 |
Главная |


Получение заготовок из проката
|
из
5.00
|
Технологический процесс получения заготовок из проката включает следующие операции:
- правка прутка;
- бесцентровая обдирка (для горячекатаных прутков) или обдирочное шлифование;
- разрезание на штучные заготовки;
- фрезерование торцов и центрование;
- контроль.
Правка. Прокат, поступающий на завод с металлургических предприятий в виде прутков и листов, проходит операцию правки (кроме холоднокатаного материала для заготовок высокой точности). Правку прутков в единичном производстве осуществляют вручную на наковальне.
Правка прутков и заготовок для валов может осуществляться на ручных, винтовых, эксцентриковых, гидравлических, пневматических и фрикционных прессах в холодном состоянии.
 Рисунок 5.36 – Схема правки прутка на правильном станке Рисунок 5.36 – Схема правки прутка на правильном станке
|
В серийном и массовом производствах правку осуществляют на правильных станках (рисунок 5.36). На этих станках правка осуществляется тремя парами роликов 1,2 и 3 с вогнутой поверхностью (форма гиперболоида вращения), расположенных в шахматном порядке. Ролики расположены в барабане 5 под углом  =700 к его оси. Барабан вращается вокруг прутка 4. Ролики, вращаясь вместе с барабаном 5, обкатываются вокруг прутка и осуществляют его правку. Скорость поступательного движения прутка 5…30 м/мин. В зависимости от степени искривления прутка и требуемой прямолинейности оси прутка, его пропускают через барабан 1…6 раз. Точность правки 0,1…0,2 мм на 1 метр длины прутка
=700 к его оси. Барабан вращается вокруг прутка 4. Ролики, вращаясь вместе с барабаном 5, обкатываются вокруг прутка и осуществляют его правку. Скорость поступательного движения прутка 5…30 м/мин. В зависимости от степени искривления прутка и требуемой прямолинейности оси прутка, его пропускают через барабан 1…6 раз. Точность правки 0,1…0,2 мм на 1 метр длины прутка
Обдирка прутков. После правки пруток подвергается обдирке. Ее выполняют на высокопроизводительных бесцентрово-обдирочных станках (рисунок 5.37).
 Рисунок 5.37. Схема бесцентрово-обдирочного станка
Рисунок 5.37. Схема бесцентрово-обдирочного станка
|
Центральное зубчатое колесо 3 приводится во вращение через шестерню 7. На колесе 3 укреплены две резцовые головки: левая с резцом 2 для черновой обработки и правая с резцом 4 для получистовой обдирки. Сухари 5 предохраняют пруток 6 от прогиба. Подача осуществляется роликами 1. бесцентрово-обдирочные станки позволяют вести обработку прутков диаметром 15…80 мм и длиной до 7 м.
Резка проката. Резка прутков осуществляется на механических ножовках, на пильных станках, на станках для электроискровой разрезки, ультразвуковых станках, на токарно-отрезных станках, отрезных автоматах, на фрезерных станках. В единичном и мелкосерийном производствах используют механические ножовки и пильные станки, в крупносерийном и массовом производствах – электроискровую резку и рубку на прессах.
Прутковый материал можно также разрезать ножницами и на прессах.
Для резки листового материала обычно применяют ножницы различных конструкций: ручные, гильотинные, дисковые, роликовые, вибрационные.
Приводные ножовки разрезают прутковый материал ножовочным полотном, которое совершает возвратно-поступательное движение от механического привода. Во время рабочего хода полотно прижимается к разрезаемому материалу с некоторым усилием. Ширина реза при разрезке ножовками меньше, чем при использовании других методов.
 Рисунок 5.38 – Резка проката дисковой пилой
Рисунок 5.38 – Резка проката дисковой пилой
|
Дисковые пилы представляют собой диск с режущими зубьями. Они используются для резки прутков, труб и профильного проката. Разрезание осуществляют по одному прутку или пакетами (Рисунок 5.38).
В единичном производстве разрезку прутков на штучные заготовки осуществляют на токарно-отрезных станках.
Центрование. Центровые отверстия в деталях типа валов являются базой для выполнения ряда операций: обтачивание, шлифование, притирка, нарезание резьбы, обработка шлицев и др. При ремонте центровые отверстия служат базой при обработке изношенных поверхностей. На инструментах (развертки, метчики, пальцевые и шпоночные фрезы, зенкеры) центровые отверстия служат базой при заточке зубьев. Поэтому центровые отверстия необходимо выполнять очень тщательно: они должны быть очень тщательно засверлены, иметь достаточные размеры.
Центрование заготовок производится на горизонально- и вертикально-сверлильных станках, токарных и токарно-револьверных станках, а в серийном и массовом производствах – на специальных одно- и двусторонних центровочных станках, а также на фрезерно-центровальных станках.
В единичном и мелкосерийном производствах подрезка торцов и центрирование выполняют на токарных станках.
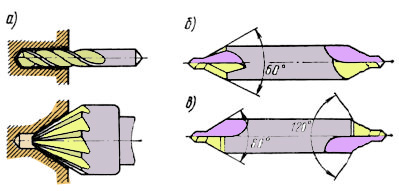
Центрование заготовок производят двумя инструментами: спиральным сверлом сверлится цилиндрическое отверстие малого диаметра, а затем зенковкой образуют коническую поверхность (рисунок 5.39,а). Центрование часто выполняется специальными комбинированными центровочными сверлами (рисунок 5.39,б,в).
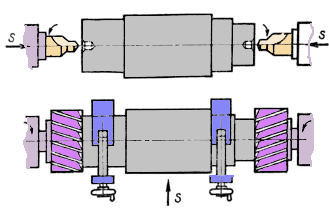
На фрезерно-центровальных станках осуществляется подрезка торцов одновременно с двух сторон, а затем комбинированными сверлами сверлят отверстия также одновременно с двух сторон заготовки (рисунок 5.40).
| 
|
| Рисунок 5.39 – Центрование (а) и комбинированные центровочные сверла (б,в) | Рисунок 5.40 – Обработка торцов и центрование на фрезерно-центровальном станке |
Наивысшую производительность и точность обеспечивает обработка на двустороннем специальном станке агрегатного типа, осуществляющем одновременное подрезание и центрование с двух сторон заготовки.
Заготовки из листового проката получают резкой на гильтинных, дисковых или вибрационных ножницах. Заготовки из толстолистового проката получают вырезанием следующими способами:
- кислородно-ацетиленовыми горелками;
- плазменными горелками;
- на лазерных установках;
- анодно-механическим способом и др.
Вопросы для самоконтроля
- Назовите порядок выполнения заготовительных операций для заготовок из проката.
- Методы правки проката.
- Обдирка прутков. Назначение операции. Методы выполнения.
- Резка проката. Методы выполнения операции. Оборудование для резки.
- Центрование заготовок. Назначение операции. Методы выполнения.
|
из
5.00
|
Обсуждение в статье: Получение заготовок из проката |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы