 |
Главная |


Оборудование и материала
|
из
5.00
|
1. Сварочные установки для гравитационной сварки типа "Огонек-ЗП" и "Огонек-3Л".
2. Источник питания ВДМ – 631 УЗ с балластным реостатом.
3. Стальная пластина 300x180x8 мм с прихваченным ребром
(300x100x8 мм) - 2 шт.
4. Защитный щиток, стальная щетка, молоток, зубило, стальная линейка, приспособление для замера катета шва.
5. Электроды марки ОЗС-17Н длиной 700 мм ( при их наличии в лаборатории).; электрод для РДС типа УОНИ 13/45 А, диаметром 5 мм.
6. Секундомер.
7. Весы.
Порядок выполнения работа
1. Ознакомиться с принципом работы установки типа "Огонек-3 для гравитационной сварки.
2. Вставить предварительно взвешенный электрод в электрододержатель и в таком положении передвигать сварочное устройство. Закрепить предварительно взвешенный образец к столу.
3. Найти такое положение опор основания, при котором нижний конец направляющей, заканчивающийся опорной планкой, упирался бы в вертикальную стенку таврового соединения, а конец электрода - в свариваемый угол на линии сварки.
4. Определить режим сварки в зависимости от толщины и материала образцов, диаметра электрода, руководствуясь при этой рекомендациями табл. 11.
5. Произвести сварку, предварительно собранного на электро- прихватках таврового соединения, замерить режимы сварки, время сварки и длину сварного шва, а так же другие параметры сварного шва (катет, высота рабочего сечения). Взвесить сваренный образец и остаток электрода. Результаты испытаний занести в протокол (табл. 12).
Таблица 11
| Вид сварки | Вид соединения | Толщина свариваемого металла,мм | Диаметр электрода,мм | ССила тока,а | Напряжение холостого хода источника,В |
| Гравита-ционная | Угловые и тавровые | 4-6 7-8 9-14 9-14 15 и более | 5,0 5,0 5,0 6,0 6,0 | 2200-220 2200-220 2200-220 2260-280 | 60-75 |
Таблица 12
| Способ сварки | Начальный вес образца, г | Вес элект-родов после сварки, г | Время сварки, сек | Режим сварки | Вес образца после сварки, г.
| |
| ТТок, А | ННапря-жение, В | |||||
| .гравита-ционная РДС | ||||||
1.Заключение о производительности гравитационной сварки
2.Общие выводы
.
6.Закрепить на сварочном стенде такой же собранный и предварительно взвешенный образец, взвесив электрод для ручной сварки. Заварить угловой шов ручной дуговой сваркой на тех режимах, на каких выполнена гравитационная сварка. Выполнить операции, предусмотренные п. 5.
7. Сделать заключение о производительности гравитационной сварки по сравнения с ручной дуговой сваркой.
Отчет
О лабораторной работе «Исследование скоростных высокопроизводительных способов сварки штучными электродами»
1.Схема установки для гравитационной, сварки.
2. Результаты испытаний (табл.12).
Лабораторная работа №5
Изучение ручной дуговой сварки
Цель работы: изучить технологический процесс ручной электродуговой сварки (РДС).
Задание
1. Изучить сущность способа ручной дуговой сварки, по ГОСТам и ОСТам ознакомиться с типами сварных соединений, формой разделки кромок, изучить типы и марки электродов для сварки.
2. По заданной толщине и марке образца подобрать режим сварки, рассчитать коэффициент наплавки, определить производительность сварки.
6.Получить опытные данные.
7.Составить отчет о работе.
Основные сведения
Ручная дуговая сварка (РДС) - способ соединения деталей посредством сварного шва, образующегося из расплавленного электродного и основного (свариваемого) металлов. Расплавление электрода и кромок деталей в процессе сварки происходит за счёт тепла, выделяемого электрической сварочной дугой.
Для питания сварочной дуги применяют источники переменного и постоянного тока. Пост для РДС состоит из источника питания, сварочных кабелей, держателя электродов (рис. 13). На рис. 14 представлена схема процесса горения электрода при РДС.
Силу сварочного тока выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения, толщину и химический состав свариваемого металла. Для подбора силы сварочного тока используют зависимость:
I св = К · d э , (6.1)
где  - коэффициент, значение которого равны 40-60; наибольшее его значение при сварке в нижнем положении, наименьшее - при сварке в потолочном и вертикальном положениях;
- коэффициент, значение которого равны 40-60; наибольшее его значение при сварке в нижнем положении, наименьшее - при сварке в потолочном и вертикальном положениях;
 -диаметр электродного стержня, мм.
-диаметр электродного стержня, мм.
Если толщина металла менее 1,5 при сварке в нижнем положении, то I св уменьшают на 10-15 % по сравнению с расчётным значением.
Если толщина металла более 3 , то I св увеличивают на 10-15 % по сравнению с расчетным значением.
При сварке вертикальных швов I св уменьшают на 10-15 %, при сварке потолочных швов сварочный ток уменьшают на 15-20 % по сравнению с силой тока для сварки в нижнем положении.
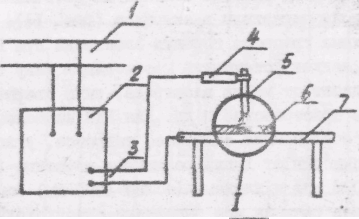
Рис.13. Схема сварочного поста для ручной дуговой сварки.
I - сеть переменного тока; 2 - источник питания; 3 - сварочные кабели; 4 - держатель; 5 - электрод; 6 - свариваемая деталь; 7 - стол.
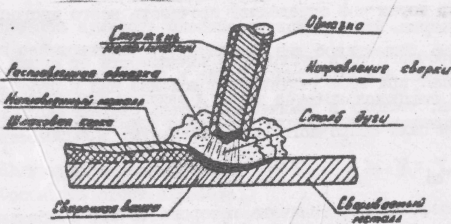
Рис. 14. Схема образования сварного шва при ручной дуговой сварке.
В табл. 13 представлены зависимости силы сварочного тока от диаметра электрода при РДС.
Таблица 13
| Диаметр электрода, мм | 2 | 3 | 4 | 5 | 6 |
| Сила сварочного тока, а | 60-70 | 100-140 | 160-200 | 220-280 | 280-360 |
Следует также заметить, что при выполнении сварки качественными электродами, силу тока следует устанавливать в соответствии с данными, указанными в паспортах или сертификатах на эти электроды. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, типа сварного соединения, положения шва в пространстве, размеров детали и т.д.
Основными величинами, характеризующими процесс сварки и наплавки, является коэффициент расплавления  и коэффициент наплавки
и коэффициент наплавки  , коэффициент потерь
, коэффициент потерь  . От их величин в значительной степени зависит производительность сварки. Коэффициент наплавки
. От их величин в значительной степени зависит производительность сварки. Коэффициент наплавки  характеризует производительность процесса сварки и наплавки. Производительность сварки
характеризует производительность процесса сварки и наплавки. Производительность сварки  определяется по формуле:
определяется по формуле:
 , г/ч. (6.2)
, г/ч. (6.2)
Таким образом, подводя итог, можно констатировать, что на производительность процесса РДС влияют следующие факторы: сварочный ток, коэффициент расплавления  , коэффициент наплавки
, коэффициент наплавки  , который обычно меньше , так как не весь расплавленный электродный металл переходит в сварочный шов - часть его выгорает, часть разбрызгивается. Исследования показали, что коэффициенты
, который обычно меньше , так как не весь расплавленный электродный металл переходит в сварочный шов - часть его выгорает, часть разбрызгивается. Исследования показали, что коэффициенты  и
и  будут иметь разную величину (при прочих равных условиях) при сварке электродами разных марок. Этот вывод предстоит подтвердить в данной лабораторной работе.
будут иметь разную величину (при прочих равных условиях) при сварке электродами разных марок. Этот вывод предстоит подтвердить в данной лабораторной работе.
Контрольные вопросы
1. Назовите область применения РДС.
2. Назовите основные преимущества и недостатки РДС по сравнению с другими способами сварки.
3. От каких факторов зависит производительность РДС?
4. В каких случаях коэффициент наплавки может оказаться больше коэффициента плавления?
|
из
5.00
|
Обсуждение в статье: Оборудование и материала |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы