 |
Главная |


Устройство передачи этикеток
|
из
5.00
|
Устройство передачи этикеток является спецоснасткой и в бухгалтерском учете числится как материал, т.е. входит в состав оборотных активов предприятия. Данная деталь входит в состав этикетировочного оборудования для наклейки бумажных этикеток жидким клеем.
Основной принцип этикетирования состоит в следующем: этикетка должна быть наклеена точно на предусмотренное на бутылке место прочно и ровно.
Достигается это следующими технологическими этапами: сначала вращающиеся сегменты большого ротора этикетопереносчика покрываются небольшим количеством клея при помощи клеевого валика, а затем перемещаются к магазину этикеток; благодаря большой способности клея к прилипанию этикетка захватывается; при этом важно, чтобы этикетки были достаточно разобщены между собой, так как иначе их может быть захвачено две или более, что ведет к сбоям в работе; затем уже смазанные клеем этикетки захватываются захватами малого ротора этикетопереносчика и удерживаются лицевой стороной внутрь при помощи губки; этикетки поворачиваются клеевой стороной к бутылке в это же время захваты открываются и освобождают этикетку; этикетированные бутылки проходят вдоль щеток и резиновых валиков, которые прочно прижимают этикетки.

Рисунок 3.1 – Этикетировочное оборудование для наклейки бумажных этикеток жидким клеем
Технологические этапы этикетирования бутылок:
- подача этикеток;
- клеевой валик;
- сегментные переносчики этикеток;
- малый ротор этикетопереносчика;
- бутылка;
- этикетка.
Передача этикеток малым ротором этикетопереносчика:
- клеевой сегмент;
- этикетка;
- малый ротор с захватами;
- пальчиковый захват;
- кулачок включения;
- упорная планка.
Механизм передачи этикеток принимает намазанную клеем этикетку и передает ее клеевой стороной на бутылку. Малый ротор имеет несколько пальчиковых захватов, которые приводятся в действие механически при помощи кулачка. Этикетка снимается с клеевого сегмента, который синхронно проходит мимо малого ротора; несколько пальцев захвата прижимают в свободных от клея местах этикетку к упорной планке. Свободные от клея места образуются углублениями в клеевых сегментах.
Этикетка удерживается на резиновой губке этикетопереносчика и передается от нее на вращающуюся бутылку после того, как пальчиковые захваты ее отпускают. Для облегчения этого процесса губка этикетопереносчика может немного выдвигаться в сторону бутылки.
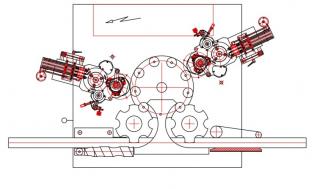
Устройство передачи этикеток (переносчик этикетки) - устройство клеевого этикетавтомата, предназначенное для переноса этикетки с клеевым слоем на грейферный барабан. В зависимости от типа этикетавтомата, этикетопереносчик (он же - клеевой сегмент) может быть обрезиненным и без слоя резины. Как правило, в паре "клеевой вал – устройство передачи этикеток" одна из деталей обрезинена. Касаясь радиальной поверхностью клеевого вала, устройство передачи этикеток покрывается тонким слоем клея, а проходя мимо магазина этикетки, снимает её и (с клеевым слоем) передает на грейферный барабан. На рисунке изображены устройство передачи этикетки и кольеретки.

Рисунок 3.2 – Устройство передачи этикетки и кольеретки

Процесс изготовления устройства передачи этикеток состоит из изготовления отливки детали и ее частичной обработки. Материал, из которого выполнен переносчик этикеток, - дюралюминий. Масса детали – 0,4 кг.
Дуралюмин (дюраль, дюралюминий, от названия немецкого города, где было начато промышленное производство сплава) - сплав алюминия (основа) с медью (Cu: 2,2-5,2%), магнием (Mg: 0,2-2,7%), марганцем (Mn: 0,2-1%). Подвергается закалке и старению, часто плакируется алюминием. Является конструкционным материалом для авиационного и транспортного машиностроения.
Литьем (или литейным производством) называют метод производства, при котором изготовляют фасонные заготовки деталей путем заливки расплавленного металла в заранее приготовленную литейную форму, полость которой имеет конфигурацию заготовки детали. После затвердевания и охлаждения металла в форме получают отливку-заготовку детали.Основной задачей литейного производства является изготовление литейных сплавов отливок, имеющих разнообразную конфигурацию с максимальным приближением их формы и размеров к форме и размерам детали (при литье невозможно получить отливку, форма и размеры которой соответствует форме и размерам детали).Инструментом литейного производства является литейная форма - приспособление образующее рабочую полость, при заливке которой расплавленным металлом и после охлаждения получают отливку.По степени использования формы делят на:- разовые;- полупостоянные;- постоянные.Разовые формы служат для изготовления только одной отливки и изготовляют их из кварцевого песка, зерна которого соединены каким-либо связующим веществом.Полупостоянные формы - это формы в которых получают несколько отливок (до 10-20), такие формы изготовляют из керамики.Постоянные формы - формы, в которых получают от нескольких десятков до нескольких сотен тысяч отливок. Такие формы изготовляют обычно из чугуна или стали.Различные по форме, размерам и точности отливки из различных сплавов невозможно наиболее экономично получить одним и тем же способом.Экономически целесообразно изготовлять отливку с определенными качественными свойствами каким-либо одним или двумя способами. В настоящее время в производстве используют около 15 способов литья, а в производстве приборов применяют следующие способы литья:- литье в песчаные формы ("землю");- литье в ЖСС (жидкие самоотвердевающие смеси);- литье в оболочковые формы;- литье в кокиль (металлические защищенные формы);- литье по выплавляемым моделям;- литье под давлением;- центробежное литье.Технологический метод формообразования поверхностей заготовок точением характеризуется двумя движениями: вращательным движением заготовки (скорость резания) и поступательным движением режущего инструмента — резца (движение подачи). Движение подачи осуществляется параллельно оси вращения заготовки (продольная подача), перпендикулярно к оси вращения заготовки (поперечная подача), под углом к оси вращения заготовки (наклонная подача),Разновидности точения: обтачивание — обработка наружных поверхностей; растачивание — обработка внутренних поверхностей; подрезание — обработка плоских (торцовых) поверхностей; резка — разделение заготовки на части или отрезка готовой детали от заготовки — пруткового проката.На вертикальных полуавтоматах, автоматах и токарно-карусельных станках заготовки имеют вертикальную ось вращения, на токарных станках других типов — горизонтальную. На токарных станках выполняют черновую, получистовую и чистовую обработку поверхностей заготовок.И так, в данном разделе представлено устройство передачи этикетки имеющего габариты: длинна - 143 мм, ширина - 90 мм, максимальная высота - 100 мм, масса детали 0,4 кг. Деталь выполнена из дюраля (алюминиево-медно-магниевый сплав), метод изготовления детали – отливка металла и частичная обработка.
Чертеж данного устройства представлен в графической части дипломного проекта.
|
из
5.00
|
Обсуждение в статье: Устройство передачи этикеток |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы