 |
Главная |


Контроль по альтернативному признаку
|
из
5.00
|
При контроле по альтернативному признаку мы имеем дело с дискретными случайными величинами – это число дефектных единиц продукции или число дефектов. При статистическом регулировании возникает задача выбора критерия для оценки состояния технологического процесса. Здесь могут быть разные подходы. Рассмотрим один из них, на основе которого строятся контрольные карты. По периодически отбираемым выборкам объема  требуется оценить состояние технологического процесса – процесс налажен или он разлажен. Оценка проводиться на основе подсчета числа дефектных единиц продукции или числа дефектов в выборке. Необходимо определить, какое число считается допустимым.
требуется оценить состояние технологического процесса – процесс налажен или он разлажен. Оценка проводиться на основе подсчета числа дефектных единиц продукции или числа дефектов в выборке. Необходимо определить, какое число считается допустимым.
Видимо это число должно быть таким, при котором хорошие партии будут приниматься с большой вероятностью, что и будет свидетельствовать о налаженном состоянии технологического процесса. Эту вероятность вычисляют по известной в теории вероятностей формуле, которую называют функцией гипергеометрического распределения:
 (1.11)
(1.11)
где  – объем партии, определяемый как количество изделий изготовляемых за время
– объем партии, определяемый как количество изделий изготовляемых за время  ;
;  – допустимое количество дефектных изделий или допустимое число дефектов в партии объема , определяемое значением AQL;
– допустимое количество дефектных изделий или допустимое число дефектов в партии объема , определяемое значением AQL;  – объем выборки;
– объем выборки;  – допустимое количество дефектных изделий или допустимое число дефектов в выборке объема .
– допустимое количество дефектных изделий или допустимое число дефектов в выборке объема .
Выражение в скобках в формуле 1.11. и есть биноминальные коэффициенты, например,
 (1.12)
(1.12)
где – объем партии, определяемый как количество изделий изготовляемых за время ; – допустимое количество дефектных изделий или допустимое число дефектов в партии объема , определяемое значением AQL; – объем выборки; – допустимое количество дефектных изделий или допустимое число дефектов в выборке объема [7].
Контрольные карты
Контрольные карты являются основным инструментом статистического управления качеством. Контрольные карты применяют для сравнения получаемой по выборкам информации о текущем состоянии процесса с контрольными границами, представляющими пределы собственной изменчивости (разброса) процесса.
Собственный разброс характерен для всех процессов из-за большого числа незначительных случайных воздействий. Вследствие этого результаты измерений, полученные в ходе нормального течения процесса, непостоянны. Непостоянны и отслеживаемые статистические характеристики, например выборочное среднее, медиана и т.п. Поэтому необходимо ввести статистически обоснованные границы для данной отслеживаемой характеристики с целью минимизировать ошибочные решения при управлении процессом [1].
Цель контрольных карт – обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости [3].
Контрольная карта – это карта, на которой для наглядности отображения состояния процесса отмечают значения соответствующей выборочной характеристики смежных выборок во временной последовательности. В качестве выборочной характеристики могут использоваться индивидуальные значения какого-либо параметра продукции, среднее арифметическое значение, медиана, среднее квадратическое (стандартное) отклонение, размах, доля или число несоответствующих единиц продукции, число несоответствий и др. По существу, контрольная карта представляет собой графическое отображение состояния процесса, его уровня и изменчивости.
Контрольные карты строят в произвольном масштабе на листе бумаги или экране дисплея компьютера. По оси абсцисс откладывают моменты взятия выборок или их текущие номера, а по оси ординат – реализации выборочной характеристики. Для наглядности точки значений выборочной характеристики, соответствующее двум последовательным выборкам, соединяют отрезками прямых линий и получают линейный график, показывающий динамику поведения процесса.
В качества ориентира на контрольной карте проводится центральная линия (ЦЛ) – прямая, параллельная оси абсцисс и определяющая среднее процесса. Ее расстояние от оси абсцисс соответствует заданному в нормативной или технической документации номинальному значению контролируемого параметра, например, центру поля допуска, математическому ожиданию значений выборочной характеристики, или же оценочному значению, прогнозируемому по результатам изучения предыстории процесса.
Параллельно ЦЛ на контрольной карте наносятся две линии – верхняя (ВКГ) и нижняя (НКГ) контрольные границы, называемые иногда границами регулирования. По существу, контрольные границы, указывающие момент разладки процесса, ограничивают диапазон неизбежного разброса значений выборочной характеристики, т.е. разброса, обусловленного неустранимыми в настоящее время обычными причинами, и позволяют судить, находится ли процесс в статистически управляемом состоянии или он подвергнут влиянию особых причин.
Кроме того, на контрольную карту в ряде случаев наносятся еще две дополнительные линии – верхняя (ВПГ) и нижняя (НВГ) предупреждающие границы, которые располагаются ближе друг к другу, чем ВКГ и НКГ.
Если значениям выборочной характеристики присуще одностороннее отклонение от ЦЛ, то используют контрольные карты с односторонними (верхними или нижними) границами [5].
Пример контрольной карты представлен на рис. 4.
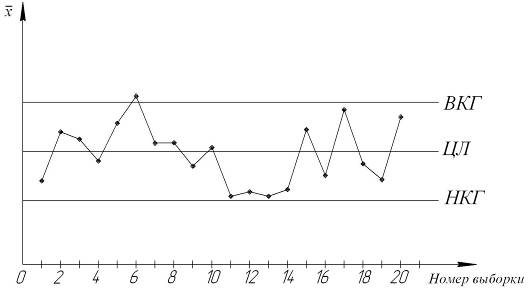
Рис. 4. Контрольная карта средних арифметических значений
На контрольной карте показаны средние арифметические значения (  ) для 20 последовательных выборок по 5 изделий каждая. Выборки берутся примерно через один час. Большинство точек на карте расположены около средней линии и находятся между двумя пунктирными линиями, которые называются контрольными пределами. Сигналом о возможной разладке технологического процесса могут служить:
) для 20 последовательных выборок по 5 изделий каждая. Выборки берутся примерно через один час. Большинство точек на карте расположены около средней линии и находятся между двумя пунктирными линиями, которые называются контрольными пределами. Сигналом о возможной разладке технологического процесса могут служить:
— выход точки за контрольные пределы (выборка №6);
— расположение группы последовательных точек около одной контрольной границы, но не выход за нее (выборка №11-14), что свидетельствует о нарушении уровня настройки оборудования;
— сильное рассеяние точек на контрольной карте относительно средней линии (выборки №15-20), что свидетельствует о снижении точности технологического процесса.
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Ввиду того что границы статистического регулирования (контрольные пределы) определяются статистическими методами, т.е. по результатам выборки, то возможны ошибки двух видов: поступает сигнал о нарушении технологического процесса, в то время как в действительности нарушение отсутствует (ошибка первого рода); сигнал о нарушении технологического процесса не поступает, в то время как нарушение имеет место (ошибка второго рода). Очевидно, на практике эти ошибки должны встречаться достаточно редко. Поэтому контрольные пределы стараются выбирать таким образом, чтобы минимизировать вероятности появления ошибок как первого, так и второго рода. Эти требования противоречивые, и уменьшение вероятности одной ошибки ведет к увеличению вероятности другой [6].
Преимущество контрольно карты – простота ее построения и применения. Она служит своевременным индикатором статистически управляемого процесса. Однако контрольная карта – только часть полной системы анализа процесса. С ее помощью можно предсказать момент, когда определенная причина изменит течение процесса, но для установления ее природы и корректировки процесса необходимо проводить независимое исследование [1].
|
из
5.00
|
Обсуждение в статье: Контроль по альтернативному признаку |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы