 |
Главная |


Испытание станков на точность. Требования к образцу-изделию.
|
из
5.00
|
Программа проверки
| № п/п | Проверяемый параметр | Схема проверки | Метод проверки | Допускаемое отклонение |
| 1 | Точность установки направляющих |

| Средство измерения: Уровень. Измерения проводятся в ряде точек, равномерно расположенных по всей длине станины (Рисунок –3а). Уровни можно устанавливать на поперечных салазках (рис.3б). | Не больше 0,04 мм/м |
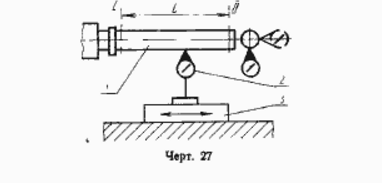
| 2 | Прямолинейность продольного перемещения суппорта в вертикальной плоскости |

| Средство измерения: контрольная оправка с хвостовиком или центровыми отверстиями, прибор для измерения длин. Контрольную оправку один устанавливают консольно либо в центрах 2. Измерительный прибор 4 устанавливают на проверяемом рабочем органе 3 так, чтобы измерительный наконечник касался образующей оправки и был перпендикулярен ей. | 30 мкм |
| 3 | Прямолинейность продольного перемещения суппорта в горизонтальной плоскости. |

| Средство измерения: Автоколлиматор, плоское зеркало. Автоколлиматор 1 устанавливают на неподвижной части станка так, чтобы его оптическая ось была расположена параллельно направлению перемещения проверяемого рабочего органа 2, на котором укрепляют плоское зеркало 3 на уровне положения оптической оси и перпендикулярно ей. Рабочий орган перемещают на заданную длину шагами 0,05-0,3 длины проверяемой поверхности. Измерения проводят в двух взаимно перпендикулярных поверхностях. Отклонение от прямолинейности траектории перемещения в угловых единицах равно наибольшей алгебраической разности показаний автоколлиматора на заданной длине перемещения | 25 мкм |
| 4 | Одновысотность оси вращения шпинделя передней бабки и оси отверстия пиноли (шпинделя) задней бабки |
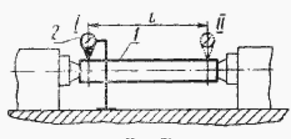 L=200мм
L=200мм
| Средство измерения: Контрольная (центровая) оправка, прибор для измерения длин, стойка с плоским основанием для крепления измерительного прибора. Контрольную оправку 1 устанавливают в центрах проверяемых рабочих органов. Стойку с закрепленным измерительным прибором 2 устанавливают на базовую плоскость так, чтобы измерительный наконечник измерительного прибора касался верхней или нижней образующей контрольной оправки поочередно в сечениях I и II, расположенных на заданном расстояние l. | 40 мкм |
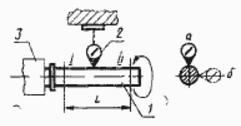
| 5 | Радиальное биение наружной центрующей поверхности шпинделя передней бабки |

| Средство измерения: Прибор для измерения длин. Измерительный прибор 1 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался проверяемой поверхности 2 и был перпендикулярен оси в плоскости измерения. Рабочий орган приводят во вращение со скоростью, позволяющего регистрировать показания измерительного прибора. Радиальное биение поверхности рабочего органа равно наибольшей алгебраической разности показаний измерительного прибора в плоскостях а и б | 10 мкм |
| 6 | Осевое биение шпинделя передней бабки |

| Средство измерения: Короткая оправка с закрепленным на ее конце шариком, центр которого должен лежать на оси оправки, или короткая оправка с плоским торцом, перпендикулярным её оси, или шарик, промежуточная пластинка с зажимом, прибор для измерения длин. В отверстие проверяемого рабочего органа 2 устанавливают: контрольную оправку с шариком 1 Измерительный прибор 3 устанавливают на неподвижной части станка соосно с проверяемым рабочим органом так, чтобы его: измерительный наконечник касался промежуточной пластины 4; плоский измерительный наконечник касался шарика оправки | 10 мкм |
| 7 | Торцевое биение фланца шпиндея передней |

| Средство измерения: Прибор для измерения длин. Измерительный прибор 1 устанавливают вне проверяемого рабочего органа 2 на неподвижной части станка, так чтобы его измерительный наконечник касался проверяемой поверхности и был перпендикулярен к ней. Измерительный наконечник должен отстоять от оси вращения на заданное расстояние, которое должно быть установлено в стандартах на нормы точности для станков конкретных типов. Проверяемый рабочий орган поворачивают не менее чем на два оборота со скоростью, позволяющей регистрировать показания прибора. Допускается отсчитывать показания прибора при неподвижном рабочем органе в точках, равномерно расположенных по окружности. Измерения проводят не менее чем в четырех точках, равномерно расположенных по окружности. Точек может быть больше четырех, но обязательно четное число. | 20 мкм |
| 8 | Радиальное биение оси внутренней центрирующей поверхности шпинделя передней бабки |
| Средство измерения: Средство для измерения длин, контрольная оправка. В проверяемое отверстие рабочего органа 3 устанавливают контрольную оправку 1. Измерительный прибор 2 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался образующей контрольной оправки и был перпендикулярен ее оси. Рабочий орган приводят во вращение со скоростью, позволяющей регистрировать показания измерительного прибора. | 15 мкм |
| 9 | Радиальное биение оси вращения шпинделя передней бабки: |

| Средство измерения: Прибор для измерения длин, образцовая деталь На проверяемом рабочем органе 1 устанавливают образцовую деталь 2 и центрируют ее относительно оси вращения так, чтобы смещение оси было минимально возможным. Измерительный прибор 3 устанавливают неподвижно вне проверяемого рабочего органа так, чтобы его измерительный наконечник касался образцовой детали. | 15 мкм |
| 10 | Радиальное биение упорного центра, вставленного в отверстие шпинделя |
| Средство измерения: Прибор для измерения длин. Измерительный прибор 1 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался проверяемой поверхности 2 и был перпендикулярен оси в плоскости измерения. Рабочий орган приводят во вращение со скоростью, позволяющего регистрировать показания измерительного прибора. Радиальное биение поверхности рабочего органа равно наибольшей алгебраической разности показаний измерительного прибора в плоскостях а и б | 15 мкм |
| 11 | Прямолинейность и параллельность траектории продольного перемещения суппорта относительно оси вращения шпинделя передней бабки в плоскостях: |
 L=200мм
L=200мм
| Средство измерения: Прибор для измерения длин, контрольная оправка Контрольную оправку 1 устанавливают вдоль оси, относительно которой проводят измерения, в центрах или на центрирующей поверхности неподвижной части станка. Измерительный прибор 2 устанавливают на подвижном рабочем органе 3 так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей в плоскости измерения. Рабочий орган перемещают на заданную длину l. | Плоскость: а) 10 мкм б) 15 мкм |
| 12 | Прямолинейность и параллельность траектории перемещения верхних салазок суппорта относительно оси вращения шпинделя передней бабки в вертикальной плоскости |
 L=200мм
L=200мм
| Средство измерения: Прибор для измерения длин, контрольная оправка Контрольную оправку 1 устанавливают вдоль оси, относительно которой проводят измерения, в центрах или на центрирующей поверхности неподвижной части станка. Измерительный прибор 2 устанавливают на подвижном рабочем органе 3 так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей в плоскости измерения. Рабочий орган перемещают на заданную длину l. | |
| 13 | Параллельность оси наружной поверхности пиноли направлению перемещения суппорта в плоскостях: |
 L=200мм
L=200мм
| Средство измерения: Прибор для измерения длин, контрольная оправка Контрольную оправку 1 устанавливают вдоль оси, относительно которой проводят измерения, в центрах или на центрирующей поверхности неподвижной части станка. Измерительный прибор 2 устанавливают на подвижном рабочем органе 3 так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей в плоскости измерения. Рабочий орган перемещают на заданную длину l. | Плоскость: а) 15 мкм б) 20 мкм |
| 14 | Параллельность оси конического отверстия пиноли задней бабки направлению продольного перемещения суппорта в плоскостях: |
| Средство измерения: Прибор для измерения длин, контрольная оправка Контрольную оправку 1 устанавливают вдоль оси, относительно которой проводят измерения, в центрах или на центрирующей поверхности неподвижной части станка. Измерительный прибор 2 устанавливают на подвижном рабочем органе 3 так, чтобы его измерительный наконечник касался образующей оправки и был перпендикулярен ей в плоскости измерения. Рабочий орган перемещают на заданную длину l. | Плоскость: а) 12 мкм б) 12 мкм |
| 15 | Перпендикулярность траектории перемещения поперечных салазок суппорта к оси вращения шпинделя передней бабки |

| Средство измерения: Регулируемая линейка, прибор для измерения длин. Регулируемую линейку 1 устанавливают на шпинделе 2 неподвижной части станка, а измерительный прибор 3 на подвижном рабочем органе 4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки. Линейку поворачивают вокруг оси на 180º и ее положение регулируют таким образом, чтобы показания измерительного прибора при поочередном подводе к его наконечнику концов линейки были одинаковыми. Рабочий орган перемещают на заданную длину l. | 12 мкм |
| 16 | Точность кинематической цепи шпинделя – ходовой винт |

| Контрольную пару винт-гайка (Рисунок –17а) или контрольный винт (Рисунок –17б) с шагом, возможно близким к шагу ходового винта устанавливают в центрах передней и задней бабок. Измерительный прибор устанавливают на суппорте так, чтобы измерительный наконечник упирался в торец контрольной гайки или касался одной из боковых сторон контрольного винта. Станок настраивается на нарезание резьбы с шагом, равным шагу контрольной пары (винта), и приводится в действие. Отклонение равно наибольшей разности показаний измерительного прибора на длине измерения. | |
| 17 | Осевое биение ходового винта |

| Средство измерения: Короткая оправка с закрепленным на ее конце шариком, центр которого должен лежать на оси оправки, или короткая оправка с плоским торцом, перпендикулярным её оси, или шарик, промежуточная пластинка с зажимом, прибор для измерения длин. В отверстие проверяемого рабочего органа 2 устанавливают: контрольную оправку с шариком 1 (черт. 54а, 54б); Измерительный прибор 3 устанавливают на неподвижной части станка соосно с проверяемым рабочим органом так, чтобы его: измерительный наконечник касался промежуточной пластины 4 (черт. 54а); плоский измерительный наконечник касался шарика оправки (черт. 54б); | 15 мкм |
|
из
5.00
|
Обсуждение в статье: Испытание станков на точность. Требования к образцу-изделию. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |
Популярное:
Почему люди поддаются рекламе?: Только не надо искать ответы в качестве или количестве рекламы...
Как выбрать специалиста по управлению гостиницей: Понятно, что управление гостиницей невозможно без специальных знаний. Соответственно, важна квалификация...
Почему двоичная система счисления так распространена?: Каждая цифра должна быть как-то представлена на физическом носителе...

©2015-2024 megaobuchalka.ru Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. (316)
Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы