 |
Главная |


Технологическая схема производственного процесса
|
из
5.00
|


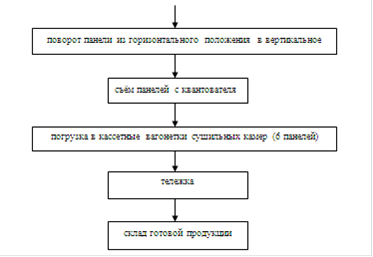
Рисунок 2 - Технологическая схема производства гипсобетонный панелей на основе гипсоцементно-пуццоланового вяжущего
Краткое описание технологической схемы производства.
Используется прокатный метод. Поступающие на завод сырьевые материалы хранятся в специальных складах. Системой шнеков, транспортеров и элеваторов материалы направляют к месту потребления. Составляют гипсобетонную массу в дозировочно-смесительном отделении. Поступающие сырьевые материалы загружают в металлические расходные бункеры. Дозируют компоненты гипсобетонной массы с помощью ленточных питателей, смонтированных под горловинами бункеров. Первое сухое смешивание осуществляется в приемном лотке, второе - в гипсобетономешалке непрерывного действия. Вода для затворения поступает в гипсобетономещалку из вододозирующего устройства. Прокатный стан придает гипсобетонной массе форму готовой панели.
При формовании панелей необходимо обеспечивать равномерное поступление гипсобетонной массы и распределение ее по плоскости формуемой панели; следить за тем, чтобы расход воды затворения был наименьшим, но достаточным для создания удобоподвижной формовочной массы. Всякий излишек воды снижает механическую прочность панелей, удлиняет срок сушки и увеличивает затраты тепла в сушилках.
Сушильные вагонетки рассчитаны на шесть панелей и состоят из двух соединенных друг с другом узколинейных тележек и опирающейся на них жесткой металлической рамы - кассеты.

Рис 2 Технологическая схема производства гипсобетонных панелей,
где:1 и 17 - траверсные тележки,2 - кассетная вагонетка,3 - мостовой кран,4 - опрокидыватель,
- промежуточный конвейер, 6 - вододозировочное устройство, 7 - скребковый транспортер, 8 - растворосмеситель непрерывного действия,
- укладчик, 10 - ленточные питатели, 11 - шнек, 12 - закладные элементы, 13 - промежуточный склад, 14 - верстак сборки каркасов, 15 - кран, 16 - склад готовой продукции, 18 - прокатный стан, 19 - сушилка.
Технологическое оборудование
Таблица 5 - Характеристика оборудования, оснастки и инструмента
| № пп | Наименование | Марка, тип, вид | Кол-во, шт | Основные показатели (производительность, мощность и.т.д.) |
| 1 | 2 | 3 | 4 | 5 |
| 1 | Комплекс подготовки производства | ТР 1.3 | 1 | Производительность 1-3 тонн/час. |
| 2 | Технологическая линия по производству бетона | РИФ - 1 | 1 | 300 м3 сутки |
| 3 | Крановое оборудование | Wehrhanh | 1 | Грузоподъёмность 1, 5 т. |
Методы измерений, испытаний и контроля
Контроль качества
Панели следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам и технологической документации, утвержденным в установленном порядке. Основные параметры и размеры.
Каждая партия поставляемых изделий должна соответствовать определенным техническим требованиям, в которые входят:
прочность бетона на сжатие
отпускная прочность
средняя плотность
влажность бетона
Таблица 6 - Карта входного контроля
| № п/п | Что подлежит контролю | Требования (по ГОСТ или другим НД) | Методы контроля | Вид контроля | Кто контролирует |
| 1 | 2 | 3 | 4 | 5 | 6 |
| ГЦПВ (гипсоцементно-пуццолановое вяжущее) | Тонкость помола, остаток на сите№2 не более 15% | ТУ21-31-62-89 | сито | Каждый замес | Инженер-лаборант |
| Сроки схватывания: начало- не ранее 4мин, конец - не позднее 20 мин | установка 16543 | Каждый замес | Инженер-лаборант | ||
| Предел прочности при изгибе, не менее 4МПа | измерительная установка типа НТЦ | Каждый замес | Инженер-лаборант | ||
| Предел прочности при сжатии половинок образцов - балок, не менее 10 МПа | НТЦ ЭЛТЕР | Каждый замес | Инженер-лаборант | ||
| Монтажные петли панелей | сталь класса А-1 марок ВСт3пс2, ВС3сп2, периодический профиль класса Ас-II марки 10ГТ | ГОСТ 5781 | Установка измерительная | Каждая партия | Инженер-лаборант |
| Щебень и гравий керамзитовый | Марка по насыпной плотности (мин-250, макс.-600) | ГОСТ 9757-90 | Установка измерительная | Каждая партия | Инженер-лаборант |
| Марка по прочности на сжатие П25-П200 | 1. | ||||
| Вода (7%) по ГОСТ 23732-79 | содержание солей не более 5000 мг/л | ГОСТ 18164-72 | Установка измерительная | 1 проба на 100 м3 | Инженер-лаборант |
| содержание, ионов SO4-2 не более 2700 мг/л | ГОСТ 4389-72; | 1 проба на 100 м3 | Инженер-лаборант | ||
| содержание, ионов Cl-1 не более 1200 мг/л | ГОСТ 4245-72 | 1 проба на 100 м3 | Инженер-лаборант |
Таблица 7 - Карта операционного контроля
| Технологические операции | Что подлежит контролю | Цель контроля | Периодичность контроля | Кто проводит контроль |
| погрузка заполнителей и цемента | Правильность распределения по бункерам, влажность песка и щебня | Обеспечения правильности состава | При загрузки | Мастер |
| Правильность дозирования воды | Два раза в смену | Лаборатория | ||
| Подача заполнителей и цемента | Взвешивание. Исправность затворов дозаторов | Обеспечения правильности дозировки | Раз в смену | Оператор, |
| Бетоносмеситель | Время и качество перемешивания | Получение однородной бетонной смеси | Каждый замес | Моторист |
| Соблюдение консистенции смеси | Не менее двух раз в смену | Лаборатория | ||
| Формование изделий | Формы и опалубки | Правильная сборка смазка форм, | Постоянный | Мастер |
| Бетонирование | Правильная укладкой и степень уплотнения смеси | Постоянный | Мастер | |
| Тепловлажностная обработка | Режим тепловлажностной обработки | Контроль t, влажность и продолжит/ тепловлажностной обработки | Постоянный | Мастер |
Таблица 8 - Карта выходного контроля
| № п/п | Что подлежит контролю | Кто проводит контроль | Периодичность (кол-во образцов взятых из партии) | НД | Показатель |
| 1 | Средняя плотность | Инженер-лаборант | 3 образца | ГОСТ 12730.1 | 1400 кг/м3 |
| 2 | Прочность на сжатие | Инженер-лаборант | 3 образца | ГОСТ 10180 | Не менее М50 |
| 3 | Отпускная прочность | Инженер-лаборант | 3 образца | ГОСТ 9574-90 | 3,5 МПа (35,7 кгс/см2). |
| 4 | Отпускная влажность | Инженер-лаборант | 3 образца | ГОСТ 12730.2 | Не более 14% |
|
из
5.00
|
Обсуждение в статье: Технологическая схема производственного процесса |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы