 |
Главная |


Описание и расчет измерительного инструмента
|
из
5.00
|
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ДП18.0437.0010.000ПЗ |
Для изготовления детали «Шток» применяют универсальные средства контроля, калибры, штангенинструменты и специальные контрольные приспособления.
Калибры– бесшкальные измерительные инструменты, предназначенные для контроля размеров, формы и взаимного расположения поверхностей.
Для контроля размеров гладких цилиндрических изделий применяются предельные калибры, имеющие два размера: проходной (ПР) и непроходной (НЕ), ограничивающие наибольший и наименьший предельные размеры изделий.
При контроле калибрами не определяется истинная величина размера. Контроль устанавливает, находится ли действительный размер изделия в пределах допуска или вне их. Если проходной калибр (при контроле изделий средних размеров) проходит под действием собственного веса, а непроходной не проходит, то изделие считается годным.
Калибры для гладких цилиндрических изделий подразделяются на калибры для проверки отверстий – пробки и калибры, для проверки валов – скобы (или кольца).
Благодаря простоте и удобству измерения, незначительному времени на контроль, калибры нашли широкое применение в серийном и массовом производстве, в машиностроении и приборостроении.
По назначению гладкие калибры подразделяются на рабочие и контрольные (контркалибры), которые обозначаются:
ПР – рабочий проходной калибр;
НЕ – рабочий непроходной калибр;
К-ПР – контркалибр для проверки новых рабочих проходных скоб;
К-НЕ – контркалибр для проверки новых рабочих непроходных скоб;
К-И – контркалибр для контроля износа рабочих проходных скоб.
Контркалибры к калибрам для отверстий не предусматриваются, так как пробки (наружный размер) легко проверить универсальными измерительными средствами.
Контркалибры для проверки скоб представляют собой, пробки или мерные шайбы. Они применяются для проверки скоб в процессе их эксплуатации.
Контрольные калибры К-ПР и К-НЕ должны проходить в новые контролируемые скобы. При этом устанавливается, что размер скобы не уменьшается в результате повреждения во время эксплуатации или естественного старения.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ДП18.0437.0010.000ПЗ |
Контрольный калибр К-И не должен проходить в контролируемую скобу. Если он проходит, то это означает, что проходная скоба должна быть изъята из эксплуатации вследствие износа.
Исполнительный размер калибра-пробки Ø2,7H12.
1) Определяем нижнее предельное отклонение:
 , (мкм) (1)
, (мкм) (1)
где  – нижнее предельное отклонение, мкм.
– нижнее предельное отклонение, мкм.
=0 мкм.
2) Допуск для 12-го квалитета, для размера до 3 мм, равен 0,3 мкм.
Тогда второе верхнее отклонение для Ø2,7Н12, будет:
 , (мкм) (2)
, (мкм) (2)
где  –верхнее предельное отклонение;
–верхнее предельное отклонение;
H12=0+0,8=0,8 (мкм).
3) Находим предельные размеры изделия:
 , (мм) (3)
, (мм) (3)
где  –номинальный размер, мм;
–номинальный размер, мм;
D – исполнительный размер, мм;

 , (мм) (4)
, (мм) (4)
где  – номинальный размер, мм;
– номинальный размер, мм;
 (мм).
(мм).
4) Находим расстояние от середины допуска проходной стороны до предельного размера, допуск на изготовление калибра, границу износа проходной стороны.
Z=1 мкм; H=1 мкм; Y=1 мкм; α=0 мкм.
где Z – расстояние от середины допуска проходной стороны до предельного размера;
H – допуск на изготовление калибра;
Y– граница износа проходной стороны.
5) Наибольший размер проходной стороны новой пробки определяем по формуле:
 , (мм) (5)
, (мм) (5)
где  – проходной максимальный размер, мм.
– проходной максимальный размер, мм.
 (мм).
(мм).
Исполнительный размер проходной стороны:
ПР = 
6)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ДП18.0437.0010.000ПЗ |
 , (мм) (6)
, (мм) (6)
где  – проходной износ, мм.
– проходной износ, мм.
= 2,7 – 0,001 + 0 = 2,699 (мм).
7) Наибольший размер непроходной стороны определяем по формуле:
 , (мкм) (7)
, (мкм) (7)
где  – наибольший размер непроходной стороны, мм.
– наибольший размер непроходной стороны, мм.
 (мм).
(мм).
Исполнительный размер непроходной стороны:
НЕ= 
Ниже по тексту представлена схема расположения полей допусков для отверстия Ø2,7Н12, на рисунке 6.
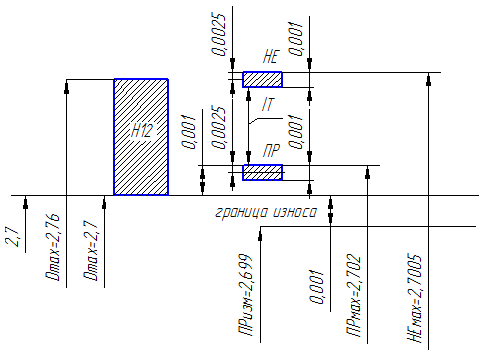
Рисунок 6 - схема расположения полей допусков для отверстия
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ДП18.0437.0010.000ПЗ |
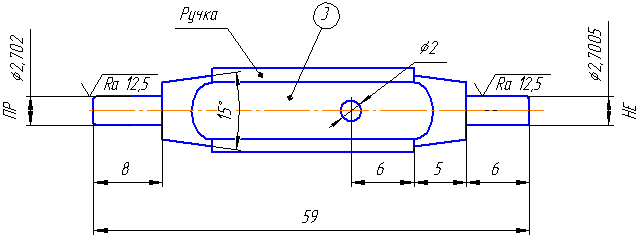
Рисунок 7 – Эскиз калибра-пробки 
Расчёт норм времени
Разработка технологического процесса обычно завершается установлением технических норм времени для каждой операции. Техническую норму времени определяют на основе расчета режимов резания с учетом полного использования режущих свойств инструмента и производственных возможностей оборудования. Техническая норма времени характеризует время необходимое для выполнения определенной работы в условиях данного производства с учетом передового опыта и современных достижений техники и технологии производства.
Основным является время затрачиваемое рабочим на качественное или количественное изменение предмета труда, то есть на изменение формы, размеров, внешнего вида состояния и положения обрабатываемого предмета труда в пространстве, которые повторяются либо с каждой обрабатываемой деталью, либо с каждой одновременно обрабатываемой технологической установочной партией детали.
Вспомогательным является время, затрачиваемое исполнителем на действия, обеспечивающие выполнение основной работы.
Произведем расчеты нормы времени для операции 020.
Основное время рассчитывается по формуле:
 , мин (8.1)
, мин (8.1)
где l – размер обрабатываемой поверхности в направлении подачи,
l = 13мм;
l1 – врезание и пробег инструмента, l1 = 3 мм;
l2 – дополнительная длина на взятие пробной стружки при наладке станка, l2 = 3 мм.
So = 0,20 мм/об
n = 355 об/мин.
Рассчитываем основное время по формуле (8.1):
 мин.
мин.
Вспомогательное время можно рассчитать по формуле:
 ) ×
) ×  , мин (8.2)
, мин (8.2)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ДП18.0437.0010.000ПЗ |
где То – основное время, мин.
Рассчитываем вспомогательное время по формуле(8.2):
 мин.
мин.
Штучное время на станочную операцию определяется по формуле:
 ,мин (8.3)
,мин (8.3)
где  штучное время на выполнение операции, мин;
штучное время на выполнение операции, мин;
То – основное время, мин;
 вспомогательное время, мин;
вспомогательное время, мин;
 время на отдых и личные потребности рабочего, мин;
время на отдых и личные потребности рабочего, мин;
 время на организационное обслуживание рабочего места, мин;
время на организационное обслуживание рабочего места, мин;
 время на техническое обслуживание рабочего места, мин;
время на техническое обслуживание рабочего места, мин;
 ,
,  ,
,  находятся по формулам:
находятся по формулам:
 , мин (8.4)
, мин (8.4)
 , мин (8.5)
, мин (8.5)
 × , мин (8.6)
× , мин (8.6)
где  время перерыва на отдых и личные потребности рабочего, мин;
время перерыва на отдых и личные потребности рабочего, мин;
 время на организационное обслуживание рабочего места, мин;
время на организационное обслуживание рабочего места, мин;
время на техническое обслуживание рабочего места, мин;
То  основное время, мин;
основное время, мин;
 вспомогательное время, мин.
вспомогательное время, мин.
Рассчитываем время перерыва по формуле(8.4):
 .
.
Рассчитываем время на организационное обслуживание рабочего местапо формуле(8.5):
 мин.
мин.
Рассчитываем время на техническое обслуживание рабочего местапо формуле(8.6):
×  мин.
мин.
Рассчитываем штучное время по формуле(8.3):
 .
.
Определяем время обслуживания рабочего места по формуле:
Тоб = Ттех + Торг, мин (8.7)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ДП18.0437.0010.000ПЗ |
где Ттех – время технического обслуживания, мин;
Торг – время организации производства, мин.
Рассчитываем время обслуживания рабочего места по формуле(8.7):
 мин.
мин.
В серийном производстве определяется норма штучно-калькуляционного времени по формуле:
 , мин (8.8)
, мин (8.8)
где Тп-з – подготовительно-заключительное время на партию, мин;
Тшт– штучное время на выполнение операции, мин;
n– количество деталей в партии, шт.
Подготовительно-заключительное время рассчитывается по формуле:
 , мин (8.9)
, мин (8.9)
где То – основное время, мин;
Твс – вспомогательное время, мин.
Рассчитываем подготовительно-заключительное время по формуле (8.9):
 мин.
мин.
Рассчитываем штучно-калькуляционное время по формуле (8.8):
 мин.
мин.
Произведем расчеты нормы времени для операции 035.
Рассчитываем основное время по формуле (8.1):
 мин.
мин.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| ДП18.0437.0010.000ПЗ |
Рассчитываем вспомогательное время по формуле (8.2):
 мин.
мин.
Рассчитываем время перерыва по формуле (8.4):
 .
.
Рассчитываем организационное время по формуле (8.5):
 мин.
мин.
Рассчитываем время технического обслуживания по формуле (8.6):
×  мин.
мин.
Рассчитываем штучное время на станочную операцию по формуле (8.3):
 .
.
Рассчитываем время обслуживания рабочего места по формуле (8.7):
 мин.
мин.
Рассчитываем подготовительно-заключительное время по формуле (8.9):
 мин.
мин.
Рассчитываем штучно-калькуляционное время по формуле (8.8):
 мин.
мин.
Организационная часть
|
из
5.00
|
Обсуждение в статье: Описание и расчет измерительного инструмента |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы