нами предположений.
Как мы видим, полученная зависимость имеет максимум. Математическое описание такой зависимости для этих напряженностей можно предложить в следующем виде:


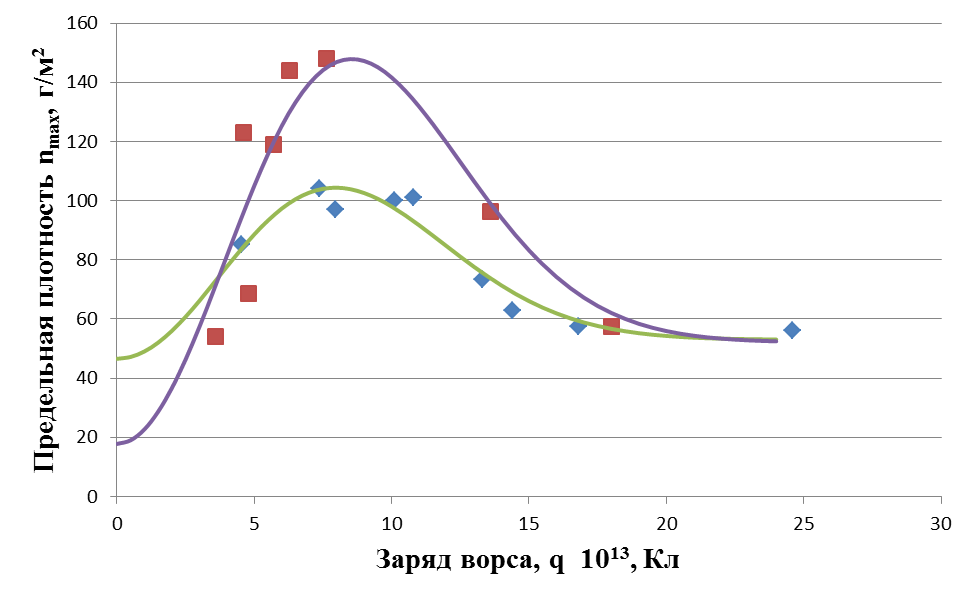
Рис. 11. Результаты эксперимента и соответствующие эмпирические
зависимости
|
из
5.00
|
Обсуждение в статье: Влияние заряда ворса на процесс получения флокированного материала |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы