 |
Главная |


Расчетно-аналитический метод определения припусков.
|
из
5.00
|
(Поверхность Ø 30)
Расчет припусков при изготовлении деталей из проката
Гладкие, ступенчатые валы и другие аналогичные детали изготавливают из проката повышенной или обычной тонкости. Для ступенчатыхвалов расчет припусков и предельных размеров ведут по ступенис наибольшим диаметром, а при их равенстве – по ступени, к которой предъявляются белее высокиетехнические требования.
Суммарные отклонения расположения поверхностей проката определяют по формуле
 (26)
(26)
где рм - величинаотклонения расположения (местная или общая),мкм; рц - величинаотклонения расположения заготовки при центровке, мкм.
Величину рмопределяют по следующим зависимостям:
-приустановке в центрах  ,
,
где  - величина удельного отклонения расположения, мкм/мм;
- величина удельного отклонения расположения, мкм/мм;  - расстояние от сечения, для которого определяют величину отклонения расположения до места крепления заготовки, мм.
- расстояние от сечения, для которого определяют величину отклонения расположения до места крепления заготовки, мм.
При обработке в центрах  - общая длина заготовки, мм).
- общая длина заготовки, мм).
 мкм.
мкм. 
Величина Рц определяется по зависимости
 , (27)
, (27)
где  - допускна диаметр базовой поверхности заготовки, мм.
- допускна диаметр базовой поверхности заготовки, мм.
Величина остаточного суммарного расположения заготовки после выполненияперехода (операции)
 =0,47
=0,47
 = 470,2 мкм.
= 470,2 мкм.
 (28)
(28)
где Ку - коэффициент уточнения.
 28,2
28,2
23,61
 18,8
18,8
14,1
9,4
Погрешность установки на заготовку определяют как
При совмещении технологической и измерительной баз погрешность базирования  . При базировании и центрах погрешность установки в радиальномнаправлении
. При базировании и центрах погрешность установки в радиальномнаправлении
 (29)
(29)
где  - допуск на диаметральный размер заготовки, мм.
- допуск на диаметральный размер заготовки, мм.
 мм
мм





Минимальный припуск на операцию.
 (30)
(30)
Максимальный припуск на операцию.
 (31)
(31)
Токарная черновая.


Токарная получистовая.


Токарная чистовая.


Шлифование черновое.


Шлифование чистовое.


 (32)
(32)
 (33)
(33)
где Dmax i , Dmin i - предельные размеры поверхностей по операциям (переходам), мм;  - предельные припуски на операцию
- предельные припуски на операцию
Результаты расчетов сводим в таблицу 3
Таблица расчета припусков и промежуточных размеров по технологическим операциям.
Таблица 3
| Вид заготовки и технологичес- кая операция | Точ- ность заго- товки и обра- баты-вае- мой по- верх- но- сти | Допуски на размер, мм | Элементы припуска, мкм | Промежуточные размеры заготовки, мм | Промежуточные припуски, мм | |||||
| Rz | T | 
| 
| Dmax | Dmin | Zmax | Zmin | |||
| Прокат | В | 1,6 | 150 | 250 | 470,2 | 400 | 33,869 | 32,269 | - | - |
| Токарная черновая получистовая чистовая | h14 h12 h10 | 0,62 0,25 0,1 | 125 63 30 | 120 60 30 | 28,2 23,51 18,8 | 24 20 16 | 31,619 30,725 30,301 | 30,999 30,475 30,201 | 2,250 0,894 0,424 | 1,270 0,524 0,274 |
| Термообра-ботка | ||||||||||
| Шлифоваль- ная черновая чистовая | h8 h7 | 0,039 0,017 | 10 6,3 | 20 12 | 14,1 9,4 | 12 8 | 30,098 30 | 30,059 29,983 | 0,203 0,098 | 0,142 0,076 |
Припуски на остальные поверхности назначаем статическим методом.
Статический метод определения припусков.
Таблица расчета припусков и промежуточных размеров по технологическим операциям.
Таблица4
| Поверхность Ø 52 | |||||||
| Вид заготовки и технологичес- кая операция | Точность заготовки и обрабатываемой поверхности. |
Допуски на размер, мм |
Промежуточные размеры заготовки, мм | Промежуточные припуски, мм |
| ||
| Dmax | Dmin | Z | |||||
|
|
|
|
57,5 |
57,38 |
- | ||
| Токарная черновая | h12-14 | 0,3 | 53,5 | 53,38 | 4,0 | ||
| Поверхность Ø 54 | ||||||||
| Вид заготовки и технологичес- кая операция | Точность заготовки и обрабатываемой поверхности. |
Допуски на размер, мм |
Промежуточные размеры заготовки, мм | Промежуточные припуски, мм |
| |||
| Dmax | Dmin | Z | ||||||
|
|
|
|
59,5 |
58,88 |
- | |||
|
| ||||||||
| Токарная черновая чистовая | h12 h10 | 0,3 0,12 | 55,5 54 | 54,88 53,38 | 4,0 1,5 | |||
| Поверхность Ø 36 | ||||||||||||
| Вид заготовки и технологичес- кая операция | Точность заготовки и обрабатываемой поверхности. |
Допуски на размер, мм
|
Промежуточные размеры заготовки, мм | Промежуточные припуски, мм |
| |||||||
| Dmax | Dmin | Z | ||||||||||
|
|
|
|
41 |
39,9 |
- | |||||||
|
| ||||||||||||
| Токарная черновая чистовая | h12 h10 | 0,25 0,1 | 37,5 36 | 36,4 35,9 | 3,5 1,5 | |||||||
| Поверхность Ø 20 | ||||||||||||
| Вид заготовки и технологичес- кая операция | Точность заготовки и обрабатываемой поверхности. |
Допуски на размер, мм
|
Промежуточные размеры заготовки, мм | Промежуточные припуски, мм |
| |||||||
| Dmax | Dmin | Z | ||||||||||
|
|
|
|
25 |
24,916 |
- | |||||||
|
|
|
|
| |||||||||
| Токарная черновая чистовая | h12 h10 | 0,21 0,084 | 21,5 20 | 21,416 19,916 | 3,5 1,5 | |||||||
|
| ||||||||||||
|
| ||||||||||||
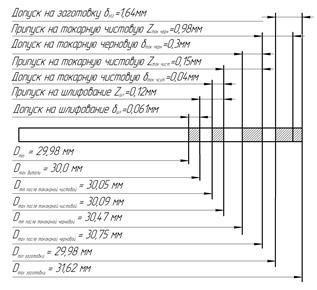
Схема расположения полей допусков и промежуточных размеров на операцию.
|
из
5.00
|
Обсуждение в статье: Расчетно-аналитический метод определения припусков. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы