 |
Главная |


Отделочная обработка зубьев
|
из
5.00
|
Для повышения точности зацепления и качества поверхности зубьев они подвергаются отделочной обработке следующими методами:
- обкаткой;
- шевингованием;
- шлифованием;
- притиркой;
- приработкой.
Обкатка – обработка зацепления заключается в том, что изготовленное незакаленное зубчатое колесо помещают между тремя вращающимися закаленными шлифованными зубчатыми колесами высокой точности и осуществляют обкатку некоторое время. При этом достигается высокое качество поверхности зубьев за счет сглаживания неровностей и несколько исправляется форма зуба.
Шевингование (шевинг-процесс) – процесс обработки незакаленных зубчатых колес заключается в соскабливании и поверхности зубьев обработанного колеса волосообразной стружки, в результате исправляется профиль эвольвенты зубьев, повышается точность шага зацепления и существенно улучшается качество поверхности.
Обработка ведется специальным инструментом, который представляет собой точное зубчатое колесо, на боковых поверхностях зубьев которого выполнены канавки (рисунок 6.42,а). Эти канавки представляют собой режущие кромки, которые и соскабливают стружку с боковых поверхностей зубьев обрабатываемого колеса.
Шевер устанавливается под углом к оси обрабатываемого зубчатого колеса. при вращении, за счет установки шевера под углом к заготовке, зуб шевера скользит вдоль зуба заготовки. Заготовка совершает осевое возвратно-поступатель-ное перемещение (продольная подача) со скоростью  =0,15…0,3 мм/об. При этом шевер соскабливает стружку по всей ширине зуба. Стол станка совершает вер-тикальное перемещение
=0,15…0,3 мм/об. При этом шевер соскабливает стружку по всей ширине зуба. Стол станка совершает вер-тикальное перемещение  =0,025…0,04 мм на один ход стола. После каждого хода шевер получает вращение в обратную сторону, обеспечивая тем самым обработку другой стороны зуба. Припуск на шевингование принимается 0,03…0,04 мм на сторону зуба.
=0,025…0,04 мм на один ход стола. После каждого хода шевер получает вращение в обратную сторону, обеспечивая тем самым обработку другой стороны зуба. Припуск на шевингование принимается 0,03…0,04 мм на сторону зуба.
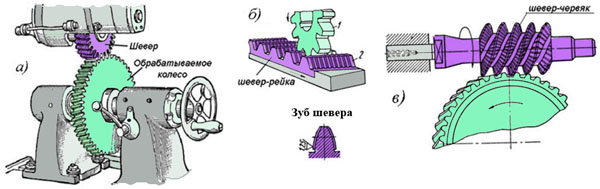 1 – обрабатываемое зубчатое колесо; 2 – шевер-рейка
Рисунок 6.42 – Шевингование: а – на токарном станке;б – шевер-рейкой; в – шевер-червяком
1 – обрабатываемое зубчатое колесо; 2 – шевер-рейка
Рисунок 6.42 – Шевингование: а – на токарном станке;б – шевер-рейкой; в – шевер-червяком
|
Окружная скорость шевингования обычно равна 100 м/мин.
На рисунке 6.42,б,в показаны схемы процессов шевингования шевер-рейкой и шевер-червяком.
Шевингование обычно выполняется с применением СОЖ.
Шлифование – это метод обработки как незакаленных, так и закаленных зубчатых колес для повышения точности профиля зубьев и качества их поверхностей. Шлифование зубьев с эвольвентным профилем может вестись как методом копирования фасонным кругом, так и методом обката.
При обработке методом копирования шлифовальный круг выполняется по форме впадины зубьев аналогично дисковой модульной фрезе. Метод копирования имеет более высокую производительность, чем метод обката, но точность обработки ниже.
Метод обката менее производителен, но дает более высокую точность обработки.
Распространен метод шлифования двумя тарельчатыми кругами, расположенными под углом 30 и 40о, образующими как бы профиль расчетного зуба, по которому и происходит обкат зубчатого колеса (рисунок 6.43). В процессе работы шлифуемое зубчатое колесо перемешается в направлении, перпендикулярном своей оси, одновременно поворачиваясь вокруг этой оси. Шлифуемое колесо совершает возвратно-поступательные перемещения вдоль своей оси, обеспечивая тем самым обработку профиля зубьев по всей длине.
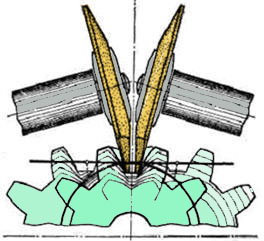
| Рисунок 6.43 – Шлифование зубьев методом обката двумя тарельчатыми кругами |
Шлифование зубьев методом обката одним шлифовальным кругом, представляющим собой как бы зуб рейки (рисунок 6.44,а). Обрабатываемое колесо имеет обкаточное движение и продольную подачу вдоль зуба. После обработки одного зуба обрабатываемое колесо поворачивается на один зуб. Шлифование зубьев таким методом осуществляется за два оборота заготовки. За время второго оборота осуществляется чистовое шлифование с уменьшенной подачей круга.
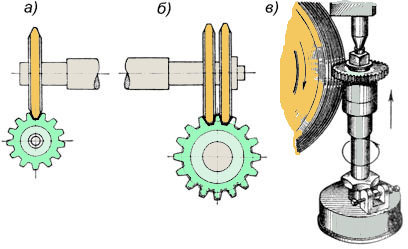
| Рисунок 6.44. Шлифование зубчатого колеса а – одним абразивным кругом; б – двумя абразивными кругами; в – абразивным червячным кругом |
Более производителен метод шлифования двумя дисковыми абразивными кругами расположенными параллельно на расстоянии шага зацепления (рисунок 6.44,б). Первый круг осуществляет предварительное шлифование, второй – окончательное формирование профиля.
Высокую производительность обеспечивает применение абразивного червяка (рисунок 6.44,в).
Шлифование методом обката и абразивным червяком применяется в крупносерийном и массовом производствах на специальных зубошлифовальных станках.
Шлифование прямых зубьев конических зубчатых колес по методу обката двумя дисковыми абразивными кругами осуществляется на специальных станках, сконструированных на базе зубострогальных станков.
Криволинейные зубья конических зубчатых колес шлифуются чашечным абразивным кругом (рисунок 6.45,б). Сечение боковой стороны круга должно иметь профиль зуба рейки. Чашечный круг обкатывает рабочую поверхность профиля зуба.
| Рисунок 6.45 – Шлифование конических зубчатых колес а – с прямым зубом; б – с криволинейным зубом |
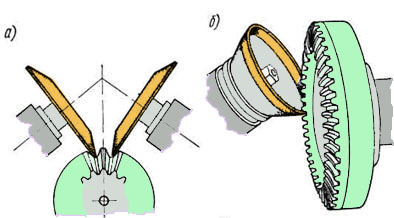
Притирка – применяется для окончательной обработки термически обработанных колес после их шлифования для получения высокой точности зацепления. Процесс притирки заключается в том, что обрабатываемое колесо, находясь в зацеплении с притиром, выполненном из серого чугуна, на поверхность которого нанесена абразивная паста, приводится во вращение. Обрабатываемое зубчатое колесо и притир имеют также возвратно-поступательное относительное движение в осевом направлении.
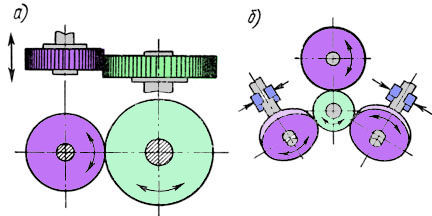
| Рисунок 6.46 – Схема притирки зубьев цилиндрических зубчатых колес а – с параллельными осями притиров; б – со скрещивающимися осями притиров |
Притирка может осуществляться одним притиром (рисунок 6.46,а), у которого ось параллельна оси заготовки, либо тремя притирами с перекрещивающимися осями (рисунок 6.46,б). За счет перекрещивания осей обеспечивается скольжение зуба притира по зубу заготовки.
Притирка обеспечивает высокое качество поверхности, сглаживая неровности и шероховатости и придает зеркальный блеск поверхности, за счет чего значительно уменьшается шум передачи, повышается плавность ее работы.
Приработка – выполняется аналогично притирке, но вместо специальных притиров устанавливаются два парных зубчатых колеса, которые в изделии будут работать совместно в собранном изделии. Приработка осуществляется за счет абразивного материала, содержащегося в абразивной пасте, наносимой на поверхность зубьев прирабатываемых колес.
Вопросы для самоконтроля
- Зубчатые поверхности. Конструктивные разновидности зубчатых колес.
- Методы нарезания зубчатых колес.
- Нарезание зубьев методом копирования.
- Нарезание зубьев методом обката.
- Образование зубчатых поверхностей пластическим деформированием.
- Отделочная обработка зубьев
|
из
5.00
|
Обсуждение в статье: Отделочная обработка зубьев |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы