 |
Главная |


РАЗБОРКА И ДЕФЕКТОВКА РЕДУКТОРА
|
из
5.00
|
При ревизии и ремонте редукторов в части методики рекомендуется пользоваться заводским руководством МО-12—66, выпуска 1966 г. (НЗЛ). Перед дефектовкой деталей редуктор необходимо разобрать, очистить от грязи, шлама и прочих отложений, промыть керосином.
К основным проверкам при дефектовке редуктора относятся:
1) проверка на параллельность и скрещивание осей вала зубчатой передачи;
2) проверка контактных поверхностей зубьев зацепления колеса и шестерни;
3) контроль осевого разбега шестерни;
4) проверка наличия механических дефектов на зубьях;
5) проверка состояния вкладышей подшипников;
6) проверка шеек зубчатой пары.
Для проверки на параллельность необходимо измерить мерительными плитками или калибрами (рис. 24) расстояния между контрольными буртами зубчатых венцов колеса и шестерни со стороны турбины и со стороны нагнетателя с точностью до 0,01 мм. Сравнить полученные данные с паспортными; допустимое отклонение по параллельности не более 0,03/1000 мм.
Расстояние между осями можно также измерить при помощи штихмасса или шаблона, сделанного из проволоки 05—7 мм; шаблон подгоняется путем расклепки и припиловки концов с последующим измерением микрометром. Измерив микрометром диаметры валов в плоскости измерения штихмассом и зная расстояние между валами колеса и шестерни, можно определить взаимоположение осей зубчатой передачи.
Для проверки на скрещивание осей зубчатой передачи необходимо измерить уклоны на шейках колеса и шестерни со стороны нагнетателя при помощи уровня длиной около 100 мм с ценой деления 0,02—0,05 мм на 1000 мм (рис. 25). Перед измерением шейки валов должны быть протерты насухо, риски, царапины, забоины зашлифованы. Показания уровня на одних и тех же местах шеек при повороте уровня на 180° должны совпадать. В случае несовпадения показаний необходимо брать полусумму значений двух измерений с направлением уклона в сторону большого показания уровня. Разность значений уклонов на шейках колеса и шестерни определяет скрещивание осей зубчатой передачи, которое не должно превышать 0,03/1000 мм по уровню.
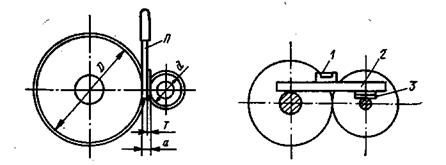
Рис. 24. Измерение расстояния меж- Рис. 25. Проверка скрещивания осей
ду буртами с помощью калибров. по уровню с линейкой.
D и d — диаметры контрольных буртов; 1 — уровень; 2 — линейка; 3 — набор пли-
П — плоский калибр; Т — щуп. ток, равный полуразности диаметров
шеек.
Перед проверкой контактных поверхностей зубьев зацепления: колеса и шестерни риски и забоины зашлифовать мелкой шкуркой. Контроль осуществляется при помощи краски (берлинской лазури), нанесенной тонким слоем на поверхность зубьев шестерни. После проворачивания зубчатой пары по отпечаткам краски на зубьях колеса можно определить местоположение и размеры контактной поверхности зубчатого зацепления.
В процессе дефектовки зубчатой пары редуктора проверяют также осевые разбеги валов колес в упорных подшипниках и разбег шестерни по колесу. По значению разбега шестерни (в шевронных передачах) можно определить боковой зазор между зубьями зубчатой пары, который оказывает влияние на работу зацепления. Малые боковые зазоры ведут к задирам зубьев из-за ненормальной смазки зацепления, а также к интенсивному износу зубьев. Увеличенный боковой зазор вызывает повышенный шум в. редукторе. Боковой зазор в редукторах НЗЛ определяют по формуле
С = (0,1÷ 0,13) m,
где т — модуль нарезки зубьев.
Боковой зазор проверяют индикатором путем измерения разбега шестерни, как показано на рис. 26. Индикатор устанавливается, на разъеме корпуса редуктора и измерительной лапкой упирается в торец шестерни. Производя осевые перемещения шестерни из одного крайнего положения в другое, при неподвижном колесе снимают показания индикатора.
Боковой зазор в нормальном сечении
 ,
,
где С'п — боковой зазор в нормальном сечении; С0 — осевой разбег, измеряемый по индикатору; р — угол наклона зубьев шестерни
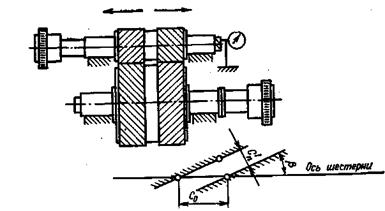
Рис. 26. Схема контроля осевого разбега шестерни.
Боковой зазор в нормальном сечении должен находиться в следующих пределах
| Модуль в нормальном сечении | Допустимые боковые зазоры, мм | |
| 2,0 | 0,2—0,26 | |
| 2,5 | 0,25—0,33 | |
| 3,0 | 0,30—0,40 | |
| 3,5 | 0,35—0,46 | |
| 4,0 | 0,40^0,52 | |
| 5,0 | 0,50—0,65 | |
| 6,0 | 0,60—0,78 |
Контроль боковых зазоров в зацеплении посредством свинцовых: оттисков запрещается.
К основным дефектам зубьев колеса и шестерни относятся поломка, выкрашивание, пластическая деформация.
Поломка зубьев может произойти от образования усталостных. трещин, от ударных нагрузок, при попадании между зубьями посторонних предметов. Обычно трещины появляются у корня и развиваются перпендикулярно к поверхности зуба. В выявлении трещин при дефектовке зубчатых передач хорошо зарекомендовал себя в условиях КС индукционный метод дефектоскопии.
Выкрашивание характеризуется появлением на рабочих поверхностях зубьев небольших углублений — оспин (питтингов). Питтинги считаются наиболее опасным видом износа, при котором зубчатые пары для дальнейшей эксплуатации не пригодны. Причинами появления питтинга могут быть непараллельность и скрещивание осей зубчатой передачи, попадание твердых частиц вместе с маслом, 'большая разница в зазорах вкладышей, которая допускает появление значительной несоосности зубчатой пары при работе под нагрузкой, снижение вязкости масла смазки, неправильный ввод машины в эксплуатацию (полное нагружение машиины при первых пусках и отсутствие постепенной приработки зацепления). Способами, описанными при дефектовке турбоблока, произвести дефектовку шеек валов и подшипников редуктора.
По краске и щупу толщиной 0,03 мм проверить прилегание вкладышей в расточках, прилегание верхнего бугеля вкладышей к корпусу. Проверить состояние баббита вкладышей. Определить верхний зазор между шейкой вала и вкладышем и сравнить с паспортными данными.
Шейки зубчатой пары не должны иметь рисок, натиров, забоин. Эллипсность и конусность шеек не должны превышать 0,015 мм. Биение шеек не более 0,01 мм. Все выявленные дефекты записать в ведомость объема работ.
|
из
5.00
|
Обсуждение в статье: РАЗБОРКА И ДЕФЕКТОВКА РЕДУКТОРА |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы