 |
Главная |


Оформление операционных карт
|
из
5.00
|
Учебно-методическое пособие по выполнению курсовой работы и технологической части выпускной квалификационной работы по учебным дисциплинам
« Техническая эксплуатация автомобилей »
«Технологические процессы технического обслуживания,
Ремонта и диагностики»
Уровень профессионального образования: бакалавриат
Направление подготовки: 23.03.03 Эксплуатация транспортно-технологических машин и комплексов
Профиль подготовки: Автомобили и автомобильное хозяйство
Квалификация выпускника: бакалавр
Форма обучения: очная, заочная
Тула 2017
Методические указания по выполнению технологической части ВКР разработаны к.т.н., доцентом кафедры Ю.В. Мягковым и обсуждены на заседании кафедры АиАХ,
протокол № ____ от "____"______________20___ г.
Зав. кафедрой_______________И.Е. Агуреев
Методические указания по выполнению технологической части ВКР пересмотрены и утверждены на заседании кафедры АиАХ,
протокол № ____ от "____"______________20___ г.
Зав. кафедрой _______________ И.Е. Агуреев
Содержание
Введение……………………………………………………………………………...4
1 Оформление основных надписей и операционных карт………………………..5
1.1 Основные надписи………………………………………………………….5
1.2 Оформление операционных карт………………………………………...10
1.3 Пример разработки операционной карты……………………………….25
1.3.1 Исходные данные………………………………………………….....25
1.3.2 Технологическая часть……………………………………………….25
1.3.2.1 Техническая характеристика автомобиля……………………...26
1.3.2.2 Техническая характеристика насоса охлаждающей жидкости.28
1.3.2.3 Перечень работ по ТР…………………………………………...31
1.3.2.4 Расчет объема работ по ТР ВАЗ-2109………………………….32
1.3.2.5 Распределение трудоемкости по видам работ…………………32
1.3.2.6 Определение числа производственных рабочих……………....33
1.3.3 Организационная часть………………………………………………34
1.3.3.1 Выбор и обоснование метода организации технологического процесса…………………………………………………………………..34
1.3.3.2 Подбор технологического оборудования……………………....36
1.3.3.3 Расчет площади участка………………………………………...37
1.3.3.4 Разработка операционной карты………………………………..37
2 Оформление карт эскизов и маршрутных карт………………………………...41
2.1 Оформление карты эскизов………………………………………………41
2.2 Оформление маршрутных карт…………………………………………..44
2.3 Особенности оформление карты эскизов для типовых и групповых технологических операций……………………………………………….......48
2.4 Оформление титульного листа…………………………………………...49
2.5 Порядок комплектования в альбомах карт…………………………...…51
2.6 Примеры оформления маршрутных карт………………………………..52
2.7 Примеры оформления карт эскизов……………………………………...56
3 Нормирование слесарно-сборочных работ……………………………………..60
Библиографический список литературы………………………………………….62
Введение
Оформление технологической документации должно выполняться по правилам, установленным комплексов стандартов ЕСТД (Единой системы технологической документации) и ЕСКД (Единой системы конструкторской документации).
В технологической части выпускной квалификационной работы (ВКР) студент должен разработать технологический процесс ТО-1 или ТО-2 грузового или легкового автомобиля в соответствии с заданием. Также студент разрабатывает технологический процесс ремонта одной из типовых неисправностей на том же автомобиле. В технологическом процессе ремонта должны быть выбраны прогрессивные оборудования и инструмент и рассчитаны временные нормативы.
Под разработкой технологического процесса подразумевают выполнение маршрутной карты (для ТО-1 или ТО-2), операционной карты (для ТР) и карты эскизов, которые затем объединяют в альбом с титульным листом.
Методические указания состоят из трех разделов. Первый раздел содержит правила оформления основных надписей и операционных карт, а также в нем приведен образец заполнения операционной карты. Второй раздел отражает требования к оформлению карт эскизов, маршрутных карт и титульного листа. Кроме того, этот раздел содержит образцы заполнения маршрутной карты и карты эскизов. Третий раздел включает в себя нормирование слесарно-сборочных работ.
На каждой из карт имеются основные надписи.
Оформление основных надписей и операционных карт
Основные надписи
Графы основных надписей операционных карт и карт эскизов заполняются в соответствии с рис. 1, 2 и табл. 1 [1].
Таблица 1
| № п/п | Содержание графы | Примеры заполнения | ||||||
| 1 | 2 | 3 | ||||||
| 1 | Наименование или обозначение организации-разработчика документов | ТулГУ | ||||||
| 2 | Обозначение детали (сборочной единицы) по конструкторскому документу | 24-240.2017 (взято из чертежа детали) | ||||||
| 3 | Для единичных процессов графа не заполняется | |||||||
| 4 | Обозначение документа.
В картах, не передаваемых другим предприятиям, код организации не указывается и обозначение документа состоит из кода характеристики документа и порядкового номера [2].
После кода характеристики документа ставят точку.
А. Код характеристики документа определяет следующие основные признаки:
а) вид документа;
б) вид технологического процесса (операции) по организации;
в) вид технологического процесса по методу выполнения.
XXXXX.
 Код характеристики документа назначают по табл. 2, 3 и 4, взятым из стандарта [3]. Первые две цифры кода характеристики документа присваиваются по табл. 2, третья цифра – по табл. 3, две последние цифры – по табл. 4.
Код характеристики документа назначают по табл. 2, 3 и 4, взятым из стандарта [3]. Первые две цифры кода характеристики документа присваиваются по табл. 2, третья цифра – по табл. 3, две последние цифры – по табл. 4.
|
60142.00003

20142.00008
50150.00001 – карта технологического процесса термической обработки |





| 1 | 2 | 3 | |
| Б. Порядковые регистрационные номера должны состоять из пяти цифр от 00001 до 99999. Номера присваиваются в пределах кода характеристики, т.е. отдельно нумеруются операционные карты обработки резанием, операционные карты сборки, карты эскизов и т.д. |
| ||
| 5 | Общая для всего технологического процесса единица нормирования. В проектах эта графа не заполняется |
| |
| 6 | Наименование детали (сборочной единицы) по конструкторскому документу | Колесо, вал вторичный, кулак поворотный, втулка и т.д. | |
| 7 | Номер цеха, в котором выполняется операция | При курсовом и дипломном проектировании эти графы не заполняются | |
| 8 | Номер участка | ||
| 9 | Номер рабочего места | ||
| 10 | Номер операции по маршрутной карте | 5 | |
| 11 | Характер работы, выполняемой лицами, подписывающими документ. В картах под словом «Разраб.» следует писать «Пров.» | Разраб. | Иванов |
| Пров. | Петров | ||
| Н. контр. | Петров | ||
| 12 | Фамилии лиц, подписавших документ, без инициалов имени и отчества. Консультант осуществляет проверку и нормоконтроль карт при выполнении курсовых проектов, а в отдельных случаях и при дипломном проектировании |
| |
| 13 | Подписи лиц, фамилий которые указаны в графе 10 |
| |
| 14 | Дата подписания документа | 12.10.2016 | |
| 15 | Графы предназначены для архивного учета документов и внесения в них изменений. В проектах не заполняется |
| |
| 16 | Дополнительная информация (в случае необходимости) по применяемости в изделии, вариантам исполнения и т.д. |
| |
| 17 | Номер изделия, с которого вводится данный документ. В проектах графа не заполняется. |
| |
| 18 | При составлении на технологический процесс комплекта документов (альбома карт) с |
| |
| 1 | 2 | 3 | |
| титульным листом на формах документов, входящих в комплект, необходимо указать обозначение комплекта | 01100.00001
| ||
| 19 | Общее количество листов документа | 2 | |
| 20 | Порядковый номер листа документа. Эта графа заполняется, если карта выполнена на двух или более листах | 1 | |
| 21 | Условное обозначение вида документа [4] | МК (маршрутная карта) ОК (операционная карта) КЭ (карта эскизов) | |
| 22 | Наименование документа или краткое наименование технологического метода формообразования, обработки, сборки и т.д. Графу допускается не заполнять |
| |

Таблица 2
| Код | Вид технологического документа |
| 01 | Комплект технологических документов |
| 02 | Комплект документов технологического процесса (операций) |
| 10 | Маршрутная карта |
| 20 | Карта эскизов |
| 25 | Технологическая инструкция |
| 50 | Карта технологического процесса |
| 55 | Карта типового (группового) технологического процесса |
| 57 | Карта типовой (групповой) операции |
| 60 | Операционная карта |
| 62 | Карта наладки |
| 75 | Технико-нормировочная карта |
Таблица 3
| Код | Вид технологического процесса (операции) по организации |
| 0 | Без указания* |
| 1 | Единичный процесс (операция) |
| 2 | Типовой процесс (операция) |
| 3 | Групповой процесс (операция) |
| * ‒ Код 0 «Без указания» проставляют при наличии в документе нескольких видов или при отсутствии необходимости обозначения конкретного вида | |
Таблица 4
| Код | Вид технологического процесса по методу выполнения |
| 00 | Без указания вида* |
| 01 | Общего назначения |
| 03 | Технический контроль |
| 04 | Перемещение |
| 06 | Испытание |
| 08 | Консервация и упаковывание |
| 10 | Литье |
| 21 | Обработка давлением |
| 41,42 | Обработка резанием** |
| 50 | Термическая обработка |
| 65 | Порошковая металлургия |
| 71 | Получение покрытия (металлического и неметаллического неорганического) |
| 73 | Получение лакокрасочных покрытий (органических) |
| 75 | Электрофизическая и электрохимическая обработка |
| 80 | Пайка |
| 85 | Электромонтаж |
| 88 | Сборка |
| 90 | Сварка |
| * ‒ Код 00 «Без указания вида» проставляют при наличии в документе нескольких видов или при отсутствии необходимости обозначения конкретного вида | |
| ** ‒ При выполнении проектов по заказу предприятий выбор кодов обработки резанием (41 или 42) осуществляется согласно стандарту заказчика, например, по ОСТ 3-14.501-82 | |
Оформление операционных карт
1.2.1. Операционная карта – документ, предназначенный для описания технологической операции с указанием переходов, данных о средствах технологического оснащения, режимах и трудовых затратах [4]. Карта применяется при разработке единичных технологических процессов.
1.2.2. Информация записывается построчно несколькими типами строк. Каждому типу строки в зависимости от вносимой информации (табл. 5) соответствует свой служебный символ, т.е. прописная буква А, Б, М, О, Р или Т, которые проставляются перед номером соответствующей строки, например М01, А12 и т.д.
Символ может не проставляться на последующих строках, несущих ту же информацию на данном листе документа.
Таблица 5
| Служебный символ | Информация, вносимая в графы, расположенные на строке |
| А | Номер, наименование операции, обозначение документов, применяемых при ее выполнении |
| Б | Наименование оборудования и информация по трудозатратам |
| М | Информация об основном материале, исходной заготовке и норме расхода |
| О | Содержание операции (перехода) |
| Р | Параметры обрабатываемой поверхности и технологический режим |
| Т | Технологическая оснастка, применяемая при выполнении операции |
1.2.3. Обозначение единиц величин указываются в заголовках или подзаголовках соответствующих граф, например, как показано в табл. 6.
Таблица 6
| Р | ПИ | D или B | L | t | i | Sa / Vs | n | V | |
| Р01 | мм | мм | мм | 
| мин-1 | м/мин |
В случае необходимости обозначения единиц величин можно указывать после числовых значений, например, в записях типа «Р=1000 Н».
1.2.4. Первый и последующие листы операционной карты заполняют соответственно по формам 3 (рис. 3) и 2а [8], руководствуясь табл. 7.
1.2.5. Данные по технологическому режиму указываются после сведений о технологической оснастке.
1. 2.6. Карты заполняются чертежным шрифтом. Высота букв и цифр не менее 2,5 мм.
1.2.7. Буквенные записи в каждой графе должны начинаться с заглавной буквы.

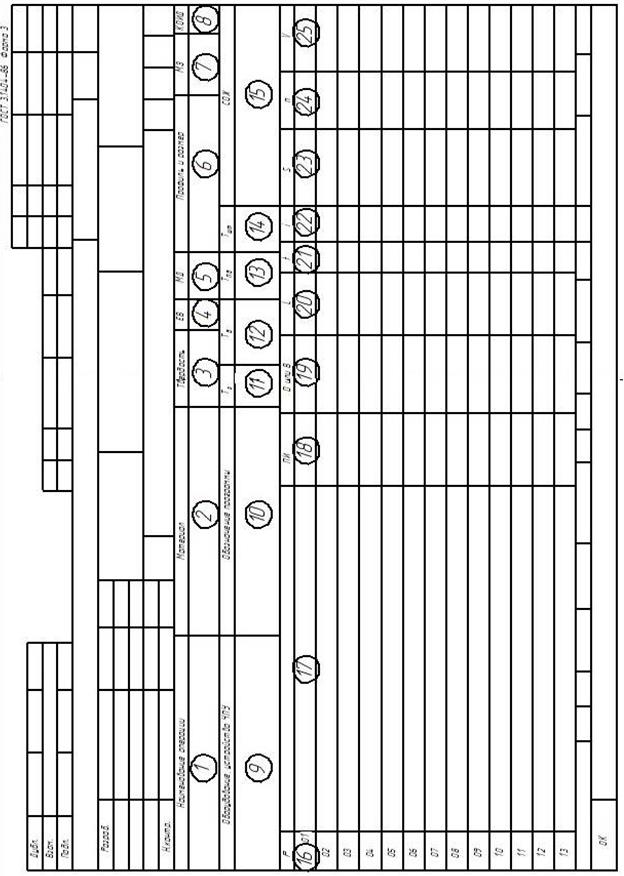
Таблица 7
| № п/п | Содержание графы | Пример | ||||||
| 1 | 2 | 3 | ||||||
| 1 | Наименование операции в форме прилагательного, производного от вида оборудования (за исключением операции «Галтовка»). Допускается использовать сокращенную форму записи, применяя наименование группы операций в соответствии с прил. 1 к стандарту [7] | Автоматно-литейная, агрегатная, зубодолбежная, зубозакругляющая, зубонакатная, зубообкатывающая, зубопритирочная, зубопротяжная, зубострогальная, зубофрезерная, зубошевинговальная, зубошлифовальная, шлиценакатная, шлицестрогальная, шлицефрезерная, комбинированная, виброабразивная, доводочная, опиловочная, полировальная, притирочная, суперфинешная, хонинговальная, отрезная, программная (для сверлильно-фрезерной обработки на обрабатывающем центре), расточная с ЧПУ, сверлильная с ЧПУ, токарная с ЧПУ, фрезерная с ЧПУ, шлифовальная с ЧПУ, протяжная, расточная, строгальная, токарная, фрезерная, резьбофрезерная, фрезерно-центровальная, шлифовальная | ||||||
| 2 | Наименование и марка материала детали | Сталь 45 ГОСТ 1050-2013 Сталь 40Х ГОСТ 4543-71 СЧ15 ГОСТ 1412-85 | ||||||
| 3 | Твердость материала заготовки, поступившей для обработки. Для отдельных операций эта твердость может отличаться от твердости детали, указанной на ее чертеже | 170…217 HB 38…46 HRC | ||||||
| 4 | Код единицы величины (ЕВ), например, массы заготовки. В проектах указываются единицы измерения величин | кг | ||||||
| 5 | Масса детали (МД) по конструкторскому документу в кг | 12,6 | ||||||
| 6 | Профиль и размеры заготовки на данной операции | Ø 50x150 250x100x10 | ||||||
| 7 | Масса заготовки (МЗ) на данной операции. Эта величина отличается от массы | 0,155 | ||||||
| 1 | 2 | 3 | ||||||
| исходной заготовки на величину массы припуска, удаленного на предшествующих операциях | ||||||||
| 8 | Количество заготовок, одновременно обрабатываемых на станке (КОИД). В графе 8 проставляется единица при последовательной обработке нескольких заготовок, закрепленных в одном приспособлении или нескольких приспособлениях, например, при фрезеровании плоскостей на одношпиндельном карусельно-фрезерном станке. При обработке на многошпиндельных полуавтоматах или агрегатных станках указывается число позиций, на которых одновременно производится обработка | 3 (при параллельной обработке 3 заготовок набором 3 дисковых фрез) 5 (при обработке на 6-шпиндель-ном полуавтомате с одной загрузочной позицией) 4 (при обработке на 6-шпиндель-ном полуавтомате с 2 загрузочными позициями) | ||||||
| 9 | Краткое наименование и модель оборудования (без слова «модель»). Для специального оборудования модель не указывается. Для станка с ЧПУ указывается также тип устройства ЧПУ. Информация об оборудовании и устройстве разделяется знаком «;». При недостатке места слово «станок» может быть опущено | Токарно-винторезный станок 1К62, плоскошлифовальный станок 3772В, 6-позиционный агрегатный станок с поворотным столом, 8-шпиндельный вертикальный токарный полуавтомат 1К282. Токарный станок 16К30Ф333; Устройство ЧПУ НЦ-31 | ||||||
| 10 | Обозначение программы для станка с ЧПУ. Студенты указывают порядковый номер управляющей программы (УП) в проекте. В проектах, выполняемых по заказу предприятия, используется система обозначений заказчика. Для станков без ЧПУ в графе делается прочерк | УП 3 | ||||||
| 11 | Норма основного времени (TО) | 0,2 | ||||||
| 12 | Норма вспомогательного времени (TВ) | 0,28 | ||||||
| 13 | Норма подготовительно- | |||||||
| 1 | 2 | 3 | ||||||
| заключительного времени на операцию (Тпз). Для массового производства принимают Тпз=0 и графу не заполняют | 17 | |||||||
| 14 | Норма штучного времени на операцию (Тшт) | |||||||
| 15 | Информация о смазочно-охлаждающем веществе (СОЖ) | Без охлаждения. Эмульсия. Сульфофрезол. Воздух | ||||||
| 16 | Служебный символ и порядковый номер строки (п. 1.2.2) | Т08 | ||||||
| 17 17 17 17 17 | Особые указания, например, обозначение инструкций по охране труда (ИОТ), содержание перехода, сведения о технологической оснастке. Номера ИОТ могут быть взяты из сборника [5] или табл. 8. При отсутствии в сборнике необходимой ИОТ ее номер не указывают. Для проектов, выполняемых по заказу предприятия, указывается обозначения ИОТ, принятое на заводе. Обозначение ИОТ указывается в отдельной строке. Содержание перехода и сведения об оснастке записываются по всей длине строки. При необходимости информация переносится на следующие строки. Переходы нумеруются арабскими цифрами натурального ряда. В содержание перехода должны быть включены: 1) ключевое слово, характеризующее метод обработки, выраженное глаголом в повелительной форме; 2) наименование обрабатываемой поверхности или предметов производства; 3) номер обрабатываемой поверхности; 4) информация о числе одинаковых обрабатываемых поверхностей и характере обработки (одновременно, по контуру, по программе, последовательно, предварительно и т.п.). Не следует дублировать информацию карты эскизов, указывая в содержании перехода размеры обрабатываемой поверхности и предельные отклонения. Вспомогательный переход установки обязательно описывается: а) если необходимо отразить особенности установки (наличие разработки, выверки, количество устанавливаемых заготовок и т.д.); б) если на карте эскизов отсутствуют обозначения опор и зажимов; в) если установка осуществляется на загрузочной позиции многопозиционного станка. Если операция включает несколько установок и позиций, то допускается сначала описать все позиции установа А (например, позиция 1, 3 и 5 при обработке на многошпиндельном токарном полуавтомате с двойной индексацией), затем все позиции установа Б и т.д. Переходы нумеруются последовательно в пределах всей операции. Между описаниями отдельных установов, позиций и комплексов переходов, выполняемых инструментами одного суппорта или одной головки, рекомендуется оставлять свободную строку, если это не приводит к увеличению числа листов карты. Если несколько поверхностей обрабатываются последовательно одним резцом по копиру, то допускается перечисление нескольких поверхностей в одной строке в тех случаях, когда построчная запись приводит к увеличению числа листов карты. Такое объединение целесообразно также, если последовательная обработка нескольких поверхностей осуществляется при одинаковых режимах на карусельно-фрезерных, плоскошлифовальных, продольно-фрезерных и т.п. станках без изменения подачи при прохождении промежутков между поверхностями. Используемые в случае необходимости сокращения должны соответствовать стандартам [6], [7] и общепринятым формам. В строках шириной 8,5 мм записи делаются в нижней части строки в один ряд. Они не должны сливаться с линиями. Сведения о технологической оснастке – последовательно приводимые коды и наименования приспособлений, вспомогательных и режущих инструментов, средств измерения. Разделение информации по каждому элементу оснастки выполняется знаком «;». Код специального приспособления совпадает с кодом характеристики спецификации приспособления, причем первые две цифры после буквы П указывают на порядковый номер приспособления в ряду других специальных приспособлений, используемых в проектируемом процессе. Наименование приспособлений начинается с существительного в именительном падеже. Наименование должно быть кратким. В наименование станочных приспособлений не следует включать сведения о выполняемой операции («Приспособление на операцию 15», «Приспособление для сверления 8 отверстий», «Приспособления для фрезерования паза»), а также слова «фрезерное», «гидравлическое», «специальное», «3-местное» и т.д. Для специальных инструментов и средств измерения в виде отдельных деталей используются обозначения типа ВИ01, состоящие из условного обозначения вида оснастки по стандарту [8] и порядкового номера оснастки в проекте. Для сборных инструментов и средств измерения применяются обозначения, аналогичные обозначению приспособлений. Для стандартной оснастки код берется из обозначения по соответствующему стандарту. В методических целях в наименовании инструмента отражается его конструктивные особенности, а после наименования режущего инструмента указывается материал режущей части инструмента, диаметр, число зубьев и заходность, если эти сведения в явном виде не включены в обозначение инструмента. Наименование средства измерения дополняется сведениями о проверяемых размерах. Количество одновременно применяемых единиц оснастки указывается в скобках после кода оснастки. При последовательном применении элемента оснастки на нескольких переходах информация об элементе указывается в первом из этих переходов. При применении одного элемента в разных переходах одной операции (наряду с другими инструментами) при повторении информации следует дать ссылку на переход, где впервые применен данный элемент. В переходе, где впервые применен данный инструмент, желательно указание последующих переходов, где этот инструмент применяется. Элементы оснастки, совпадающие по наименованию и обозначению с элементами, примененными на предшествующих позициях, описываются повторно. Однако вместо длинных описаний допускается ссылка на переход, где применяется аналогичный инструмент. Одинаковые для всех переходов элементы оснастки описываются в отдельной строке, предшествующей описанию первого перехода. Например, один раз достаточно описать одинаковые приспособления многопозиционного станка |
ИОТ №67 (для работ на фрезерных станках)
ИОТ №
ИОТ № 74, 149 (для работ на станках типа «обрабатывающий центр» на Тульском машиностроительном заводе)
2. Точить поверхность 1
1. Фрезеровать поверхность 1
1. Точить поверхность 1 с подрезкой торца 2
Нарезать зубья 5
Отрезать заготовку 1
Сверлить 5 отв. 3
Фрезеровать контур 2
1. Установить заготовку «М» вниз, закрепить, раскрепить и снять
Установ А
1. Установить и закрепить заготовку, раскрепить и снять.
2. Обточить поверх. 1
3. Подрезать торец 2
4. Подрезать торец 3
Установ Б
5. Раскрепить заготовку, снять, переустановить и закрепить
6. Расточить отв. 4
7. Расточить отв. 5
8. Подрезать торец 6
9. Обточить поверхн. 7
10. Обточить поверх. 8
(Между переходами разных позиций пропущена строка)
Продольный суппорт 1-8. Обточить по копиру поверхн. 1-8
Поверхн., отв., плоск., поз., справ., диам., опер., относит., черт. (чертеж), разм. (размер)
П08.00.000
 Приспособление
П03.00.000
Патрон поводковый
Приспособление
П03.00.000
Патрон поводковый
ВИ02.00.00 Патрон плавающий
7100-0001 ГОСТ 2675-80 Патрон (для трехкулачкового патрона с обозначением Патрон 7100-0001 ГОСТ 2675-80) 7107-0031 ГОСТ 2578-70 Хомутик 7102-0025-2-1-П ГОСТ 24351-80 Патрон ПП 500x50x305 24А 10-П С2 7 К5 35 м/с А 1кл. ГОСТ Р 52781-2007. Круг шлифовальный (для круга прямого профиля с наружным диаметром 500 мм, высотой 50 мм, диаметром отверстия 305 мм, из белого электрокорунда марки 24А, зернистости 10-П, степени твердости С2, номером структуры 7, на керамической связке К5, с рабочей скоростью 35 м/с, класса точности А, 1-го класса неуравновешенности) 2100-1747 ГОСТ 26611-85 Резец проходной, φ=75°, Т15К6; Пластина SNUN-090304 ГОСТ 19049-80. 2214-0291 ГОСТ 26595-2014 Фреза торцовая насадная, Ø 100, Z=10, Т14КВ; Пластина 12133-150400 ГОСТ 19070-80
8133-0906 Н8 ГОСТ 8.053-73 Пробка на разм. Ø 4+0,018 СИОЗ Скоба на разм. 50,9-0,5 Калибр для проверки перпендикулярности осей отверстий Приспособление для комплексного контроля Шаблон на разм. 23±0,14 и 15-0,1 РИ01(2) Зенкер Ø 56, Z=10, Р6М5
ВИ с перехода 2 Резец с перехода 2 ВИ, РИ, СИ с перехода 3
Сверло Ø 8, Р6М5 (для переходов 3, 5, 8)
ВИ см. переход 2 ВИ(2), РИ(4) см. переход 3 (на переходе используют такие же вспомогательные и режущие инструменты, как и на переходе 3)
П01.00.000(3) Тиски (для приспособлений к трехпозиционному фрезерно-центровальному полуавтомату)
| ||||||
| 18 | Номер позиции инструментальной наладки (ПИ). Указывается для станков с ЧПУ. Для многопозиционных станков в графе указывается номер позиций станка | 2 | ||||||
| 19 | Расчетные диаметр или ширина заготовки (D или B). При точении в этой графе указывается диаметр заготовки, по которому рассчитывается скорость резания. В частности, при обтачивании конической поверхности указывается максимальный диаметр конуса заготовки. При растачивании, сверлении и т.д. указывается диаметр обработанного отверстия. При фрезеровании или шлифовании плоскости указывается ширина обрабатываемой поверхности. При обработке на фрезерно-центровальном полуавтомате для фрезерного перехода указывается средняя ширина фрезеруемого торца, а для центрального перехода – диаметр цилиндрической части отверстия. При обработке на карусельно-фрезерных станках запись делается в виде дроби. В числителе дроби указывается расчетный диаметр, по которому вычисляется скорость кругового движения подачи, а в знаменателе – средняя ширина обработки. | 54,2 400/85 | ||||||
| 1 | 2 | 3 | ||||||
| При протягивании фасонного контура графа не заполняется | ||||||||
| 20 | Расчетная длина рабочего хода L, т.е. длина обработки с учетом врезания, перебега, установочного зазора и безударного подвода. При одновременном сверлении нескольких отверстий различной длины инструментами одной головки, при многорезцовом обтачивании различных шеек и т.д. длины рабочего хода на каждом переходе должны быть разными. При последовательной обработке нескольких заготовок, например, при сверлении отверстий в пакете пластин, указывается длина рабочего хода, отнесенная к одной заготовке. При параллельной обработке «к» заготовок используется запись «L:к». При параллельно-последователь-ной обработке на карусельно-фрезерных станках допускается вместо длины рабочего хода указывать длину дуги расчетной окружности стола, приходящейся на 1 заготовку | 185 52:3 (При параллельной обработке 3 заготовок цилиндрической фрезой) | ||||||
| 21 | Глубина резания t. Графа не заполняется для нарезания резьбы, черновой обработки зубьев конических колес и т.д. При обработке за несколько рабочих ходов указывается все различные значения глубины резания | 1,5 8;3 | ||||||
| 22 | Число рабочих ходов (проходов) i. При обработке с различными глубинами резания число ходов записывается в виде суммы | 1 2+1 | ||||||
| При токарных и сверлильных работах, а также при фрезеровании на фрезерно-центровальных, | ||||||||
| 1 | 2 | 3 | ||||||
| 23 | фрезерно-расточных и т.п. станках, заголовок графы записывается в виде дроби S0/VS; строка графы заполняется дробью, в числителе которой указывается подача на 1 оборот, а в знаменателе - скорость движения подачи. Для фрезерных станков в заголовке записывается дробь SZ/VS; в числителе строки – подача на зуб, а в знаменателе – скорость движения подачи. При фрезеровании зубьев червячной фрезой и шлифовании шейки вала указывается подача на 1 оборот заготовки и скорости движения подачи. При шлифовании за несколько рабочих ходов указывается подача на ход Sx (или подача на двойной ход S2x) и скорость движения подачи | 


| ||||||
| 24 | Частота вращения (число оборотов в мин.). При наличии двух вращательных движений в заготовке графы записываются дроби типа nn/n3 (для шлифования шейки валика на круглошлифовальном станке, для нарезания зубьев на зубофрезерных и зубодолбежных станках), nn/nс (для непрерывного шлифования или фрезерования плоскостей на станках карусельного типа), nn/nб (для непрерывного фрезерования плоскостей на станках барабанного типа). В строке графы записывается дробь, в числителе которой указывается частота вращения инструмента, а в знаменателе – частота вращения заготовки, стола, барабана и т.д. В этой же графе на уровне строки, | 320

| ||||||
| 1 | 2 | 3 | ||||||
| 24 | где заканчивается описание содержания перехода, указывается вспомогательное время перехода и прежде всего та его часть, которая не перекрывается основным временем и учитывается при расчете штучного времени. При параллельной, последовательной и параллельно-последователь-ной обработке к заготовок делается запись типа «Тв:к». При параллельной работе нескольких инструментов одного резцедержателя или одной головки однопозиционного станка вспомогательное время указывается в строке, соответствующей лимитирующему инструменту. При обработке на многопозиционном оборудовании вспомогательное неперекрываемое время указывается только 1 раз в строке перехода, выполняемого лимитирующим инструментом лимитирующей позиции. Обычно это время затрачивается на вспомогательные ходы инструмента и поворот стола или шпиндельного блока. Если основное время на разных переходах одинаково, то вспомогательное время относится к первому лимитирующему инструменту лимитирующей позиции. Если лимитирующей является загрузочная позиция станка, то вспомогательное время указывается в строке, относящейся к вспомогательному переходу. В методических целях при многопозиционной обработке в строке вспомогательного перехода в круглых скобках указывается перекрываемое вспомогательное время, | 0,5:2 0,85 (0,36) | ||||||
| 1 | 2 | 3 | ||||||
| затрачиваемое на установку и снятие заготовки | ||||||||
| 25 | Скорость главного движения резания V. Скорость главного движения резания имеет размерность м/мин, однако при некоторых отделочных операциях (полирование, шлифование) используется размерность м/с. При протяжных, строгальных и т.п. работах, выполняемых с различными скоростями прямого и обратного ходов желательно записывать в заголовке графы V/VОХ, в числителе дроби – скорость главного движения резания, а в знаменателе – скорость обратного хода. В этой же графе на уровне строки, где заканчивается описание содержания переходов, указывается основное время перехода. При последовательной обработке нескольких заготовок указывается основное время обработки одной заготовки. При параллельной обработке к заготовок делается запись «То:к». При обработке на карусельно-фрезерных станках одной поверхности двумя фрезами последовательно время определяется временем одного из переходов. Поэтому для другого перехода основное время записывается в круглых скобках | 95 2,05 1,33:3 (0,24) |

Таблица 8 [5 ]
| Номер инструкции по охране труда (ИОТ) | Станки | Номер ИОТ | Станки |
| 1 | 2 | 3 | 4 |
| 63 | Токарные | 72 | Долбежные |
| 1 | 2 | 3 | 4 |
| 64 | Резьботокарные | 73 | Зуборезные |
| 66 | Токарно-револьверные | 74 | Зубошлифовальные |
| 67 | Фрезерные | 75 | Сверлильные |
| 68 | Расточные | 76 | Шлифовальные |
| 69 | Отрезные | 78 | Заточные |
| 70 | Протяжные | 79 | Полировальные |
| 71 | Строгальные | 81 | Электроэрозионные |
| Примечание При работе на токарных полуавтоматах и автоматах использовать ИОТ №65, на автоматических линиях – ИОТ №83 | |||
|
из
5.00
|
Обсуждение в статье: Оформление операционных карт |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы