 |
Главная |


Л АБОРАТОРНАЯ РАБОТА № 1
|
из
5.00
|
Федеральное государственное образовательное учреждение высшего профессионального образования
«КАЛИНИНГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Морозов В.Н., Загацкий В.Р.
Сварочные процессы
Методические указания по выполнению лабораторных работ по дисциплине для студентов высших учебных заведений по направлению подготовки 180100 «Кораблестроение, океанотехника и системотехника объектов морской инфраструктуры»
Калининград
Издательство ФГОУ ВПО «КГТУ»
2011
УДК 623.417.621.791
УТВЕРЖДЕНО
Ректором ФГУО ВПО
«Калининградский государственный
технический университет»
Авторы: Морозов В.Н., к.т.н., доцент кафедры кораблестроения, Загацкий В.Р., к.т.н., доцент этой же кафедры, ФГУО ВПО «Калининградский государственный технический университет».
Рецензент – кафедра кораблестроения Калининградского государственного технического университета.
Методические указания рассмотрены и одобрены на заседании кафедры кораблестроения ФГОУ ВПО «КГТУ» «14» сентября 2011 г., протокол №1.
Морозов В.Н., Загацкий В.Р. Методические указания по выполнению лабораторных работ по сварочным процессам.
В.Н.Морозов, В.Р.Загацкий ; рец. Кафедра «Кораблестроения»; Калининградский государственный технический университет, - Калининград: Издательство «КГТУ», 2011 - 75 с. Рис.20 , табл.22 – Библиограф.: С 7. 30 экз.
ISBN НЕ присвоен. Внутреннее издание Калининградского государственного технического университета.
Издание предназначено для студентов, обучающихся в рамках государственного образовательного стандарта по направлению подготовки 180100 «Кораблестроение, океанотехника и системотехника объектов морской инфраструктуры»
© ФГОУ ВПО «Калининградский государственный технический университет», 2011 г
.ОБЩИЕ ОРГАНИЗАЦИОННО-МЕТОДИЧЕСКИЕ УКАЗАНИЯ
Методические указания (МУ) к лабораторным работам разработаны в соответствии с программой дисциплины «Сварочные процессы», по направлению подготовки 180100 «Кораблестроение, океанотехника и системотехника объектов морской инфраструктуры»».
Главная задача лабораторных занятий – лучшее усвоение и закрепление теоретических знаний, полученных в лекционном курсе, а также получение компетенции в области сварки и необходимых навыков для ведения научно-исследовательских работ.
МУ включают 10 лабораторных работ, охватывающих весь курс дисциплины «Сварочные процессы». В описании каждой работы, рассчитанной на двух-четырёх часовое занятие, сформулирована цель работы, коротко изложен теоретический материал, сведения об оборудовании и материалах, дан порядок выполнения работы, содержание отчёта по ней и изложены контрольные вопросы.
Каждая работа выполняется бригадой из двух-трёх человек в соответствии с графиком. После выполнения работы студенты обрабатывают полученные данные, выполняют расчёты и оформляют отчёт. На следующем занятии отчёт должен быть защищён преподавателю.
Перед выполнением лабораторных работ все студенты должны пройти инструктаж по технике безопасности и расписаться в специальном журнале.
Л АБОРАТОРНАЯ РАБОТА № 1
КОНТРОЛЬ КАЧЕСТВА СВАРКИ СОЕДИНЕНИЙ ВНЕШНИМ ОСМОТРОМ И ИЗМЕРЕНИЯМИ.
Цель работы. Ознакомление с методикой контроля сборки деталей и качества сварки.
Задание
1. Изучить нормативы на отклонения размеров сварных швов.
2. Освоить работу с мерительными инструментами для выполнения
контрольных операций.
3. Составить отчет по работе.
Основные сведения
Внешний осмотр и обмеры сварных швов являются первыми контрольными операциями по приемке готовой сварной секции или узла. Этомy способу контроля подвергаются заготовки деталей, сборка их под сварку и готовые швы после сварки.
Внешний осмотр деталей, собираемых под сварку, производится с целью проверки:
правильности формы деталей и свариваемых кромок; качества обработки свариваемых кромок и поверхностей, прилегающих к ним;
чистоты свариваемых кромок и поверхностей, прилегающих к ним (отсутствие на них загрязнений, ржавчины, красок, масел, оксидной пленки, а также пассивирующих покрытий).
Внешний осмотр соединений, собранных под сварку производится с целью проверки:
правильности формы расположения свариваемых кромок в конструкции;
качества подрубки (строжки) корня шва, правильности расположения и количества прихваток, гребёнок;
качества обработки и чистоты свариваемых кромок поверхностей, прилегающих к ним (отсутствие на них загрязнений, ржавчины, краски, масла, оксидной пленки).
Внешний осмотр сварных соединений производится как для проверки качества зачистки свариваемых поверхностей соединений перед наложением валиков, так и для проверки качества зачистки законченных швов и около-шовной зоны от брызг, шлака, окалины.
Внешний осмотр сварных соединений проводится также для обнаружения и выявления следующих дефектов:
ü трещин в шве и около-шовной зоне;
ü прожогов;
ü не заваренных кратеров;
ü протеков и наплывов металла;
ü не заполнения разделки металлом;
ü смещений и сужений шва;
ü шлаковых, металлических (вольфрамовых), оксидных и флюсовых включений на поверхности шва;
ü свищей, пор, раковин;
ü подрезов, бугристости и чешуйчатости;
ü не плавности перехода шва к основному металлу;
ü несоответствия формы шва.
Наиболее часто встречающиеся дефекты, которые можно обнаружить внешним осмотром, и причины их появления достаточно подробно представлены в литературе [ 5,7].
Внешний осмотр деталей, собранных под сварку, и сварных соединений должен производиться по всей протяженности свариваемых кромок, прилегающих к ним поверхностей и сварного соединения.
Перед внешним осмотром поверхность шва и прилегающие к нему поверхности должны быть очищены от брызг металла, шлака, копоти и других загрязнений. Зачистка может производиться наждачным кругом, бор-фрезой, зубилом, проволочными щетками. При необходимости загрязненные места протирают ветошью. Места зачистки и размеры зачищаемой поверхности стыкуемых соединений назначаются согласно ГОСТ [1,3,4].
Внешний осмотр деталей, собранных под сварку соединений, и сварных швов производится визуально. В особых случаях трещины, подрезы, свищи, пятна от коротких замыканий и поры выявляются с применением оптических приборов не более, чем с десятикратным увеличением.
В сомнительных случаях трещины и их протяженность можно определить одним из следующих способов:
- шлифовкой контролируемого участка наждачной бумагой с последующим травлением зашлифованной поверхности травителем, применяем для выявления макроструктуры этого сварного соединения - цветным или люминисцентным методом;
- магнитной дефектоскопией или токовихревым методами.
Контроль формы и размеров готовых швов выполняется при помощи обмеров. Для этой цели применяются измерительные инструменты или специальные шаблоны.
Определение ширины стыкового шва может производиться при помощи штангенциркуля, а контроль шага прерывистого шва – при помощи обычной металлической линейки или складного метра.
Примеры применения контрольно-измерительного инст- румента и шаблонов для контроля измерением приведены на Рис. 1-6.
Рис1 Угломер для контроля кромок деталей
а – угломер; б – измерение величины притупления кромки;
в – измерение глубины разделки; г – измерение скоса кромки.
Рис.2 Набор шаблонов для контроля разделки кромок.
а – набор шаблонов; б – проверка угла разделки, величины притупления и зазора в стыковом соединении.
Размеры a, b и c выбираются соответственно размерам и допускам, установленным, для контролируемых соединений.
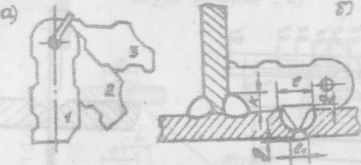
Рис .3 Набор шаблонов для контроля размеров шва.
а - набор шаблонов; б - проверка размеров швов  ,
,  ,
,  ,
,  . Размеры ,
. Размеры ,  .
.  и
и  выбираются соответственно размерам и допускам, установленным для контролируемых соединений.
выбираются соответственно размерам и допускам, установленным для контролируемых соединений.
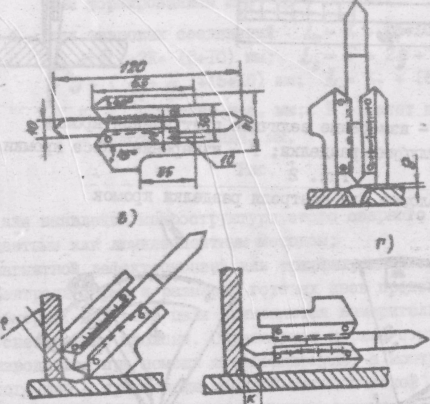
Рис.4 Измеритель для контроля высоты усиления и катета шва.
а - измеритель; б - измерение высоты усиления шва стыкового соединения; в - измерение высоты шва таврового соединения; г - измерение катета шва таврового соединения.
|
|
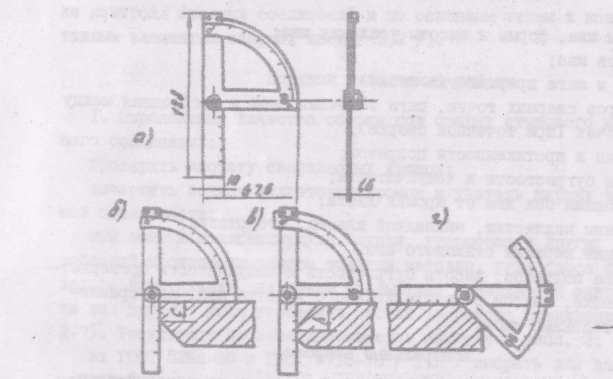
Рис.5. Щупы для измерения зазора при сборке под сварку.
а – ступенчатый б — клиновидный,
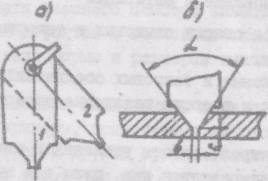
Рис. 6. Угломер для измерения угла разделки стыкуемых кромок под сварку.
Измерение сварных швов и соединений производится для проверки:
ширины шва, формы и высоты усиления шва;
катетов шва;
длины и шага прерывистых швов;
размеров сварных точек, шага точечных швов и расстояния между рядами точек (при точечной сварке);
глубины и протяженности подрезов;
высоты бугристости и чешуйчатости;
расстояния оси шва от кромки листа;
смещения вершины стыкового шва.
Глубина подрезов, высота бугристости и «чещуйчатости» проверяется на слепке, снятом с контролируемого участка шва, или сравнением с эталонами швов.
Контрольные вопросы:
1. В чем сущность контроля качества сварных соединений внешним осмотром и измерением?
2.Какие приспособления и измерительные инструменты используются при контроле измерением?
3.Какие дефекты могут быть выявлены внешним осмотром, а какие путем обмер сварных швов?
4.Назовите способы очистки стыкуемых поверхностей под сварку и районы зачистки.
|
из
5.00
|
Обсуждение в статье: Л АБОРАТОРНАЯ РАБОТА № 1 |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы