 |
Главная |


Обработка деталей на станках токарной группы
|
из
5.00
|
Токарная обработка предназначена для обработки наружных и внутренних поверхностей тел вращения (цилиндрических, конических, фасонных), для обработки плоских поверхностей (подрезки торцев) и нарезания резьбы (рисунок 6.8). На станках токарной группы основным инструментом являются токарные резцы.
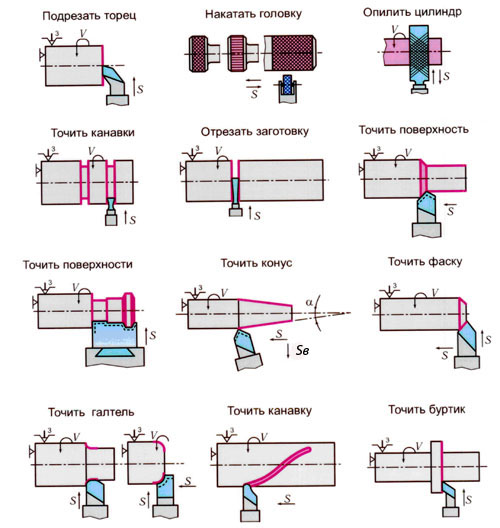 Рисунок 6.8 – Виды работ, выполняемых на токарном станке
Рисунок 6.8 – Виды работ, выполняемых на токарном станке
|
По направлению подачи резцы подразделяются на (рисунок 6.9) правые и левые. Правые резцы при обработке заготовки перемещаются справа налево, а левые – слева направо.
По форме и расположению режущей части относительно держателя резцы подразделяются на прямые и отогнутые.
По форме токарные резцы разделяются на прямые проходные, отогнутые, изогнутые и оттянутые.
По виду обработки токарные резцы делятся на проходные, подрезные, расточные, отрезные, прорезные, галтельные, резьбовые, фасонные (рисунок 6.10).
Проходные резцы применяют для обработки заготовки вдоль оси. Проходные резцы делятся на черновые и чистовые.
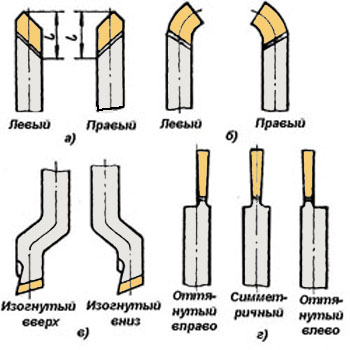
| а – прямой проходной; б – отогнутый; в – изогнутый; г – оттянутый Рисунок 6.9 – Формы токарных резцов |
Черновые резцы используют для снятия слоя металла значительной толщины. Эти резцы бывают правые, левые, прямые, отогнутые.
Чистовые проходные резцы, имеющие значительно больший радиус закругления при вершине, чем обдирочные, применяют для окончательной обработки изделий.
Подрезными резцами черновыми и чистовыми обрабатывают торцевые поверхности заготовок и уступов при поперечной подаче.
Расточной резец применяют для растачивания сквозных и глухих отверстий.
Отрезные резцы служат для разделения заготовок на части и изготовления кольцевых канавок.
Резьбовыми резцами нарезают наружную и внутреннюю резьбу. Для нарезания наружной резьбы резцы выполняют прямыми, для внутренней – отогнутыми. Угол при вершине должен соответствовать профилю резьбы.
Фасонные резцы предназначены для чистовой обработки фасонных поверхностей. Форма главной режущей кромки резца должна строго соответствовать форме чистовой поверхности детали.
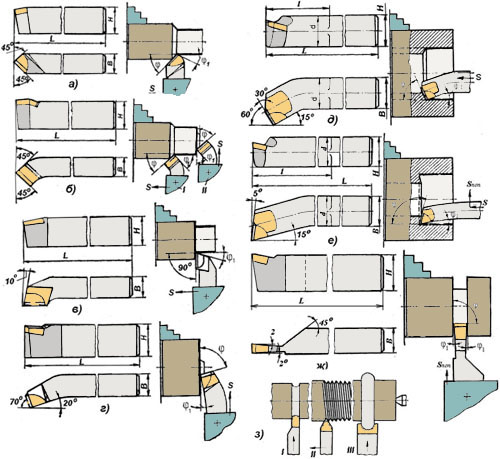
| а –проходной прямой; б –проходной отогнутый; в –проходной упорный; г – подрезной; д – расточной для сквозных отверстий; е – расточной для глухих отверстий; ж – отрезной; з – резьбовой; I -галтельный, II, III - фасонный Рисунок 6.10 – Конструкции резцов токарных и схемы их применения |
Для обработки отверстий используются также сверла, зенкеры, развертки.
Для нарезания резьбы применяют резьбовые резцы, метчики и плашки.
Конструкции токарных резцов для выполнения различных технологических операций показаны на рисунке 6.10.
У всех станков токарной группы различают два движения: вращательное движение заготовки (движение резания) и поступательное движение инструмента (движение подачи), обеспечивающее непрерывность процесса резания. На токарных станках выполняют черновую, получистовую и чистовую обработку поверхностей заготовок.
В зависимости от конфигурации и размеров заготовок, характера производства различают следующие типы станков токарной группы:
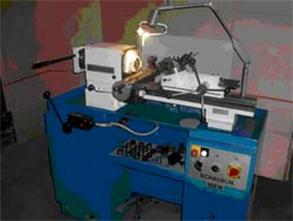
· токарные и токарно-винторезные станки (рисунок 6.11), для всех основных токарных работ в условиях единичного и мелкосерийного производств;
· карусельные (рисунок 6.12) и лобовые (рисунок 6.13) станки для обработки заготовок больших размеров;
· револьверные станки (рисунок 6.14), одношпиндельные и многошпиндельные автоматы (рисунок 6.15) и полуавтоматы для обработки заготовок сложной конфигурации в крупносерийном и массовом производствах;
· многорезцовые токарные станки (рисунок 6.16) для обработки заготовок одновременно несколькими резцами в крупносерийном и массовом производствах.
Обработка сложных заготовок требует применения большого числа режущих инструментов. Для сокращения потерь времени на смену инструмента используется револьверная головка токарно-револьверного станка.
Токарно-карусельные станки предназначены для обработки крупных тяжелых заготовок, у которых отношение длины (высоты) заготовки к диаметру составляет 0,3…0,7. Это заготовки рабочих колес водяных и газовых турбин, зубчатых колес, маховиков и т.д. Особенностью таких станков является наличие круглого горизонтального стола карусели с вертикальной осью вращения. Наличие карусели облегчает установку, выверку положения и закрепления тяжелых заготовок на столе. Эти станки применяют в среднем и тяжелом машиностроении.

| 
|
| Рисунок 6.11 – Токарно-винторезный станок | Рисунок 6.12 – Карусельный станок |

| 
|
| Рисунок 6.13 – Лоботокарный станок | Рисунок 6.14 – Токарно-револьверный станок |

| 
|
| Рисунок 6.15 – Многошпиндельный токарный автомат | Рисунок 6.16 – Многорезцовый токарный станок |
Многорезцовые токарные полуавтоматы предназначены для обработки наружных поверхностей заготовок ступенчатых валов, блоков зубчатых колес, шпинделей и т.д. На многорезцовом полуавтомате одновременно обрабатывают несколько поверхностей заготовки.
На одношпиндельных токарно-револьверных автоматах обрабатывают заготовки небольших размеров сложных форм.
Автоматы используют для изготовления больших партий деталей.
Многошпиндельные автоматы используются в массовом производстве на них одновременно обрабатываются несколько заготовок.
На рисунке 6.17 показан станок вертикальный токарный двухшпиндельный с ЧПУ модели 450VT предназначен для высокопроизводительной токарной обработки деталей типа «фланец», «муфта», «втулка», «шестерня» из различных конструкционных материалов в условиях серийного производства.
 Рисунок 6.17 – вертикальный токарный двухшпиндельный с ЧПУ модели 450VT
Рисунок 6.17 – вертикальный токарный двухшпиндельный с ЧПУ модели 450VT
|
Его особенности:
- высокоскоростная обработка;
- независимая обработка двумя шпинделями;
- обработка деталей с двух сторон за один цикл;
- автоматизированная загрузка и выгрузка деталей;
- возможность оснащения щупами для измерения детали и инструмента;
- двухканальная система ЧПУ.
Способы установки и закрепления заготовки, обрабатываемой на токарном станке, зависят от типа станка, вида обрабатываемой поверхности, характеристики заготовки, точности обработки и других факторов.
На токарных станках можно выполнять точение в центрах, в патроне и на планшайбе; растачивание; торцевое точение; отрезку и подрезку; нарезание резьбы; точение конусов, фасонных поверхностей и другие виды работ с применением соответствующих инструментов и приспособлений.
Наружное точение деталей длиной L<4D осуществляют проходными и подрезными резцами. Такие детали закрепляют только в патроне без поддержки свободного конца центром задней бабки. Для закрепления используют трех- и четырехкулачковые патроны, навинчиваемые на шпиндель. В станках для крепления заготовок широко применяют пневматические, гидравлические, центробежные и другие патроны.
Для обтачивания наружных цилиндрических поверхностей деталей (валы, оси) с отношением L/D>4 обычно используют продольное точение в центрах с использованием проходных резцов. При этом на торцевых поверхностях заготовок делают центрирующие отверстия. При обработке длинных деталей L/D>10…12 для предохранения их от прогиба применяют направляющие приспособления – открытые и закрытые люнеты.
Для установки заготовок типа втулок, колец, стаканов применяют конические оправки, цанговые оправки, упругие оправки с гофрированными втулками. Трехкулачковый самоцентрирующийся патрон используют для закрепления симметричных заготовок, четырехкулачковый - для установки заготовок сложной и несимметричной формы.
Вопросы для самоконтроля
- Виды работ, выполняемых на токарных станках.
- Формы токарных резцов. Схемы их применения.
- Типы токарных станков. Их особенности и области применения.
- Установка заготовок на токарных станках.
- Режимы резания на токарных станках
|
из
5.00
|
Обсуждение в статье: Обработка деталей на станках токарной группы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы