 |
Главная |


Конструктивные особенности современных летательных аппаратов и их влияние на технологию производства
|
из
5.00
|
Современные летательные аппараты, как объекты производства, от других машиностроительных изделий отличаются радом специфических особенностей, оказывающих существенное влияние на технологию их изготовления. Именно это дало нам право говорить о технологии производства летательных аппаратов как о самостоятельной науке. Отметим главные отличительные особенности конструкции ЛА, оказывающие наиболее существенное влияние на структуру, содержание и технико-экономические показатели технологических процессов их изготовления.
1. Большая номенклатура разнообразных по конструкции и размерам деталей, идущих на изготовление планера. Например, число деталей, изготовляемых из листовых материалов, прессованных профилей и тонкостенных труб, в конструкции планера современного тяжелого самолета достигает 90 — 100 тыс.; деталей, изготовляемых на металлорежущих станках — нескольких десятков тысяч, а различных нормализованных и стандартизованных крепежных деталей (заклепок, винтов, болтов) — нескольких миллионов. Все это требует разработки огромного числа различных частных технологических процессов, проектирования и изготовления весьма большого числа технологической оснастки.
Для характеристики укажем, что для серийного изготовления такого крупного самолета, как ТУ-154, требуется около тысячи различных сложных по конструкции, сборочных и сварочных приспособлений и испытательных стендов, до 150 тыс. различных шаблонов и другой специальной контрольной оснастки, около 12 тыс. станочных приспособлений, более 15 тыс. штампов для листовой штамповки, более 20 тыс. наименований различного специального, нормализованного и стандартизованного рабочего инструмента, много литейной, кузнечной и другой технологической оснастки.
2. Насыщенность летательных аппаратов весьма сложным, различным по конструкции и назначению оборудованием, приборами, специальными механизмами. Для их монтажа, испытания и наладки как в отдельности, так и в комплексе, необходимо разрабатывать и осуществлять большее число специфических технологических процессов и специальных регламентных работ, проектировать и изготовлять испытательные стенды и другие устройства.
Задача усложняется тем, что к системам, монтируемым на Л А, предъявляются высокие требования качества и надежности. Все системы в процессе эксплуатации должны работать безотказно; это требует весьма тщательной их отработки, что составляет большую технологическую сложность.
3. Большая номенклатура используемых материалов с весьма разнообразными физико-механическими свойствами. Для производства ЛА требуются различные металлы и сплавы, как цветные, так и черные, неметаллические материалы (пластмассы, резины, ткани, древесина), металлокерамические, спеченные и другие материалы, для изготовления деталей из которых необходимо применение специальных технологических методов.
В современных конструкциях ЛА все более широкое применение находят композиционные материалы с углеродными и боровыми волокнами, обладающие высокой направленной прочностью, технология изготовления изделий из которых отличается большой сложностью и наличием особого технологического оснащения.
С появлением космических летательных аппаратов и повышенными требованиями к их надежности и долговечности в тяжелых условиях эксплуатации, связанных с резкими изменениями температуры от значений, близких к абсолютному нулю до нескольких сотен градусов тепла, с космическим облучением, глубоким вакуумом, потребовались новые высокопрочные и стойкие материалы, многие из которых трудно поддаются обработке обычными технологическими методами (сплавы на основе титана, циркония, бериллия) и требуют разработки новых, как правило, весьма сложных технологических процессов.
4. Сложность пространственных форм как отдельных элементов конструкции, так и летательного аппарата в целом. Высокие скорости полета современных самолетов предъявляют высокие требования к форме и точности выполнения аэродинамических обводов планера с целью уменьшения его аэродинамического сопротивления. В связи с этим усложнились пространственные формы элементов обшивки агрегатов и сопрягающихся с ними деталей каркаса, повысилась их точность, что значительно увеличило сложность их изготовления. Все это потребовало разработки специальных технологических методов формообразования деталей, новой сложной технологической оснастки и технологического оборудования, которые в других отраслях машиностроения не применяются (обтяжные пресса, оборудование для гибки с растяжением, обтяжные пуансоны и др.).
5. Малая жесткость вследствие ограниченной массы большинства отдельно взятых деталей обшивки и каркаса планера, особенно имеющих большие габаритные размеры, которая приводит к изменению формы и размеров деталей под действием собственной массы в зависимости от их положения в пространстве. Это вызвало необходимость разработки новых технологических процессов изготовления деталей такого типа и их контроля, новой, особо жесткой технологической оснастки, новых технологических методов обеспечения необходимой точности и взаимозаменяемости, характерных только для производства ЛА.
6. Большая трудоемкость изготовления деталей, узлов, агрегатов и ЛА в целом. Эта отличительная особенность является следствием рассмотренных выше других отличительных особенностей конструкции Л А. Особой сложностью, следовательно и наиболее высокой трудоемкостью отличаются монтажно-сборочные, регулировочные и испытательные работы.
7. Высокие требования к качеству ЛА в целом и отдельных его частей. Требования к качеству ЛА существенно превышают требования к качеству, надежности и долговечности других машиностроительных изделий. Все это в значительной мере усложняет технологию изготовления элементов конструкции летательных аппаратов, особенно монтажно-регулировочные и контрольно-испытательные операции и, следовательно, повышает требования к качеству и стабильности выполнения технологических процессов.
8. Большой объем работ по непрерывной модернизации и частая смена объектов производства характерны для ЛА любой конструкции. Авиационная и космическая техника непрерывно совершенствуются и развиваются высокими темпами. Если конструкцию самолета, находящегося в серийном производстве, оставить стабильной, то в течение непродолжительного времени она морально устареет, и производство самолета станет нецелесообразным. Поэтому постоянное совершенствование и модернизация конструкций ЛА является одной из важнейших задач.
В результате непрерывной модернизации ЛА для авиационного производства характерны частые изменения конструкции отдельных деталей и сборочных единиц планера, что вызывает необходимость разработки большого числа новых технологических процессов, проектирования и изготовления многочисленной технологической оснастки, т.е. влечет за собой частую повторяемость работ по технологической подготовке производства. Поэтому на заводах авиационного профиля технологическая подготовка производства происходит непрерывно и при серийном производстве ЛА.
Указанные отличительные особенности конструкции и производства ЛА требуют наличия на авиационных предприятиях мощных служб и цехов технологической подготовки производства.
Влияние технологии на конструкцию изделии. Взаимосвязь развития конструкции и технологии
Ранее было показано, что конструкция изделия оказывает определяющее влияние на технологический процесс его изготовления. Это обусловлено тем, что основные параметры технологического процесса и принятые в нем технологические методы формообразования или обработки закладываются в конструкцию при ее проектировании. Вместе с тем технология изготовления изделия, технологические методы формообразования и обработки оказывают не менее существенное влияние на его конструкцию, так как последняя при всех условиях должна соответствовать технологическим возможностям современных технологических методов, положенных в основу технологического процесса.
Каждый технологический метод обладает определенными технологическими возможностями, которые ограничивают сферу его применения, и поэтому предъявляют свои специфические требования к конструкции изделия. Только при условии, что последняя будет отвечать им, изделие может быть изготовлено с минимальными затратами труда, материалов, времени и будет иметь высокое качество.
Например, на выбор материалов для деталей, изготовляемых методами листовой штамповки, а также на выбор конструктивных форм их элементов и допусков размеров, наряду с эксплуатационными требованиями существенное влияние оказывают технологические возможности этих методов, характер физических явлений, происходящих в материале при их практическом осуществлении. В связи с этим детали, изготовляемые разделительными операциями, выполняемыми на двухкоординатных фрезерных станках, должны иметь одни соотношения размеров и форму конструктивных элементов, при разделительных операциях, выполняемых штампами с жесткими рабочими частями — другие, с применением эластичных сред — третьи, при магнитоимпульсной разделительной штамповке — четвертые и т.д. Различными будут и производственные погрешности (погрешности размеров) элементов конструкции.
При конструировании монолитных деталей, заготовки которых подвергают обработке резанием, существенное влияние на выбор материала для них, кроме чисто конструктивных и эксплуатационных требований, оказывает обрабатываемость материалов резанием, которая зависит от химического состава, физико-механических свойств и структуры.
Значительное влияние на конструктивные формы изделий оказывают методы получения заготовок для последующей обработки резанием. Очевидно, что литые заготовки должны иметь одни геометрические параметры, кованые — другие, штампованные — третьи. Причем и литые заготовки (детали), в зависимости от применяемых методов литья (литье в песчаные формы, в корковые формы, по выплавляемым моделям, в кокиль, под давлением), будут иметь различные конструктивные формы и различные припуски на дальнейшую механическую обработку, что соответственно должно быть отражено в конструкции заготовок и деталей. Не менее существенные требования к конструкции изделий предъявляются в соответствии с методами соединения деталей при сборке (клепка, сварка, склеивание).
Таким образом, применяемые технологические методы по существу определяют, какой должна быть конструкция. Поэтому технологические возможности технологических методов, положенных в основу технологических процессов изготовления деталей и сборочных единиц, в процессе проектирования изделий приобретают характер обязательных технологических требований к их конструкции.
Взаимное влияние конструкции и технологии хорошо прослеживается в процессе анализа развития авиационной техники в России и за рубежом. В первые годы становления отечественной авиации (1919г. и начало 20-х гг.) самолеты имели простую деревянную конструкцию с полотняной обшивкой. Для их изготовления была использована известная в то время технология деревообработки, применяемая в мебельной промышленности. Конструктивные формы деталей и сборочных единиц соответствовали технологическим возможностям существовавших тогда методов деревообработки. Для изготовления сборочных единиц применялись методы соединения деталей с помощью винтов, болтов, а также склеивания известными в то время органическими клеями.
|
Рис. 3.1. Эволюция внешнего облика самолетов в зависимости от скорости полета: а — до 300 км/ч; б — от 300 до 500 км/ч; в — от 500 до 900 км/ч; г — от 900 до числа 1М полета; д — от Ш до 2М; е — от 2М до ЗМ; ж — от ЗМ до 4М; з —■ от 4М до 6М; и — свыше 6М |
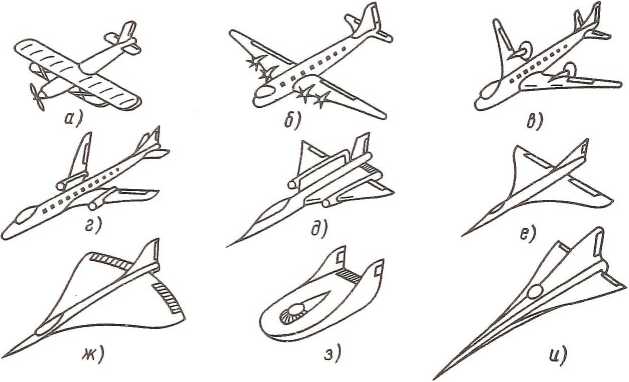
За несколько десятилетий авиационная техника получила значительное развитие, которое непосредственно связано с совершенствованием конструкций отечественных самолетов и технологии их изготовления, созданием новых материалов и общим развитием науки и техники. Анализ конструкций самолетов за весь период, начиная с 1919 г. до наших дней, показывает, что решающее значение в их развитии имел постоянный рост скоростей полета, оказывающий весьма большое влияние на форму планера и точность выполнения его поверхностей.
Связь внешней формы самолета со скоростью полета показана на рис. 3.1. Агрегаты первых самолетов имели в основном простую форму с линейчатыми образующими. С появлением и развитием реактивной техники произошло резкое увеличение скоростей полета. Рост скорости и достижения в области аэродинамики больших
скоростей привели к коренным изменениям конструкции самолетов. Внешние обводы планера в значительной мере усложнились в связи с требованиями обтекаемости. Этот процесс продолжается и в настоящее время. Линейчатые формы конструкции переходят в более сложные для практического осуществления поверхности двоякой и знакопеременной кривизны со сложными законами формообразования.
Наряду с усложнением изготовления обшивок планера усложняется и изготовление деталей внутреннего силового набора, сопрягающихся с обшивкой. С ростом скоростей непрерывно повышаются требования к точности внешних обводов, что еще более усложняет изготовление планера самолета. Если при скоростях полета 200—300 км/ч отклонения от номинальной формы, заданной конструктором, были допустимы в пределах 5—10 мм, то уже при скорости 400—600 км/ч они не должны превышать 3—5 мм, а у сверхзвуковых самолетов 1—3 мм. Резко уменьшается допустимая волнистость поверхности планера, выступа и ступеньки в стыках обшивки [14]. Все это предъявляет новые требования к технологии изготовления деталей, выходящих на аэродинамическую поверхность и их сборки, приводит к необходимости разработки и внедрения новых технологических методов, обеспечивающих изготовление элементов конструкции с требуемой точностью. В результате появились новые методы, обеспечивающие более высокую геометрическую точность изготовления сложных листовых деталей, такие, как обтяжка, изгиб с растяжением, химическое размерное травление, электроимпульсные методы обработки материалов, штамповка деталей резиной. Появились новые эластичные материалы взамен резины, более стойкие и позволяющие передавать на штампуемую заготовку большие давления, что повысило точность изготовления деталей и улучшило их качество.
Для изготовления деталей самолета и технологической оснастки все более широко стали применяться копировально-фрезерные станки и станки с числовым программным управлением.
Вместе с тем, новые технологические методы предъявляют свои специфические требования к конструкции деталей и сборочных единиц, удовлетворение которых приводит к соответствующему изменению конструкции. Например, для штамповки эластичными средами потребовались принципиально новые конструкторские решения при проектировании листовых деталей, учитывающие особенности выполнения как разделительных, так и формообразующих операций. Такие детали современных самолетов, как стенки нервюр крыла, стабилизатора, рулей управления и шпангоутов фюзеляжа имеют конструкцию, специально приспособленную для штамповки эластичными средами.
Требования к точности внешних обводов и обеспечению взаимозаменяемости элементов конструкции самолетов привели к разработке и внедрению новых методов образования размеров и формы изделий. Плазово-шаблонный метод производства самолетов, внедрение которого началось в 1937—1939 гг., позволил в значительной мере повысить точность изготовления планера самолета, обеспечить высокий уровень взаимозаменяемости элементов его конструкции, сократить сроки подготовки и освоения производства. Плазово- шаблонный метод существенно повлиял на все этапы создания, освоения и производства авиационной техники и, в первую очередь, на процесс проектирования самолетов и технологию их изготовления.
Вместе с тем, плазово-шаблонный метод в ряде случаев уже не обеспечивает повышенные требования к точности и качеству современных самолетов, поэтому появились новые методы обеспечения точности и взаимозаменяемости на базе современной вычислительной техники — программные методы, которые не имеют недостатков, присущих плазовым методам, но требуют нового подхода к проектированию летательных аппаратов и технологии их изготовления.
Существенные требования в современной авиации и тем более космической технике предъявляются к конструкционным материалам, из которых изготовляют планер. Новые материалы должны обладать большей удельной прочностью (т.е. прочностью, приходящейся на единицу массы), теплопроводностью, износоустойчивостью и обеспечивать более высокую надежность в процессе эксплуатации конструкций. С ростом этих показателей усложняются технологические методы изготовления деталей, а в ряде случаев возникает необходимость разработки и внедрения новых методов, которые, как правило, для высокопрочных материалов значительно сложнее и дороже ранее применявшихся. Так, например, при изготовлении элементов конструкции из сплавов бериллия стоимость обработки по сравнению с дюралюминиевым сплавом Д16 возрастает в 15—20 раз, а из композиционных материалов на металлической основе — в 25—35 раз {14].
Появление новых материалов влечет за собой изменение технологических методов и процессов изготовления полуфабрикатов, заготовок, деталей и сборочных единиц. Возникает необходимость в новых средствах производства — оборудовании, технологической оснастке. Вместе с тем с возникновением новых материалов предъявляются соответствующие требования к конструкции как деталей, так и сборочных единиц, что в свою очередь сказывается на технологии производства.
Так было, например, при переходе авиационной промышленности на производство цельнометаллических самолетов. С созданием у нас в стране цельнометаллических самолетов АНТ-2, а затем АНТ-4 (ТБ-1), открывших путь к применению легких и высокопрочных алюминиевых сплавов в отечественных конструкциях самолетов, потребовалась коренная перестройка технологии, разработка принципиально новых методов переработки исходных материалов в изделия. Объясняется это тем, что цельнометаллические самолеты в конструктивном и технологическом отношениях резко отличались от изготовляемых ранее деревянных самолетов.
При изготовлении самолетов ТБ-1 впервые разрабатывались и проверялись в условиях производства технологические процессы изготовления деталей из листовых алюминиевых сплавов, профилей и тонкостенных труб, накапливался опыт проектирования, внедрения и эксплуатации сборочных и монтажных приспособлений и различного рода вспомогательной оснастки. Возникла необходимость в новых металлорежущих станках с большой частотой вращения, позволяющих вести обработку при высоких скоростях резания, что свойственно алюминиевым сплавам, в специальном оборудовании для пластического деформирования листовых материалов, профильных и трубчатых заготовок при изготовлении из них деталей.
Существенное влияние на современную технологию самолетостроения оказывает тенденция к увеличению монолитности элементов конструкции планера. С повышением степени монолитности заметно сокращается трудоемкость сборки, но возрастает сложность и трудоемкость изготовления монолитных деталей, заменяющих сборочные узлы и панели клепаной конструкции. Особенно резко увеличивается объем работ, выполняемых на фрезерных станках. Проблема снижения трудоемкости и упрощения обработки монолитных элементов конструкции в настоящее время стоит очень остро и полностью еще не решена.
Из приведенного краткого анализа следует, что новые конструкции летательных аппаратов обуславливают необходимость разработки и внедрения новых методов производства и принципиально новых технологических процессов изготовления изделий, расширяющих технологические возможности предприятия. Это, в свою очередь, обеспечивает необходимые условия и предпосылки для создания новых, более прогрессивных конструкций, способствующих дальнейшему развитию технологии.
Таким образом, конструкция и технология — это, по существу, элементы единого процесса создания изделия. В связи с этим следует признать справедливым мнение, что расчет на прочность и конструирование изделия являются элементами технологии. Если эти дисциплины оторвать от процессов производства, то они становятся беспредметными. Через них, в основном, технология производства летательных аппаратов обладает необходимой преемственностью от таких наук, как механика, физика, химия и других, являясь в то же время относительно самостоятельной наукой, так как имеет характерный, свойственный только ей, предмет изучения [53].
Совместное развитие конструкции ЛА и технологии их изготовления являются основой технического прогресса авиационной и космической техники, под которым, как известно, понимают процесс непрерывного совершенствования и развития технологии, орудий производства, предметов труда, материалов и конечной продукции, т.е. летательных аппаратов.
3.2. ЗАВИСИМОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ОТ ОБЪЕМА ПРОИЗВОДСТВА
Общая характеристика
Под объемом производства понимают общее число деталей, сборочных единиц или изделий в целом, которое предстоит изготовить на заводе в соответствии с потребностями народного хозяйства, либо обороны страны. Объем производства делят на программы выпуска, представляющие собой число изделий, изготовляемых за определенный календарный промежуток времени, чаще всего — в течение года (годовая программа) или месяца (месячная программа).
Объем производства и программа выпуска существенно влияют на технологию. Они определяют целесообразные первоначальные затраты на технологическую подготовку производства и освоение изделия. Чем больше объем производства и программа выпуска, тем больше может быть изготовлено и применено технологической оснастки и высокопроизводительного оборудования, т.е. степень оснащенности и степень механизации технологических процессов могут быть выше. Объясняется это тем, что с увеличением числа изготовляемых изделий доля стоимости технологической оснастки, приходящаяся на одно изделие, будет уменьшаться, а это дает возможность повышать степень экономически целесообразной оснащенности изделия.
Вместе с тем, при увеличении степени оснащенности и уровня механизации технологических процессов, снижаются затраты времени на изготовление самого изделия и, следовательно, растет производительность труда в основном производстве, т.е. повышаются технический уровень производства и технико-экономические показатели технологических процессов.
Степень оснащенности может быть оценена количественно отношением числа единиц технологической оснастки Nосн к числу наименований деталей или узлов Nд, изготовляемых с помощью этой оснастки
где Косн — коэффициент оснащенности технологического процесса.
Для изготовления одной и той же детали (сборочной единицы) можно разработать и практически осуществить несколько вариантов технологических процессов с применением различных методов обработки (сборки) и с различной степенью их оснащенности, но экономически целесообразным для заданного объема производства будет только один технологический процесс.
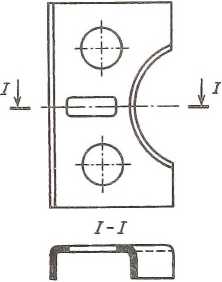 Например, листовую деталь, показанную на рис. 3.2, можно изготовить различными методами. Наиболее простым будет изготовление вручную. Ее можно изготовить также штамповкой на прессе инструментальными штампами. Вручную деталь можно изготовить практически без специальной технологической оснастки: заготовку разметить по чертежу, вырезать на ножницах и по разметке обработать напильником.
Например, листовую деталь, показанную на рис. 3.2, можно изготовить различными методами. Наиболее простым будет изготовление вручную. Ее можно изготовить также штамповкой на прессе инструментальными штампами. Вручную деталь можно изготовить практически без специальной технологической оснастки: заготовку разметить по чертежу, вырезать на ножницах и по разметке обработать напильником.
Рис. 3.2. Деталь из листового материала
Отогнуть бортики можно либо на универсальном гибочном оборудовании, либо вручную деревянным молотком (киянкой) по универсальной угловой оправке.
При изготовлении детали штамповкой сначала надо спроектировать и изготовить вырубной и гибочный штампы, затем вырубить и согнуть заготовку на прессе. Очевидно, что первый технологический процесс будет экономически целесообразен при единичном изготовлении изделия, когда годовая программа составляет небольшое число деталей, например 2 — 20 шт. Проектировать и изготовлять сложную технологическую оснастку в этом случае нет смысла, так как детали будут изготовлены вручную значительно быстрее, чем оснастка. Если штампы все же будут изготовлены, доля их стоимости, приходящаяся на одну деталь, будет большой, намного превышающей стоимость изготовления деталей вручную.
Второй технологический процесс экономически целесообразен при большом объеме производства, когда число изготовляемых деталей измеряется тысячами. При этом доля стоимости оснастки, приходящаяся на одну деталь, будет незначительной, а производительность труда при штамповке высокой, намного выше, чем при ручном изготовлении деталей.
Таким образом, для каждого конкретного объема производства и годовой программы существует свой оптимальный технологический процесс, который характеризуется применением целесообразных при заданных условиях технологических методов обработки и соответствующей степени оснащенности. Поэтому технологические процессы разрабатывают всегда применительно к заданным объему производства и производственной программе, В каждом конкретном случае применяют такие технологические методы, технологическое оборудование и оснастку, которые обеспечивают наиболее экономичное производство и наименьшую себестоимость изготовляемых изделий при заданном их качестве.
|
из
5.00
|
Обсуждение в статье: Конструктивные особенности современных летательных аппаратов и их влияние на технологию производства |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы