 |
Главная |


ОЧИСТКА И ПРОМЫВКА ДЕТАЛЕЙ И МАСЛОПРОВОДОВ
|
из
5.00
|
В процессе разборки и дефектовки турбоагрегата его узлы и детали необходимо очистить и промыть, так как чем чище детали, тем легче выявить в них дефекты. Очистка и промывка загрязненности деталей улучшает также санитарные условия ремонта. Очистка и промывка производится также при подготовке деталей к восстановлению или окраске. Способ очистки зависит от вида и степени загрязненности детали. При ремонте газотурбинных установок в условиях КС применяют механический способ и промывку различными растворами.
При механическом способе очистки ржавчина, окалина, старая краска, отвердевшие наслоения масла и другие отложения снимаются с деталей шаберами, щетками, механизированными шарошками, роторными машинками и другими переносными приспособлениями. Этим способом очищают детали проточной части турбины, камеры сгорания, разъемы корпусов, регенераторы, поверхности оборудования, корпусов турбоустановки и трубопроводов перед покраской.
Детали машины промывают в керосине или соляровом масле. Для этого используют противни, изготовленные из листового железа. Особое внимание обратить при промывке вкладышей подшипников на очистку каналов подвода масла и на другие труднодоступные места.
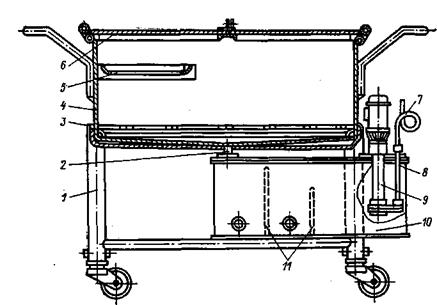
Рис. 29. Передвижная моечная машина.
1 — тележка; 2 — патрубок; 3 — сетка; 4 — ванна; 5 — полка; 6 — крышка; 7 — бензостойкий шланг; 8 —труба; 9 —электронасос; 10 — бачок; 11 — перегородки отстойника.
Для механизации этого трудоемкого процесса применяют передвижные моечные машины, в которых детали промывают струей из насоса. На рис. 29 показана передвижная моечная машина, состоящая из тележки 1 с закрепленной ванной 4, в нижней части которой установлена сетка 3. Для промывки мелких деталей на боковой стенке ванны служит полка 5. Ванна закрывается крышкой 6.Через патрубок 2загрязненная жидкость сливается в бачок 10,в котором перегородки 11 из мелкой сетки образуют отстойники. Электронасос 9по трубе и бензостойкому шлангу 7 нагнетает жидкость для промывки деталей.
После промывки вкладыши, зубчатые муфты, элементы системы регулирования и другие ответственные детали необходимо протереть насухо чистыми салфетками. Керосином или соляровым маслом также промывают картеры подшипников.

|
|
После вскрытия машины полная очистка лопаточного аппарата производится 5%-ным раствором тринатрийфосфата, подогретого до 80—90°С, или керосином. Работа эта выполняется вручную щетками и салфетками и очень трудоемка. Поэтому большое значение имеет механизация этого процесса, заключающаяся в следующем. На загрязненные лопатки, бочку и статор компрессора через специальный струйный инжектор подается маршаллитовая пульпа (1 часть маршаллита и 3 части горячей воды). Схема очистки ротора осевого компрессора показана на рис. 30. После очистки проточную часть осевого компрессора просушить сжатым воздухом.
Самая трудоемкая операция — очистка маслоохладителей и маслопроводов. При очистке маслопроводов и масляных полостей маслохолодильников применяют дихлорэтан, трихлорэтилен и тринатрийфосфат. Отдельную секцию маслопровода заглушают с одной стороны деревянной пробкой, заполняют на 2/з объема дихлорэтаном или трихлорэтиленом и заглушают такой же деревянной пробкой с противоположной стороны. После этого секцию в течение 15—20 мин взбалтывают и затем, слив жидкость в специально отведенную для этого емкость — сборник, промывают трубу горячей водой до тех пор, пока взятая в пробирку проба при смешении с 2—3 каплями 10%-ного азотнокислого серебра не будет изменять свою окраску и прозрачность, что указывает на отсутствие растворителя. Очистка секции маслоохладителя производится аналогично. После очистки трубы и маслоохладители сушат сжатым воздухом, смазывают чистым маслом и заглушают до сборки. При использовании дихлорэтана и трихлорэтилена необходимо помнить, что они чрезвычайно ядовиты. Поэтому при работе с ними необходимо обеспечить приточно-вытяжную вентиляцию и работать в противогазах.
Промывка с использованием 5%-ного раствора тринатрийфосфата может выполняться двумя способами.
1. Промывка с полной разборкой маслосистемы. В специально изготовленную ванну (габаритные размеры ее выбираются исходя из размеров наибольшей секции) заливают 5%-ный раствор тринатрийфосфата, температура которого должна поддерживаться в пределах 70—80°С. В эту ванну укладывают секции разобранного маслопровода и выдерживают в течение 30 мин. После этого секции вынимают, промывают горячей водой до нейтральной реакции по фенолфталеину и сушат сжатым воздухом. Готовые секции смазать чистым маслом и заглушить с обеих сторон до сборки. Трубные пучки маслоохладителей при этом способе очистки погружают в раствор на 6—8 ч.
2. Очистка без разборки маслосистемы. Вначале необходимо подготовить схему прокачки. Система гидродинамического регулирования при этом отключается. Очистку и промывку ее необходимо производить индивидуально с полной разборкой всех узлов и трубок. При этом применение водного раствора тринатрийфосфата нежелательно, а предпочтительно применять керосин.
Вкладыши подшипников, во избежание корродирования баббитовой заливки от контакта с тринатрийфосфатом, необходимо удалить. Для подогрева раствора тринатрийфосфата смонтировать на маслобаке ТЭНы или подсоединить в систему циркуляции масла бачок — теплообменник вместимостью 0,5—1 м3 со змеевиком, через который проходит горячая вода из системы отопления.
Циркуляция моющей жидкости происходит по схеме маслобак — маслонасосы — инжекторы — маслоохладители — напорные трубопроводы — картеры подшипников турбины, редуктора, центробежного нагнетателя — сливные трубопроводы.
Сначала в течение 8—10 ч весь контур необходимо промыть горячей водой. Затем систему заполняют 5%-ным раствором тринатрийфосфата и прокачивают с подогревом всего контура до 70—80°С. Затем раствор заменяют свежим и повторяют 8-часовую прокачку. При этом сливная труба должна располагаться в маслобаке так, чтобы она была заполнена раствором на все сечение.
После окончания прокачки и слива грязного раствора всю систему необходимо несколько раз промыть горячей водой до нейтральной реакции по фенолфталеину. Затем воду сливают и систему промывают чистым маслом с подключенной центрифугой. После полного удаления воды из системы использованное масло слить и направить на регенерацию.
В условиях КС применение тринатрийфосфата для промывки маслосистем предпочтительнее по сравнению с дихлорэтаном, так как он менее дефицитен, непожароопасен, способствует образованию защитной фосфатной пленки на очищенных поверхностях. Однако при гидролизе тринатрийфосфата образуется щелочь, поэтому при работе по промывке необходимо соблюдать правила техники безопасности при работе со щелочами.
Трубки пучков маслохолодильников на водяной стороне в процессе работы покрываются отложениями карбонатов кальция и магния, толщина которых зависит от временной (карбонатной) жесткости воды. Эти отложения сильно уменьшают эффективность теплообмена, что сказывается на режиме работы всей турбоустановки.

|
Рис. 31. Схема соединений при химической очистке масляной системы.
М — маслоохладитель; Н — насос; Б— бак.
Водяную полость очищают, от отложений солей механическим и химическим путем.
Механическую очистку производят с помощью металлического прутка-шомпола со специальной насадкой — спиральным пером, приводящимся во вращение ручной пневмодрелью. В пространство между шомполом и трубкой подается вода для вымывания снятых отложений. После полного удаления накипи трубки необходимо еще раз прочистить шомполом с намотанной на конце хлопчатобумажной обмоткой. Механический способ очистки пучков маслоохладителей трудоемок и непроизводителен. К тому же не исключена возможность повреждения трубок пером при неосторожном обращении.
Более прогрессивен химический способ очистки 3%-ным раствором ингибированной соляной кислоты. Ингибитором могут быть столярный клей, уротропин, формалин, фурфурол. На 1 л раствора добавляют 2 г ингибитора. Температура раствора при очистке должна быть около 30°С. На рис. 31 показана установка, применяющаяся на КС для химической очистки водяной полости маслоохладителя. Установка состоит из бака вместимостью 100 л, кислотного насоса с подачей 3—5 м3/ч и напором 15— 40 м, резиновых шлангов разного диаметра. Шланги диаметром 30—40 мм используются для прокачки раствора, а диаметром 15—25 мм —для отвода выделяющихся углекислых газов.
Для очистки одного маслоохладителя типа М8 при толщине отложений 0,5—1,5 мм, как показал опыт, требуется 20 л 18%-ной соляной кислоты, растворенной в 100 л воды. Раствор готовится в следующей последовательности: в баке с водой тщательно растворяется ингибитор, затем при постоянном перемешивании, заливают соляную кислоту. При недостаточном перемешивании может остаться неингибированная соляная кислота, от которой корродируют латунные трубки маслоохладителя. Химическая очистка производится в течение 20—25 мин при непрерывной циркуляции моющего раствора. Холодильник при этом должен быть отключен задвижками от водопроводов системы охлаждения. После очистки вентили на кислотных линиях закрываются и маслоохладитель в течение 2—3 мин промывают водой из системы водоснабжения. После этого схема разбирается.
Для проверки плотности очищаемого холодильника из него берут анализ масла на содержание воды до очистки. Эту проверку повторяют ежедневно в течение первой недели эксплуатации.
При работе с кислотой необходимо соблюдать правила по технике безопасности: бутыль с кислотой в обрешетке два рабочих переносят не выше 10—15 см от пола. Рабочие должны быть в спецодежде (сапоги, резиновые перчатки и фартук, защитные очки). На месте производства работ должен иметься запас кальцинированной соды (10—15 кг) для нейтрализации пролитой на пол кислоты, а также 1%-ный раствор питьевой соды для полоскания рта и нейтрализации попавшей на кожу тела или одежду кислоты.
Кислоту, попавшую на кожу или в глаза, необходимо немедленно обильно смыть прохладной водой, а затем пораженные участки промыть 1%-ным раствором питьевой соды.
|
из
5.00
|
Обсуждение в статье: ОЧИСТКА И ПРОМЫВКА ДЕТАЛЕЙ И МАСЛОПРОВОДОВ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы