 |
Главная |


РЕМОНТ ВАЛОПОВОРОТНОГО УСТРОЙСТВА
|
из
5.00
|
При ремонте валоповоротных устройств обычно приходится заменять дефектные резиновые пальцы муфты, опиливать и пришабривать зубья шестерни-гайки, заменять шестерню-гайку, червячную пару и шарикоподшипники, уплотнительные кольца, настраивать конечный выключатель. Резиновые пальцы муфты обычно заменяют при проведении плановых ремонтов через 7—8 тыс. ч работы турбоагрегата. Они изготавливаются из резинового шнура диаметром 8 мм. Задиры, забоины, заусеницы на зубьях шестерни-гайки зачищаются шабровкой и опиловкой личным напильником. При этом торцовой поверхности шестерни-гайки придается скругленная, несколько конусная форма для обеспечения плавности зацепления с шестерней ротора.
При зачистке зубьев следует обратить внимание на сохранность одинаковой толщины зубьев и контакта в зацеплении. При наличии на поверхности червяка и червячной шестерни глубоких царапин и любых трещин червячную пару меняют. При установке новой червячной пары нужно по краске проверить прилегание зубьев, зазор в зацеплении, бой шестерни, который не должен превышать 0,02—0,04 мм. Размеры зазоров и прилегания зубьев приведены в § 5.5, а также в рабочих чертежах и паспорте турбоагрегата.
При отсутствии правильного касания в зацеплении зубьев, если добиться его невозможно перемещением шестерни, а также при наличии неровностей на рабочих поверхностях зубьев последние пришабривают. После достижения нормального зацепления зубьев производится обкатка пары с помощью пасты ГОИ. Применять для этой цели наждачный порошок запрещается, так как зерна наждака впрессовываются в рабочую поверхность зубьев и вызывают ускоренный износ червячной пары при эксплуатации. При сборке пары проконтролировать соблюдение радиального и осевого зазоров.
В случае замены шестерни-гайки производится подгонка шлицевого соединения для свободного перемещения шестерни. Шестерня-гайка должна надежно удерживаться в зажимах.
Шарикоподшипники валоповоротного устройства заменяют в случае разрушения или износа, признаком которого является увеличение радиальных зазоров. После сборки валоповоротное устройство необходимо опробовать в работе. Перед опробованием настраивают конечный выключатель и проверяют действия рукоятки. При включении и отключении валоповорота рукояткой не должно быть заеданий.
РЕМОНТ РЕГЕНЕРАТОРОВ
Путем отсасывания воздушным инжектором очистить регенератор от заносов грязи, ржавчины, окалины и т. п. Обнаруженные трещины в корпусе и в местах приварки спаренных листов к гребенке воздухоподогревателя заваривают по следующей технологии. Концы выявленных травлением трещин засверлить. Высокооборотной шлифовальной машинкой с узким кругом выбрать место трещины до здорового металла. Полнота выборки трещин определяется травлением. Угол скоса кромок при выборке трещин должен быть 10—30° при овальном основании разделкой с шириной его не менее 10 мм. Выборки, подготовленные к заварке, не должны иметь острых углов и резких переходов. Трещины заваривают электродами типа ЭА-15 марки ЦТ-15 (ГОСТ 10052-75).
Сварочный ток выбирается в зависимости от диаметра электрода.
| Диаметр электрода, мм | Ток сварки, А |
| 4 5 | 80—100 100—140 150—180 |
Сварку ведут узкими валиками без перегрева прилегающих к ним мест. Высота валика должна быть не более 5 мм, а ширина не более трех диаметров электрода. В процессе сварки тщательно осматривают зону сплавления шва с основным металлом на отсутствие в ней трещин. Контроль осуществляется травлением шлифованной поверхности. Особенно внимательно необходимо отнестись к заварке трещин в местах сварки листов с гребенкой в связи с опасностью прожога тонких листов пакета. В этом случае сварка небольшим сварочным током начинается от тела гребенки, сварной шов постепенно участками около 50 мм ступенчато накладывается на трещину в тонких местах.
При прогаре пакетов и больших утечках воздуха регенератор ремонту не подлежит и должен быть заменен новым. В случае невозможности приобретения новых регенераторов для восстановления мощности турбоагрегата рекомендуется перевод ГТУ на безрегенеративный цикл по проектам, разработанным ПО Союзоргэнергогаз.
Высокое качество при сварке тонких парных листов пакетов дает применение аргонно-дуговой сварки. Поэтому применение этого метода сварки предпочтительно. После окончания сварочных работ регенератор еще раз опрессовывается. После окончания ремонта заглушки снимают и собирают фланцевые соединения. Корпус регенератора должен быть надежно защищен теплоизоляцией согласно проекту. Повреждение теплоизоляции вызывает неравномерность охлаждения отдельных элементов регенератора, что способствует образованию трещин.
РЕМОНТ МАСЛОСИСТЕМЫ
Под ремонтом маслосистемы подразумевается ремонт маслобака, маслоохладителей, пускового и резервного маслонасосов, насосов уплотнения, запорной арматуры (вентили, краны, задвижки, обратные клапаны), маслопроводов регулирования, смазки и уплотнения, сливных трубопроводов, инжекторов.
При ремонте маслосистему очищают от шлама и других отложений. Способы очистки подробно описаны в § 5.6. После разборки и зачистки фланцевых соединений проверить параллельность фланцев. При наличии перекоса фланцы выравниваются путем подогрева трубы с выпуклой стороны вблизи фланца на 300—400°С.
После остывания еще раз проверить параллельность фланцев. Если параллельность не восстанавливается, то фланцы припилить. Трубу после подогрева или опиловки необходимо изнутри очистить.
Сборка маслопроводов после очистки и ремонта производится на прокладках из прокладочного картона марки А (ГОСТ 9347-74), промазанных шеллаком или бакелитовым лаком. Внутренние диаметры прокладок вырезают больше диаметра зеркала фланца на 2—3 мм. Во избежание попадания шеллака или бакелита в трубопровод необходимо вокруг внутреннего диаметра оставить несмазанной полоску шириной 4—5 мм.
Ремонт маслобака. Сетки фильтров запаять в местах разрывов. При больших повреждениях сетки заменить на новые. При установке сетки на рамку необходимо, чтобы она плотно прилегала к рамке. Поврежденные уплотнения крышек люков маслобака заменить. Сделать ревизию всего крепежа крышек люков. При обжатом крепеже люков маслобак должен быть герметичен.
Ремонт маслоохладителя. При ремонте маслоохладителей в основном приходится ремонтировать трубные пучки. Выявленные при опрессовке дефектные трубки с трещинами частично или полностью заменяют. Допускается эксплуатация маслохолодильников с числом отглушенных трубок, составляющим не более 8% от общего числа. Трубки заглушают с обеих сторон в трубных досках конусными пробками, изготовленными из меди, алюминия, латуни или мягкой стали.
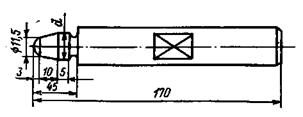
При неплотности между трубками и трубной доской завальцевать эти трубки роликовой вальцовкой или специальными оправками—вальцовками—с диаметром d трех размеров: 12,4; 12,8 и 13,2 мм (рис. 63), которыми пользуются последовательно, начиная с меньшего. Оправки изготавливают из инструментальной стали марки У7 или У8 и закаливают в масле с последующим отпуском при температуре 225°С.
Отложения солей и другие загрязнения трубки с внутренней стороны (водяная полость) очищают механическими способами, которые подробно описаны в § 5.6. После очистки секцию опрессовать.
|
Рис. 63. Оправка для вальцовки трубок маслоохладителей
Трубки маслоохладителей заменить в такой последовательности:
1) высверлить завальцованные концы трубок в трубных досках; 2) вынуть дефектные трубки; 3) способом развертывания очистить в трубных досках отверстия; 4) заготовить новые трубки; 5) трубки установить в пучок и развальцевать.
Во избежание повреждения отверстий в трубных пучках сверло выбирают на 0,4—0,5 мм меньше диаметра отверстия доски. После высверловки трубку выбить через круглую выколотку. Перед установкой новой трубки отверстие в трубной доске необходимо зачистить до металлического блеска и обработать разверткой, так как наличие грязи, заусениц, забоин, окалины и т. п. может ухудшить качество развальцовки и снизить герметичность соединения. Длина новых трубок выбирается с учетом удлинения при развальцовке на 1,5—2 мм короче действительного размера.
Новые трубки в трубных досках вальцуют специальными роликовыми вальцовками, принцип работы которых заключается в раскатывании внутренней поверхности трубок стальными калеными роликами, прижимаемыми к стенкам конусным веретеном. Вальцовки вращаются тихоходной пневмодрелью. Развальцовка трубок требует определенных навыков и опыта, так как при чрезмерном усилии на вальцовку на концах трубок могут образоваться трещины.
После развальцовки концы новых трубок должны выступать над трубной доской на 0,2—0,3 мм. Для подрезки трубок используются тупо заточенное сверло или напильники. Выступающие концы трубок после подрезки для обеспечения плотности необходимо разбортовать оправкой.
После окончания этих операций все трубки пучка продуть сжатым воздухом для удаления опилок и стружки. Для определения плотности соединения внутренней крышки маслоохладителя и плотности водяной полости трубного пучка необходимо провести гидравлические испытания. Внутренняя крышка соединяется с трубной доской по рискам на прокладке из паронита. Шайбу под головки болтов изготовляют из красной меди и отжигают. Между фланцами поставить резиновую прокладку. Для опрессовки пучка используют крышку маслоохладителя, оборудованную манометром и вентилем с трубкой для подвода воды. Трубный пучок заполняют водой и опрессовывают давлением 4 кгс/см2 в течение 20— 30 мин.При отсутствии протечек, не снимая внутренней крышки, установить трубный пучок в корпус маслоохладителя на прокладках из картона или паронита и подсоединить к маслопроводам.
Ремонт винтового маслонасоса.Мелкие царапины на винтах и баббитовой заливке корпуса насоса зачистить шабером и шлифовальной шкуркой. Шейки винтов шлифуют на токарном станке. При наличии выработки подпятников заменить их на новые.
Винты с задирами на винтовой нарезке и шейках заменить на новые. В случае обнаружения отставания или выкрашивания баббита, а также увеличенных зазоров весь насос в сборе необходимо отправить на ремонт на завод или кустовую ремонтную базу с приложением дефектной ведомости.
Перед сборкой насоса винты смазать маслом и вставить в корпус только по маркировке. Измерить зазоры в зацеплении винтов и по окружности. Установить торцовую крышку с подпятниками и самоподжимные сальники, проверить и убедиться в свободном вращении винтов от руки.
В блоке клапанов насосов проверить плотность прилегания предохранительного и обратного клапанов. При необходимости притереть их с применением алмазной притирочной пасты. Пружины с трещинами заменить на новые. Собранный насос опробовать. Он должен развивать требуемые подачу и напор и не иметь утечек.
Ремонт пускового и резервного маслонасосов.Нарушение нормальной работы лопастных насосов проявляется в снижении их подачи, в скачках развиваемого напора, в появлении повышенного шума и стука. Наибольшему износу обычно подвергаются ротор, лопатки, сальники, подшипники.
Корпус насоса при ремонте очистить внутри и снаружи, все детали промыть и продуть сжатым воздухом. Износ отдельных мест внутренней полости корпуса устраняется наплавкой металла с помощью электросварки с последующей пригонкой под чертежный размер механической обработкой. Риски, забоины и вмятины на плоскостях разъемов устраняют зачисткой шабером. При эксплуатации насосов возможен износ шеек, искривление или поломка вала. Искривление вала происходит в результате выхода из строя подшипников или ударов частей ротора о неподвижные детали насоса.
Износ шеек валов может происходить из-за появления рисок, задиров, коррозионных каверн, отсутствия смазки и по другим причинам с последующим выходом из строя подшипников. Поломка вала, как правило, наблюдается в местах перехода вала с диаметра посадочного места на диаметр шейки вала. Поломка происходит в результате концентрации местных напряжений. Поломанные валы заменяют на новые.
Восстановление изношенных шеек вала в зависимости от степени износа осуществляется следующими способами: до 0,3 мм — электролитическим хромированием; от 1,5 до 2,0 мм — электролитическим железнением; от 2,0 до 3,0 мм—ручной газовой наплавкой.
Нарушенная резьба на валу восстанавливается резцом. Если повреждения значительны, то этот участок вала протачивают до основания резьбы, затем наплавляется, обрабатывают и нарезают новую резьбу. Поврежденные рабочие колеса заменяют. Уплотнительные резиновые кольца при эксплуатации теряют эластические свойства или набухают. Поэтому при проведении ремонта насосов дефектные кольца следует заменить.
В случае увеличения зазоров в подшипниках или отставания баббита подшипники необходимо перезалить и подогнать под шейку вала, а также устранить прочие мелкие дефекты. Собрать насос; при сборке проконтролировать установку трубки для подвода смазки к верхнему подшипнику. Провернуть ротор от руки и убедиться в свободном вращении. Насос продуть и установить на место. Опробовать работу насоса под нагрузкой. Хорошо отремонтированный насос работает без шума, без утечек масла, создает стабильные подачу и напор по паспорту. Данные геометрических размеров деталей насоса до и после ремонта записать в формуляр.
Ремонт шестеренчатого маслонасоса. У шестеренчатых насосов изнашиваются корпус, крышка, шестерни, втулки и резиновые уплотнения. У корпуса насоса сильнее изнашивается стенка со стороны камеры всасывания. Износ корпуса приводит к нарушению соосности деталей насоса. Шестерни и втулки начинают работать с перекосом, вследствие чего их торцовые поверхности интенсивно изнашиваются. Одним из способов восстановления корпуса является ремонт методов гильзовки. При этом способе колодцы корпуса фрезеруют до выведения износа. Гильза, отлитая из алюминиевого сплава в кокиле, обрабатывается и запрессовывается в корпус насоса. Перед запрессовкой гильзы на обезжиренные ацетоном боковые поверхности колодцев корпуса и наружную поверхность гильзы наносится шпателем тонкий слой (1—1,5 мм) эпоксидной композиции. После выдержки корпуса в печи при температуре 120°С в течение 2 ч гильзы растачивают под необходимый размер. Поверхность насоса очистить от подтеков и излишков эпоксидной композиции. Если нет специальной печи, то отвердение эпоксидного состава происходит при 20°С не менее 3 сут. Качество покрытия при этом ниже.
Увеличенная глубина колодцев — второй крупный дефект корпуса. Уменьшить глубину колодцев можно следующими способами: 1) заливкой баббитом дна колодцев с последующим фрезерованием слоя баббита торцовой фрезой; 2) заливкой эпоксидной композицией дна колодцев; 3) фрезерованием привалочной плоскости соединения корпуса с крышкой.
Крышку пришабривают к корпусу. При этом металл снимают с тела крышки. Снимать металл с тела корпуса не рекомендуется. Шестерни шестеренчатых насосов изготавливают из легированной стали, зубья шестерен цементированы на глубину 0,9—1,5 мм и закалены до твердости HRC 58—62. При работе шестерни изнашиваются по наружному диаметру и линии зацепления зубьев, по торцовым поверхностям и по цапфам. Ведущая шестерня испытывает большие нагрузки, чем ведомая, поэтому и износ ее больше, чем ведомой шестерни. Шестерни со значительным износом выбраковывают. При износе в пределах термообработанного слоя шестерни восстанавливают на ремонтные размеры шлифовкой. Сначала шлифуют цапфы и зубья по наружному диаметру, а затем на плоскошлифовальном станке — торцовые поверхности шестерен. Втулки при износе внутренней поверхности заменяют на новые. При износе наружной поверхности втулки восстанавливает осадкой в корпусе или в крышке. Уменьшение высоты втулки при осадке компенсируют напрессовкой шайбы из алюминия или бронзы. Можно восстанавливать втулки наплавкой баббита или латуни. Используется также восстановление размеров втулок нанесением эпоксидной композиции.
Перед сборкой детали насоса промывают в керосине, продувают сжатым воздухом и смазывают маслом. Шестерня с валиками устанавливается во втулки (подшипники) корпуса. При этом должно обеспечиваться свободное проворачивание шеек валов. Радиальные зазоры между шейками валов и втулками должны быть в пределах 0,1 мм. Затем нужно отрегулировать осевой зазор; если зазор велик (более 0,1 мм), то уменьшить его шабрением торца корпуса насоса. Если зазор менее 0,05 мм, то установить под крышку прокладку из кальки (0,04—0,05 мм).
Прилегание зубьев проверяется по краске, разведенной керосином. Краска наносится тонким слоем только на зубья ведущей шестерни. Крышку устанавливают на шеллаке или с прокладкой из плотной промасленной чертежной бумаги, далее устанавливают сальники. Насос опробуют сначала вручную; поворачивая ведущую шестерню, проверяют легкость хода и отсутствие задеваний торцов шестерен о корпус. После подсоединения электродвигателя насос испытывают на подачу и давление.
Ремонт запорной арматуры. Запорная арматура притирается и проверяется на плотность. Плотность запорных устройств проверяется на «карандаш» или гидравлической опрессовкой. Клапан к седлу притирают по месту при помощи притирочных порошков или паст. При сильной коррозии или забоинах поясков контактирующих поверхностей (зеркала) седла или клапана их надо проточить на станке, после чего притереть по месту.
При разработке отверстия, находящегося на крышке вентиля ниже сальниковой камеры, наблюдается проваливание сальниковой набивки. Этот дефект устраняют растачиванием отверстия в крышке и запрессовкой в него втулки, которую крепят двумя шпильками.
ЦЕНТРОВКА РОТОРОВ
Газовые турбины центруются для получения правильного взаимного расположения роторов, а также правильного положения роторов в цилиндрах. Под правильным взаимным расположением роторов понимают такое, при котором в рабочем состоянии оси роторов располагаются на одной прямой линии. Ось каждого-ротора должна совпадать с осью расточки своего цилиндра. Выполнение контрольных и слесарно-оборочных операций, обеспечивающих правильное положение роторов, называется центровкой.
В процессе эксплуатации турбины из-за неравномерного износа подшипников, просадки фундаментов, коробления корпусов и других причин происходит смещение цилиндров и роторов относительно их первоначального положения. Поэтому при ремонте ГТУ центровку роторов проверяют и при необходимости исправляют.
Неправильно выполненная центровка или расцентровка агрегата в процессе эксплуатации может вызвать повышенную вибрацию роторов, ненормальную работу соединительных муфт, подшипников и вызвать аварию.
Центровку агрегата проверяют по положению полумуфт, насаженных на смежные концы центрируемых роторов. Правильному положению роторов соответствует концентрическое положение полумуфт и параллельность их торцов в рабочем состоянии агрегата; неконцентрическое характеризует смещение одного ротора относительно другого, а непараллельность торцов полумуфт свидетельствует об изломе линии роторов. Центровку роторов по полумуфтам проверяют измерениями расстояний между торцами полумуфт и концентричности полумуфт при нескольких их положениях после одновременного поворота обоих роторов. Если оси роторов смещены параллельно друг друга, то расстояния между торцами полумуфт вдоль оси должны быть одинаковыми, а концентричность полумуфт нарушена. Если оси роторов находятся под углом друг к другу, то при их повороте будет меняться как расстояние между торцами полумуфт, так и концентричность полумуфт. Практически центровка и заключается в том, чтобы путем изменения относительного положения роторов обеспечить параллельность торцов и концентричность полумуфт при повороте роторов на один и тот же угол в пределах полной окружности.
Центровка роторов ГТУ — операция ответственная, вести ее необходимо тщательно, с соблюдением установленных допусков и с учетом центровки роторов при рабочих условиях.
Перед началом центровки проводят подготовительные работы: проверяют качество баббитовой заливки, правильность прилегания вкладышей опорных подшипников к расточкам корпусов и прилегание баббитовой заливки вкладыша к шейке ротора, радиальные зазоры по концевым уплотнениям и в маслоотбойных кольцах; полумуфты очищают (на них не должно быть рисок, забоин, углублений в местах измерений).
|
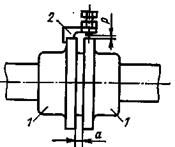
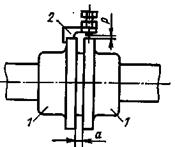
| Рис. 64. Центровка по полумуфтам. 1 — полумуфты; 2 — скоба. |
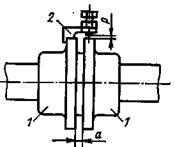 При центровке роторов по полумуфтам применяется приспособление (рис. 64), состоящее из жесткого хомута и скобы такого размера, чтобы зазор р можно было бы измерять с помощью пластинчатого слесарного щупа или индикатором часового типа.
При центровке роторов по полумуфтам применяется приспособление (рис. 64), состоящее из жесткого хомута и скобы такого размера, чтобы зазор р можно было бы измерять с помощью пластинчатого слесарного щупа или индикатором часового типа.
|
|
|
Аксиальный зазор а между торцами полумуфт измеряют щупом. Обычно скобу крепят на полумуфте центруемого ротора. Скоба должна надежно крепиться на полумуфте и быть достаточно жесткой, чтобы не изгибаться при заводке щупа в зазор между ней и полумуфтой. Зазор между штифтом скобы, н наружной поверхностью полумуфты устанавливается в пределах 0,5— 1 мм, чтобы при измерениях можно было пользоваться небольшим набором пластин щупа. Штифт скобы прочно закрепляется контргайкой. Начальное положение роторов принимается за нулевое. Для удобства работы обычно за нулевое принимается верхнее положение вертикальной плоскости. От отметки 0° на обеих полумуфтах через 90° наносятся четыре риски. Проворачивая одновременно оба ротора от нулевого положения на 90, 180 и 270° в направлении вращения роторов, измеряют в каждом положении радиальный зазор а и торцовый Ь (рис. 65).
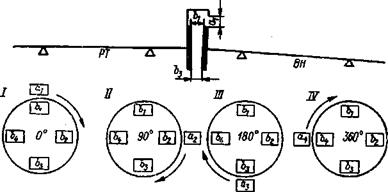 |
Рис. 65. Запись результатов центровки роторов по полумуфтам (скоба на полумуфте турбины).
РТ — ротор турбины; ВН — вал нагнетателя.
В каждом положении роторов измеряют по одному радиальному зазору по окружности, а по торцам полумуфт — четыре (Ьи Ь2, Ьг, Ьа) по концам двух взаимно перпендикулярных диаметров. Такая система измерения исключает влияние осевых смещений роторов при поворотах.
При невозможности измерения нижнего зазора он определяется расчетным путем как разница между суммой боковых зазоров и верхнего: 
Таким же образом определяется в этом случае и радиальный зазор:
Правильность измерений подсчитывается по уравнениям  . Отклонения результатов расчетов, не должны превышать 0,02 мм. Если отклонение превышает допуск, то необходимо найти причину погрешностей, которые могут быть следующими: 1) плохое закрепление приспособления на полумуфте или индикатора в гнезде скобы; 2) недостаточная чистота поверхности полумуфт в местах измерений, наличие забоин, рисок, царапин; 3) ошибка при измерениях.
. Отклонения результатов расчетов, не должны превышать 0,02 мм. Если отклонение превышает допуск, то необходимо найти причину погрешностей, которые могут быть следующими: 1) плохое закрепление приспособления на полумуфте или индикатора в гнезде скобы; 2) недостаточная чистота поверхности полумуфт в местах измерений, наличие забоин, рисок, царапин; 3) ошибка при измерениях.
После устранения указанных причин измерения повторяют. Результаты измерений центровки фиксируются по форме, приведенной на рис. 65.
Поскольку аксиальные зазоры измеряются в вертикальной и горизонтальной плоскостях во всех четырех положениях роторов, то необходимо определить их приведенные средние значения как средние арифметические:

 и т.д.
и т.д.
Для получения точных измерений необходимо ротор при каждом повороте на 90° точно совмещать по нанесенным меткам.
|
из
5.00
|
Обсуждение в статье: РЕМОНТ ВАЛОПОВОРОТНОГО УСТРОЙСТВА |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы