 |
Главная |


В состав КИМ входят: механическая часть с приводами координатных перемещений, системы ощупывания, измерения, обработки результатов.
|
из
5.00
|
Рассмотрим структурную схему КИМ (рис. 29), состоящую из измерительного стола, который может программно перемещаться по трём координатам X, Y, Z. На столе устанавливается контролируемое изделие.
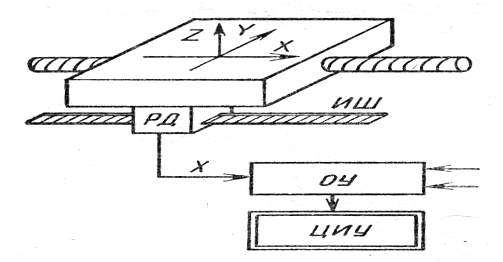
Рис. 29. Структурная схема КИМ
РД – размерный датчик, который ведёт отсчёт перемещения посредством оптической измерительной шкалы ИШ с нанесёнными штрихами (в соответствие с дискретностью измерения).
ОУ – операционное устройство с помощью ЗУ может сравнивать заданное значение с измеренным и вычислять отклонение.
ЦИУ – цифровое индицирующее устройство.
При соприкосновении с деталью, измерительная головка, останавливает машину и сообщает координаты. Затем щуп отводится от детали и на большой скорости перемещается к следующей точке (рис.30). Все точки фиксируются компьютером и затем можно повторить все эти действия. Напоминает процесс обучения, только результат гарантирован. Как и на большинстве станков, программирование контрольно-измерительной машины, производится или в ручном или в автоматическом режиме. В ручном режиме – оператор джойстиком подводит на большой скорости щуп к детали, останавливает его, отмечает точку, и направляет щуп к детали на малой скорости.
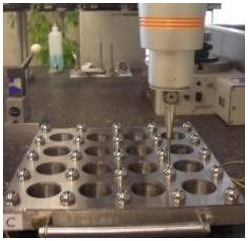
Рис.30. Автоматический контроль щупом измерительной машины
Перед измерением обязательно производится тарировка щупов. Устанавливается эталонный шарик (точность не известна) и каждый щуп проверяет на нем свои координаты. Теперь на столе любым щупом можно измерять все с точностью до десятой доли микрона.
Для контрольно-измерительной машины проблемы сложности измерения не существует. По специальной программе она замеряет нужное количество точек, вычисляет положение оси и относительное положение осей или плоскостей. При этом все нарисует и покажет .Одна из интереснейших возможностей контрольно-измерительных машин – сканирование поверхности.
Щуп непрерывно скользит по поверхности и постоянно выдает результаты измерений. Можно задать шаг измерений, от микрона до миллиметра. Просканировать можно любые поверхности любых деталей
– плоскости, отверстия, цилиндры, шестерни, лопатки, и пр.
Более того, если на плиту контрольно-измерительной машины установить поворотный стол и управлять им, то получим четвертую координату для измерений. Если сможем наклонять измерительный щуп относительно головки и вращать измерительную головку, то получим шестикоординатную контрольно-измерительную машину. На ней можно измерять ступенчатые отверстия, когда диаметр первого отверстия меньше следующего, а также сверхсложные шестерни, крыльчатки, винты, лопатки авиационных двигателей и все что угодно, с одной установки.
Если измеряется большая партия изделий, то не обязательно жестко привязывать их к столу. Достаточно задать ожидаемую точку контакта и контрольно-измерительная машина сама найдет ее, а дальше будет аккуратно работать по программе. Даже на большой скорости «въехав» в деталь, она останавливается, немного колышется на амортизаторах и продолжает работать. Добавив к контрольно-измерительной машине магазин со сменными щупами, устройство для смены щупов и лазерное измерительное устройство, получаем контрольно-измерительный центр. Такая сверхсложная конструкция необходима для работы в составе гибкой производственной системы.
Лазерная измерительная головкаимеет неоспоримое преимущество перед механической. Убирается огромное количество сложных и дорогих деталей: щупы, удлинители, держатели, сама механическая головка. Исчезает опасность повреждения при столкновении с деталью. Точность измерения определяется механической частью и длинной волны лазера, т.е. выше, чем на обычных контрольно-измерительных машинах. Маленькая масса лазерной головки позволяет значительно облегчить и упростить всю машину. Поэтому можно использовать конструкцию типа гибкой руки без снижения точности измерения. Такую контрольно-измерительную машину можно установить в любом удобном месте, даже непосредственно возле станка. Она больше напоминает руку робота и занимает немного места. Очень удобно проверять сложные детали с криволинейными поверхностями, причем сканирование поверхности проводится с большой скоростью и точностью. Основной недостаток – проверить можно только отверстия, в которые может поместиться измерительная головка. Небольшие отверстия уже не измеришь. Но и без этого область применения лазерных машин просто огромна.
Во многих отраслях, включая автомобильную и авиакосмическую промышленность, необходимо осуществлять точные трехмерные измерения крупногабаритных объектов. Все большую популярность приобретает способ измерений лазерными контрольно-измерительными машинами (рис. 31), впервые появившимися в конце 1980-х годов. Как следует из ее названия, контрольно-измерительная машина измеряет трехмерные координаты путем направления лазерного луча на отражательную цель, которая удерживается в контакте с интересующим объектом.

Рис 31. Лазерная контрольно-измерительная машина
Принцип работы лазерной контрольно-измерительной машины прост: она измеряет два угла и расстояние. Машина посылает лазерный луч на ретрорефлективную цель, удерживаемую на измеряемом объекте. Свет, отражающийся от цели, возвращается по пройденному пути и входит в машину в том же месте, откуда он вышел. Ретрорефлективные цели могут быть разными, но наиболее популярен сферически установленный ретрорефлектор (SMR). Когда свет возвращается в контрольно-измерительную машину, он частично поступает в дальномер, который измеряет расстояние от машины до SMR. Дальномер может быть двух типов: интерферометр или абсолютный дальномер (ADM).
Лазерная контрольно-измерительная машина содержит два кодирующих прибора углового положения. Эти приборы измеряют угловое расположение двух механических осей машины: по азимуту и по возвышению (зениту). Углов, измеренных кодирующими приборами, и расстояния, полученного дальномером, достаточно для точного определения центра SMR. Поскольку центр SMR всегда находится на фиксированном удалении от любой измеряемой плоскости, координаты плоскостей и точек, измеряемых с помощью SMR, легко вычисляются.
Измерение расстояний - важная функция лазерной контрольно-измерительной машины - может быть дифференциальным (пошаговым) и абсолютным. Дифференциальное измерение расстояний осуществляется с помощью интерферометра и гелиево-неонового лазера, стабилизированного по частоте. Лазерный свет разделяется на два луча. Один поступает напрямую в интерферометр. Другой луч выходит из контрольно-измерительной машины, отражается от сферически установленного ретрорефлектора (SMR) и на обратном пути входит в интерферометр. Внутри интерферометра два луча света интерферируют, и в результате происходит циклическое изменение при каждом перемещении SMR ближе или дальше от контрольно-измерительной машины на расстояние, равное четверти длины световой волны (~0,0158 микрон). Электронная схема выполняет подсчет циклических изменений (известный как «счет полос») для определения пройденного расстояния.
При типичной последовательности измерений оператор помещает SMR в исходное положение контрольно-измерительной машины и устанавливает интерферометр на известное (исходное) расстояние. Когда оператор передвигает SMR в нужное положение, лазер перемещается вместе с ним, оставаясь привязанным к центру SMR. Данный процесс работает до тех пор, пока на пути луча, идущего от контрольно-измерительной машины к SMR, не появляется препятствие. Если на пути луча появляется препятствие, то количество импульсов счета становится недействительным, и расстояние неизвестно. Когда это происходит, устройство слежения подает сигнал об ошибке. В этом случае оператор должен вернуть SMR в исходное положение, например, в исходное положение контрольно-измерительной машины.
Измерение абсолютных расстояний пользуется популярностью на протяжении долгого времени. Однако за последние десять лет системы ADM претерпели существенные изменения и стали сравнимы по точности с интерферометрами. Преимущества измерения с помощью ADM по сравнению с дифференциальным измерением расстояний состоит в том, что можно просто нацелить луч на цель и произвести съемку. Система ADM измеряет расстояние до цели автоматически, даже если перед этим луч был преломлен. В контрольно-измерительной машине с ADM инфракрасный свет из полупроводникового лазера отражается от SMR и возвращается к машине, где преобразуется в электрический сигнал. Электронная схема анализирует сигнал и определяет время его прохождения, а затем умножает полученное значение на скорость света в воздухе и определяет расстояние от машины до SMR.
Впервые абсолютные дальномеры появились в контрольно-измерительных устройствах в середине 1990-х годов. В то время блоки ADM поводили измерения слишком медленно, чтобы с их помощью можно было сканировать поверхности. По этой причине контрольно-измерительные устройства старых поколений включали в себя либо один интерферометр, либо интерферометр вместе с ADM. В настоящее время абсолютные дальномеры стали достаточно быстрыми, чтобы производить сканирование с высокой скоростью с ничтожными потерями точности. Таким образом, некоторые современные контрольно-измерительные машины включают в себя только ADM без интерферометра.
Другая функция контрольно-измерительной машины – это управление лучом и контроль луча. Один тип лазерных контрольно-измерительных машин выпускает лазерный луч непосредственно из вращающейся конструкции. Другой тип машин отражает лазерный луч от вращающегося зеркала. В обоих случаях машина направляет лазерный луч в нужном направлении путем вращения механических осей. Во многих областях применения контрольно-измерительная машина удерживает луч в центре быстро движущегося SMR. Она осуществляет это путем отделения и направления части возвращающегося лазерного луча на детектор положения (PSD). Если лазерный луч не попадает в центр SMR, то отделившаяся часть луча также попадает мимо центра PSD, подавая сигнал об ошибке. Сигнал контролирует вращение механических осей так, чтобы луч был всегда направлен в центр SMR.
Контрольно-измерительные машины собирают данные трехмерных координат, которые могут быть сопоставлены программным обеспечением с геометрическими фигурами, такими как точки, плоскости, сферы и цилиндры. Обычно данные отображаются в рамках локальной системы координат, связанной с характеристиками объекта. Например, плоская поверхность объекта может представлять собой двухмерную плоскость. Как вариант, локальная система координат может быть задана элементами, которые представляют собой точки или линии. Точки могут быть представлены технологическими отверстиями, в которые вставляются блоки целей или базирующие шарики.
Иногда нужно передвигать машину в другое место, чтобы измерить все характеристики объекта. Для удобства можно разместить три или более блоков SMR на объекте или рядом с ним. Машина измеряет координаты SMR в каждом блоке до и после его перемещения. Данные, полученные после перемещения, автоматически преобразуются в локальную систему координат с помощью программного обеспечения контрольно-измерительной машины.
Ряд дополнительных приборов позволяет расширить функции контрольно-измерительной машины. Дистанционное управление позволяет оператору производить измерения, не подходя каждый раз к компьютеру. Дополнительное оснащение для цели помогает ускорить сложные измерения. Дополнительное оборудование для датчика температуры воздуха позволяет вводить поправку на колебания температуры окружающей среды. Датчики температуры материала позволяют вводить поправку на тепловое расширение измеряемых объектов. Прибор для измерения угла наклона (уровень) измеряет положение машины по направлению силы тяжести.
FARO Laser Tracker является наиболее популярной лазерной контрольно-измерительной системой. На протяжении многих лет FARO занимает лидирующие позиции в технологии лазерных контрольно-измерительных приборов. В 2005 году лазерная контрольно-измерительная машина производства FARO стала первой и единственной настоящей контрольно-измерительной машиной с одним режимом ADM, представив технологию XtremeADM, которая добавляет высокоскоростные измерения к передовой технологии преломления луча («break-the-beam») компании FARO. Благодаря всему этому, система ADM является самой простой и самой многофункциональной из существующих систем и позволяет производить измерения и в стационарном, и в подвижном режиме, не используя при этом интерферометр. Если есть потребность в еще более высокой точности измерений, FARO предлагает лазерные контрольно-измерительные машины, которые работают в двух режимах (XtremeADM и Interferometer), что отличает их как самые точные и самые универсальные лазерные системы компании FARO.
Контрольно-измерительные машины применяются на всех стадиях производства: при исследовании крупных фрезерных станков и деталей, которые они производят, для изготовления и периодической проверки производственных инструментов, а также для решения многих других задач. Контрольно-измерительные машины осуществляют проверку точности фрезерных станков, которые произвольно двигаются, путем измерения положения SMR, прикрепленного к зажимному приспособлению. Детали, изготавливаемые фрезерным станком, также проверяются контрольно-измерительной машиной до или после производства.
Контрольно-измерительные машины находят новое производственное применение в непосредственном контроле механических приборов, таких как фрезерные станки. Контролируя движение этих приборов, контрольно-измерительная машина обеспечивает соответствие конечной изготовленной детали техническим спецификациям, тем самым ускоряя производственный процесс, сокращая брак и исключая излишнее тестирование. В числе непроизводственных применений контрольно-измерительных машин входит точное совмещение и производство крупномасштабных конструкций, таких как электрические турбогенераторы и ускорители частиц.
Контрольно-измерительная машина с ADM может выполнять измерения в режиме «направить и выполнить съемку» для определения относительного положения крупных комплектующих деталей, которые соединяются друг с другом. Это выполняется путем измерения положений множества малых целей ретрорефлектора, установленных на комплектующих деталях.
Точность и скорость лазерных контрольно-измерительных машин выделяет их из ряда других портативных приборов для измерения координат. Благодаря тому, что оператор может быстро осуществлять измерения при минимальной предварительной подготовке, контрольно-измерительные машины являются одними из наиболее многофункциональных устройств для измерения координат. Программное обеспечение машины анализирует полученные данные и представляет результат в удобной форме.
Контрольно-измерительные машины приобретают все большую популярность, особенно в области крупномасштабного производства, в которой они используются на всех стадиях производственного процесса.
|
из
5.00
|
Обсуждение в статье: В состав КИМ входят: механическая часть с приводами координатных перемещений, системы ощупывания, измерения, обработки результатов. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы