 |
Главная |


Оборудование и материалы
|
из
5.00
|
1.Стальные образцы (пластины 300х300мм), углекислый газ, сварочная проволока диаметром 0,8 и 1,2 мм.
2.Полуавтомат ПДГ-507 УЗ, выпрямитель ВСЖ-303.
3.Защитный щиток, стальная щетка, молоток, зубило, стальная линейка, штангенциркуль.
4.Секундомер, весы, амперметр, вольтметр, расходомер газа.
Порядок выполнения работы
1. Ознакомиться с устройством и принципом работы полуавтомата ПДГ-507 УЗ с выпрямителем ВСЖ-303 и со всем постом для сварки.
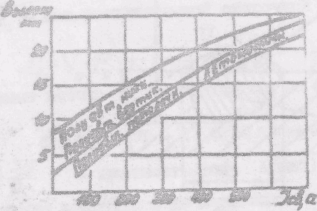
Рис.10. Графики для расчёта рационального вылета электрода.
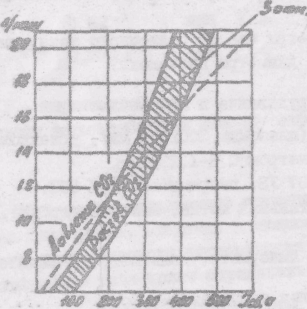
Рис.11. График для расчёта расхода СО2.
2. Для заданного преподавателем пространственного положения
сварного шва, диметра проволоки  и глубины провара Н выбрать сварочный ток
и глубины провара Н выбрать сварочный ток  как указано выше. Если глубина провара преподавателем не задана, то для случая наплавки на пластину она приближенно может быть принята равной 0,3-0,4 толщины образца
как указано выше. Если глубина провара преподавателем не задана, то для случая наплавки на пластину она приближенно может быть принята равной 0,3-0,4 толщины образца
3. Рассчитать оптимальную скорость сварки  и напряжение дуги по формулам (3.2) и (3.3).
и напряжение дуги по формулам (3.2) и (3.3).
4. Рассчитать по формулам (3.5)  и определить
и определить  по формуле (3.4). Значения высоты усиления h принять равными 2-4 мм, а ширину валика В принять равной 8-10 мм.
по формуле (3.4). Значения высоты усиления h принять равными 2-4 мм, а ширину валика В принять равной 8-10 мм.
5. Из табл. 11 определить  и рассчитать
и рассчитать  по формуле (3.7).
по формуле (3.7).
6. Определить  по формуле (3.8),
по формуле (3.8),  по формуле (8.9) а
по формуле (8.9) а  по формуле (3.10).
по формуле (3.10).
7. Выбрать вылет электрода и расход углекислого газа согласно рис. 10 и 11.
8. Занести полученные расчетные данные по параметрам наплавки и режимам сварки в нижеприведенную табл. 10 отчета (протокола испытаний).
9. Выполнить лабораторный эксперимент и произвести оценку его результатов, как показано в п. 10-16.
10. Установить на пульте управления рассчитанные значения скорости подачи проволоки и отрегулировать редуктор на найденный расход газа.
11. Включить источник питания и на дополнительном образце настроить полуавтомат по показаниям амперметра на необходимый режим, возбуждая дугу касанием электрода о деталь.
12. Взвесить экспериментальный образец и произвести последовательно три наплавки согласно следующей схеме:
первая наплавка - базовый режим 
 ;
;
вторая наплавка – I св2 = I св1 - 30а; V св2 ˃ V св1 ; V э2 ;
третья наплавка - I св3 = I св2 – 30а; V св3 ˃ V св2 ; V э3 ;
13. Результаты взвешивания и замеров параметров режимов сварки и наплавки занести в протокол.
14. Рассчитать на основе результатов взвешивания и замеров параметров наплавки х режимов сварки
 ,
,  ,
,  , ,
, ,  ,
,  ,
,  ,
,  , .
, .
15. Определить  из формулы (3.9) по полученному на основе экспериментов значению
из формулы (3.9) по полученному на основе экспериментов значению  .
.
Построить графики , , ,  , .
, .
в функции от Iсв и проанализировать результаты. Сделать выводы о степени влияния отклонений режимов сварки от номинальных на характеристики сварки и параметры наплавки.
Отчет
По лабораторной работе «Изучение полуавтоматической
|
из
5.00
|
Обсуждение в статье: Оборудование и материалы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы