 |
Главная |


Использование контрольно-измерительных инструментов и приспособлений
|
из
5.00
|
| Инструменты с линейным нониусом (штангенинструменты) Штангенинструменты являются наиболее распространенными в машиностроении видами измерительного инструмента. Их применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин и т. д. К штангенинсгрументам относятся: штангенциркуль, штангенрейсмас и штангенглубиномер. Все штангенинструменты основаны на применении нониусов, по которым отсчитывают дробные доли делений основных шкал. | |
Штангенциркуль

| предназначен для измерения наружных и внутренних размеров, глубин и высот изделий и для разметки. |
Штангенглубиномер

| применяется для измерения глубины отверстий изделий, высот, расстояний до буртиков или выступов. |
Штангенрейсмус

| предназначен для разметки и измерения высоты изделий. |
| Микрометрические инструменты Устройство микрометрических инструментов основано на использовании принципа винтовой пары гайка – винт. Вращательное движение, например, винта связано одновременно с поступательным перемещением его относительно гайки. При одном полном обороте винта его продольное перемещение будет равно шагу резьбы. | |
Микрометры для наружных измерений

| Измерение размеров от 0 до 600 мм выпускаются по ГОСТу 6507-78. шкалы микрометра расположены на наружной поверхности стебля и на окружности скоса барабана. На стебле находится основная шкала. Шкала барабана (или круговая шкала) предназначена для отсчета сотых долей делений основной шкалы и разделена на 50 равных частей. Целое число миллиметров отсчитывают по нижней шкале стебля, половины миллиметров – по верхней шкале, а сотые доли миллиметра – по шкале барабана. |
Микрометрические нутромеры

| Выпускают согласно ГОСТу 10-75 с пределами измерения 50..10 000 мм. Как и у микрометра для наружных измерений, шаг резьбы винта нутромера равен 0,5 мм. |
Микрометрические глубиномеры

| Изготавливают по ГОСТу 7470-78 с пределом измерений 0..150 мм и с рабочим ходом винта 25мм. Служат для измерения глубины глухих отверстий и полостей |
| Рычажно-механические приборы Широко распространены в инструментальном производстве, т.к. они надежны в работе, имеют относительно высокую точность измерения и универсальны. Принцип действия основан на использовании специального передаточного механизма, который незначительные перемещения измерительного стержня преобразует в увеличенные и удобные для отсчета перемещения стрелки на шкале. К наиболее известным типам рычажно - механических приборов относятся индикаторы, рычажные скобы, рычажные микрометры и миниметры. | |
Индикаторы часового типа

| Выпускают по ГОСТу 577-68 с ценой деления 0,01 мм и пределами измерения от 0 до 10 мм в зависимости от типоразмера. |
Индикаторная скоба

| Применяется для измерения деталей 6-го и 7-го квалитетов. Диапазон измерения 0..25мм, обеспечиваемый за счет перемещения переставной пятки. |
Рычажный микрометр

| Устройство хвостовой части рычажного микрометра такое же, как и у обычного микрометра, с той лишь разницей, что в ней отсутствует трещотка. Механизм индикатора смонтирован в скобе и закрывается крышкой, в прорези которой помещена шкала с пределами точности от 0 до 0,020 мм в обе стороны. Цена каждого деления шкалы равна 0,002 мм. |
| Оптико-механические приборы. Для контроля режущих и измерительных инструментов сложной формы применяю т инструментальные микроскопы, оптиметры и проекторы. | |
| Инструментальные микроскопы (ГОСТ 8074-71) | Предназначены для линейных измерений по 2-ум прямоугольным координатам, а также для измерений углов, в том числе элементов резьбы. Они применяются для измерения элементов профиля шаблонов, переднего и заднего углов спиральных сверл и зенкеров, среднего диаметра, угла профиля и шага метчиков, угла наклона винтовой линии серл и разверток, угла заборного конуса метчиков и т.п. |
Оптиметр

| Измерительный прибор с ценой деления 0,001 мм – служит для линейных измерений методом сравнения. В соответствии с ГОСТом 5045-75 выпускаются оптиметры вертикальные – с вертикальной осью для наружных измерений(наибольшая высота измеряемой детали 180мм) и горизонтальные – с горизонтальной осью для наружных и внутренних измерений. Шкала оптиметра имеет по 100 делений в обе стороны от нуля. Цена деления – 0,001мм, предел измерения по шкале прибора составляет ±0,1 мм. |
| Калибры. Называются бесшкальные измерительные инструменты, предназначенные для проверки размеров, форм и взаимного расположения частей деталей. По назначению калибры подразделяются на рабочие (Р-ПР и Р-НЕ) – для проверки размеров деталей рабочим и ОТК завода-изготовителя; приемные (П-ПР и П-НЕ) – для проверки размеров деталей представителями заказчика; контрольные (К-ПР, К-НЕ, К-П, К-И) - для контроля размеров рабочих и приемных калибров или для установки регулируемых скоб. По конструктивным признакам различают калибры : нерегулируемые (жесткие), регулируемые, однопредельные, двухпредельные. В зависимости от контролируемых элементов деталей различают калибры для контроля: отверстий; валов; наружных и внутренних резьб; шлицевых валов и втулок; уступов, длин и высот; взаимного расположения элементов деталей; конусных отверстий и наружных конусов. | |
| Калибры для контроля цилиндрических деталей | |
Калибры-пробки

| Применяют для контроля размеров от 0,1 до 3150 мм деталей с допуском от IT6 до IT17. По конструктивным признакам различают калибры нерегулируемые, регулируемые, полные и неполные пробки, нутромеры и др. конструкции калибров-пробок по ГОСТам 14807-69…14827-69, 11736-72…17742-72. Контролируют ширину пазов. |
Калибры-скобы

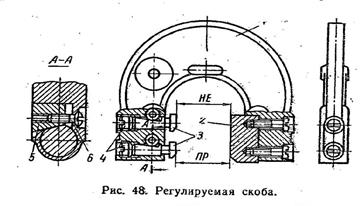
| Конструкции по ГОСТам 2216-68, 18355-73 и 18368-73. Кроме жестких применяют регулируемые скобы для контроля валов диаметром до 350мм. Контролируют длину и ширину уступов |
| Калибры-шаблоны | Для контроля размеров уступов, глубин и высот. Конструкции калибров разнообразны и зависят от метода контроля. Различают контроль методами вхождения, просвета, надвигания и рисок. |
Калибры для контроля резьб.
Назначение, характеристика и конструкция калибров для контроля метрических резьб регламентируются стандартами.
В соответствии с ГОСТом 18107-72 контроль резьбы сводится к следующему:
1) Проверка свинчиваемости, наличие которой показывает, что предельные размеры всез 3-х диаметров резьбы болта не больше, а гайки – не меньше теоретических и что ошибки шага и угла профиля компенсированы изменением среднего диаметра.
2) Проверяют качество резьбы, при этом контролируются вторые предельные размеры диаметров с целью установления, что их отклонения превышают допустимых.
3) 
| |
| Калибры для контроля внутренней резьбы | Представляют собой двусторонние или односторонние пробки |
| Калибры для контроля наружных резьб | Изготавливают в виде резьбовых колец или роликовых скоб. Допуски на изготовление резьбовых калибров для метрической резьбы установлены ГОСТом 18107-72 раздельно на каждый параметр. |
Калибры для контроля шлицевых и шпоночных соединений

| Поэлементные калибры предназначены для контроля отдельных элементов шлицевого профиля: наружных диаметров вала и отверстия D, внутренних диаметров вала и отверстия d, толщины зубьев вала и ширины впадины b. При комплексном контроле проверяются погрешности формы и взаимного расположения элементов шлицевого профиля отверстий и валов. Контроль осуществляется специальными комплексными шлицевыми калибрами- пробками и калибрами-кольцами, которые применяются как проходные калибры. В шпоночных соединениях контролю калибрами подвергаются: диаметры вала и отверстия, ширина шпоночной канавки на валу и во втулке, размер отверстия D + t (где t - глубина паза), а размер вала D – t и асиметричное расположение шпоночного паза |
Калибры для контроля конических деталей

| Контроль гладких конических деталей осуществляется с помощью калибров по их осевому перемещению относительно детали и направлен на ограничение отклонений бозовых расстояний. Требования к конструкции калибров для контроля конусов регламентируются ГОСТом 2849-77. Калибры для контроля наружных и внутрен6них конусов представляют собой конические пробки и втулки, имеющие риски или уступы, расстояние h между которыми равняется допустимому отклонению базового расстояния. |
Щупы
Для определения величины зазоров применяют щупы (рис. 18, а). Точность определения величины зазора 0,01 мм. Согласно ГОСТу 882-64 щупы изготовляются двух классов точности (с отклонениями от +5 до +15 мкм для 1-го класса и от +8 до +25 мкм — для 2-го класса) и выпускаются в семи наборах.

| |
| Основные типы штриховых измерительных инструментов | |
| Линейки измерительные (масштабные). | Изготовляются с пределами измерений L = 150, 300, 500 и 1000 мм. Цена делений линейки обычно 1 или 0,5 мм. Точность измерений 0,5 мм. |
| Метры складные металлические. | Складной метр по существу является измерительной линейкой. Он состоит из десяти частей по 100 мм каждая, соединенных между собой шарнирами. Приемы измерения складным метром те же, что и линейкой. Точность измерений не более 1 мм. |
| Ленточный метр. | Представляет собой стальную желобчатую ленту, на которой нанесены деления через 1 мм. Лента заведена в футляр, из которого она вручную выдвигается и затем вводится вновь. Точность измерений 0,5 мм. Ленточные метры изготовляются длиной 1 и 2 м. |
| Измерительные рулетки. | Измерительная линейка в виде стальной ленты наматывается на ось и заключается в футляр. Длина лент рулеток 2, 5, 10, 20, 30 и 50 м. Рулетки с длиной, лент до 5 м имеют обычно миллиметровые шкалы, а более длинные — сантиметровые. |
| Специальные кронциркули, нутромеры и толщиномеры со шкалой Для измерения толщины стенок в труднодоступных местах применяют специальные кронциркули со шкалой, по которой и определяется раствор ножек А. Нутромерами со шкалой удобно измерять диаметры внутренних канавок и полостей. | |
Нутромеры нормальные и пружинные

| Точность измерения нутромером ±0,5 мм. Если снимать размер ножек нутромера не линейкой, а с помощью штангенциркуля, то точность измерения может быть повышена до ±0,1 мм. |
Кронциркули нормальные и пружинные

| Применяются для измерения охватываемых поверхностей. Точность измерения кронциркулем от 0,2 (квалифицированный рабочий) до 0,5 мм. Если кронциркуль устанавливать не по линейке, а по точному шлифованному валику, то точность измерения может быть повышена примерно до 0,05— 0,1 мм. |
|
из
5.00
|
Обсуждение в статье: Использование контрольно-измерительных инструментов и приспособлений |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |
Популярное:
Как распознать напряжение: Говоря о мышечном напряжении, мы в первую очередь имеем в виду мускулы, прикрепленные к костям ...
Личность ребенка как объект и субъект в образовательной технологии: В настоящее время в России идет становление новой системы образования, ориентированного на вхождение...

©2015-2024 megaobuchalka.ru Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. (4196)
Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы