 |
Главная |


Обработка конических поверхностей при помощи копировальной (конусной) линейки
|
из
5.00
|
При изготовлении больших партий деталей конические поверхности целесообразно обрабатывать при помощи копировальной (конусной) линейки (рис. 23).
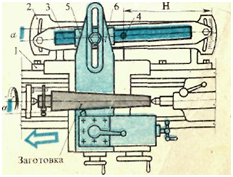
Рис. 23. Обработка конических поверхностей при помощи копировальной (конусной) линейки
1 — кронштейн,
2 — плита,
3 — конусная линейка,
4 — палец,
5 — сухарь,
б — тяга
Конусная линейка 3 расположена на плите 2 сзади станка и может поворачиваться на некоторый угол з, который отсчитывают по угловой шкале. Поперечные салазки суппорта станка отсоединяют от своего винта и тягой 6 с сухарем 5 присоединяют к конусной линейке 3.
При продольной подаче поперечные салазки суппорта под действием линейки смещаются в поперечном направлении. В результате резец движется под углом к оси заготовки и обрабатывает коническую поверхность с углом α.
Способ обеспечивает высокопроизводительную и точную обработку наружных и внутренних конусов с углом уклона до α=10-120.
Обработка фасонных поверхностей по копиру
Копировальную (конусную) линейку применяют и для обработки фасонных поверхностей. Для этого вместо поворотной линейки на плиту приспособления закрепляют копир с фасонным пазом. В этом пазу находится ролик, связанный с тягой суппорта. Как при обработке конусов, гайку поперечного суппорта отсоединяют от винта. При продольной подаче каретки поперечная подача суппорта будет подчинена движению ролика по пазу копира и резец будет воспроизводить на заготовке профиль установленного на линейке копира (рис. 24) .
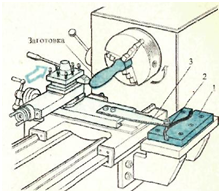
Рис. 24. Обработка фасонных поверхностей по копиру
Контроль фасонных поверхностей осуществляют шаблонами. Контур измерительной поверхности шаблона соответствует контролируемому профилю. Шаблон прикладывают к детали так, чтобы его плоскость совпадала с диаметральной плоскостью детали, и ведут контроль «на просвет» (рис. 25а).
Если фасонная поверхность имеет вогнутый и выпуклый участки (рис. 25б), то в процессе обработки эти участки контролируют самостоятельными шаблонами Ш1 иШ2, а общий контроль осуществляют комплексным шаблоном Ш3. Сами шаблоны контролируют контр-шаблонами КШ.
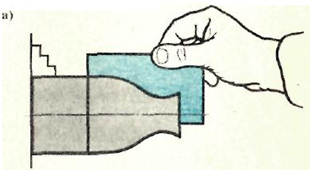
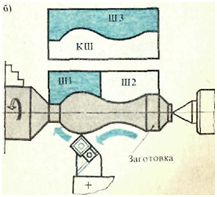
Рис. 25. Контроль фасонных поверхностей
Адаптивные системы
Метод механической обработки с адаптивным управлением (АУ) был разработан в результате исследований, проведенных в начале 1960-х годов под эгидой ВВС США в научно-исследовательской лаборатории компании Bendix. Первые системы АУ базировались на аналоговых управляющих устройствах, что соответствовало состоянию технологии того времени. Современные системы адаптивного управления используют микропроцессоры и обычно составляют единое целое с существующими системами МЧПУ.
Термин адаптивное управление в случае операций обработки деталей на станках относится к такой системе, в которой производится измерение определенных выходных переменных процесса, с тем, чтобы результаты этих измерений использовать для управления скоростями резания и (или) подачи. В системах механической обработки с адаптивным управлением использовались, например, такие переменные, как биения шпинделя, сила, момент, температура резания, амплитуда вибраций, затрачиваемая мощность и др. Иными словами, почти все параметры процесса резания металла, которые поддаются измерению, пытались использовать в экспериментальных системах АУ.
|
из
5.00
|
Обсуждение в статье: Обработка конических поверхностей при помощи копировальной (конусной) линейки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы