 |
Главная |


МЕХАНИЗМ ВОЗНИКНОВЕНИЯ ШЕРОХОВАТОСТИ ОБРАБОТАНОЙ ПОВЕРХНОСТИ
|
из
5.00
|
Профиль поверхности, обработанной инструментом, имеет регулярно повторяющиеся выступы и впадины, с той или иной точностью копирующие форму режущей кромки. Высота и форма остаточных микронеровностей обработанной поверхности зависит от положения режущих кромок инструмента относительно обработанной поверхности и от вибраций в технологической системе. Образование неровностей поверхности в первом приближении можно представить как след рабочего движения режущей кромки (или кромок) инструмента в поверхностном слое металла. Такой профиль обычно называют регулярным.
При изучении шероховатости поверхности рассматривают расчетные и действительные микронеровности высотой Rz (рис. 4.14).
Под расчетными неровностями понимают такие, высота и форма которых могут быть определены геометрически при следующих допущениях:
1) обрабатываемый материал считается абсолютно недеформируемым;
2) технологическая система — абсолютно жесткой;
3) лезвия инструмента представляют собой геометрические линии.

Рис. 4.14. Схема образования шероховатости поверхности:
а — при точении; б — при цилиндрическом фрезеровании; в — расчетный (1) и действительный (2) профили; г — расчетный профиль с учетом радиуса вершины резца
Действительные неровности возникают на обработанной поверхности после прохода режущего инструмента.
На расчетный профиль шероховатости влияет геометрия инструмента: главный и вспомогательный углы в плане φ и φ1, радиус вершины резца rв, а также подача S.
Исходя из геометрических соображений расчетная высота неровностей для резца с незакругленной вершиной
RZрасч=S  (4.18)
(4.18)
При фрезеровании цилиндрическими фрезами используют эмпирическую зависимость
RZрасч=  (4.19)
(4.19)
а при тонком точении — формулу
RZрасч=  +
+  (4.20)
(4.20)
где аmin — минимальная толщина среза.
Из приведенных формул следует, что чем больше S, φ и φ1 именьше rв , тем высота неровностей больше.
Реальные неровности по форме и высоте отличаются от расчетных (см. рис, 4.14, г). По сравнению с расчетным действительный микропрофиль теряет свою регулярность. При этом Rz, > Rрасч, и это обусловлено:
1) пластическим течением металла в направлении остаточного гребешка;
2) колебаниями детали и инструмента во время обработки;
3) трением задних поверхностей инструмента о поверхность резания;
4) неровностями лезвий инструмента, которые возрастают по мере его изнашивания.
Поэтому реальное значение Rz, находится как
Rz = Rрасч +ΔRz, (4.21)
где ΔRz = Rz пл + Rz упр+ Rz зад+ Rz изн + Rz в. В этой зависимости: Rz пл — приращение высоты неровностей вследствие пластической деформации; Rz упр— приращение, вызванное упругим восстановлением поверхностного слоя; Rz зад — приращение за счет трения задней поверхности инструмента по обработанной поверхности; Rz изн — изменение высоты неровностей от износа режущей кромки; Rz в — приращение высоты неровностей из-за вибраций инструмента и обрабатываемой детали.
На высоту реальных микронеровностей влияют те же факторы, что и на высоту расчетных неровностей. При уменьшении подачи (толщины срезаемого слоя), углов в плане инструмента и увеличении радиуса при вершине Rz уменьшается. На рис. 4.15 показано влияние подачи на Rz при различных скоростях резания для продольного точения (сталь 45; резец Т15К6; φ = 45°; φ1 = 20°; rв = 1,75 мм).
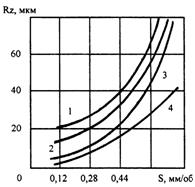
| Рис. 4.15 Зависимость Rz от величины подачи: 1 - υ = 15,3 м/мин; 2 - υ = 25 м/мин; 3 - υ = 41,1 м/мин; 4 - υ = 66,6 м/мин |
На величину Rz, оказывают влияние и другие факторы, которые влияют на условия трения и деформирования. К ним относятся механические свойства обрабатываемого материала, скорость резания и свойства СОТС. Глубина резания (ширина срезаемого слоя) и передний угол инструмента на величину Rz значительного влияния не оказывают.
При обработке более твердых материалов высота микронеровностей получается меньше, чем при обработке мягких.
Влияние скорости резания на высоту микронеровностей показано на (рис. 4.16). Если материал не склонен к наростообразованию (рис. 7.5, кривая 1, сталь У10А), то по мере увеличения скорости резания высота неровностей непрерывно уменьшается. Это связано с уменьшением объема пластической деформации и среднего коэффициента трения. Влияние скорости резания в этом случае не особенно сильно. Если материал склонен к наростообразованию (рис. 4.16, кривая 2, сталь Ст.З), то высота неровностей находится в прямой зависимости от высоты нароста. Величина Rz достигает максимального значения при наибольшем наросте и затем уменьшается до значений расчетной высоты микронеровностей. При увеличении скорости резания свыше 120 м/мин она практически не оказывает влияния на Rz..

| Рис. 4.16 Влияние скорости резания на высоту микронеровностей: 1 — материал, склонный к наростообразованию; 2 — материал, не склонный к наростообразованию |
Результаты исследований и производственный опыт показывают, что применение СОТС способствует улучшению микрогеометрии обработанной поверхности и уменьшению износа инструмента. На рис. 4.17 показано влияние смазывающе-охлаждающих жидкостей на высоту микронеровностей Rz.

| Рис. 4.17. Влияние СОТС на высоту неровностей при обработке: 1 - без охлаждения; 2-с маслом; 3 - с водой; 4 - с четыреххлористым углеродом |
|
из
5.00
|
Обсуждение в статье: МЕХАНИЗМ ВОЗНИКНОВЕНИЯ ШЕРОХОВАТОСТИ ОБРАБОТАНОЙ ПОВЕРХНОСТИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы