 |
Главная |


РЕМОНТ ЛОПАТОЧНОГО АППАРАТА
|
из
5.00
|
Обнаруженные при дефектовке лопаток забоины, заусеницы зачищают надфилем и шлифовальной шкуркой. Загнутые кромки выравнивают легкими ударами молотка, подставив с обратной стороны специальную оправку. Шлифовку заусениц и острых кромок вокруг вмятин и забоин на рабочих турбинных лопатках необходимо производить осторожно, чтобы не изменить профиль лопатки. Перед шлифовкой лопатки вынимаются из пазов диска.
Замена рабочих лопаток ТВД и ТНД.Перед началом разлопачивания проверяют наличие и четкость маркировки на лопатках; при необходимости её восстанавливают цифровыми клеймами или электрокарандашом.
Перед снятием рабочих лопаток ТВД и ТНД необходимо вывернуть стопорные винты замковой лопатки. Винты раскернивают осторожно, чтобы не повредить пазы лопаток под стопор. Пазы дисков и хвосты лопаток очистить от отложений. Подлежащие замене лопатки взвесить и по массе подобрать новые. При разрушении лопатки новая подбирается той же массы, что и диаметрально противоположная. Масса новой лопатки не должна отличаться от прежней более чем на 2,5 г при взвешивании на рычажных весах. Подгонка лопатки по массе производится шлифовкой утонения лопатки до высоты, достаточной для обеспечения нормального радиального зазора в проточной части, а если это невозможно, то допускается снимать металл на конце пера лопатки, увеличивая тем самым высоту утонения.
Перед установкой лопаток пазы дисков смазать глицерином или касторовым маслом. Лопатки собирают согласно маркировке на диске, на самих лопатках и на вставках. Последней устанавливают замковую лопатку, затем стопорный винт заворачивают и закернивают. При замене целого ряда рабочих лопаток или нескольких лопаток ротор должен быть динамически отбалансирован. При установке лопаток и вставок проверяют и при необходимости исправляют зазоры между лопатками, между лопатками и вставками и в стыках вставок по окружности.
Замена лопаток осевого компрессора.Перед началом разлопачивания проверить маркировку нумерации лопаток и при необходимости нанести ее цифровыми клеймами или электрокарандашом. Сверлом диаметром 8 мм засверливают стопорные винты замка и выворачивают трехгранником. После этого вынуть клин и вставки. Вырубать замки зубилом нельзя во избежание повреждения замкового паза. Если невозможно отодвинуть вставки отлопаток то высверливают все детали замка. Сверление деталей замка — очень ответственная операция. Выполнять ее нужно осторожно, учитывая конструкцию ротора.
После удаления замка вынимают замковую вставку и, сдвигая по пазу в сторону замка, все остальные лопатки. На роторах с большой наработкой в пазах скапливаются различные отложения. Поэтому для облегчения передвижения лопаток в пазах за несколько часов до разлопачивания их обильно смачивают керосином. Отделение лопаток в ступени производится специальным клином в виде зубила, а затем с помощью выколотки цветного металла и молотка передвигают их по пазу. При этом необходимо следить за тем, чтобы не повредить лопаток и зубчики паза. Разлопачивают компрессор в следующем порядке: сначала раскернивают стопорные винты, крепящие в разъемах цилиндра крайние промежуточные тела или лопатки, и выворачивают их. Затем раскернивают промтела и вынимают их и лопатки из паза. После удаления лопаток на роторе и цилиндре тщательно очистить от грязи и ржавчины, промыть керосином или раствором тринатрийфосфата и протереть насухо. Все задиры и заусеницы зачистить. Для облегчения передвижения лопаток пазы смазать тонким слоем глицерина, касторового масла или вискозина. Перед облопачиванием подготавливают необходимое количество новых лопаток. Новые лопатки подбирают равными по массе дефектным. Лопатки с пером длиной более 90 мм подбирают с учетом взвешивания на рычажных весах. Если массу поврежденной лопатки определить невозможно, то новая лопатка подбирается равной по массе диаметрально противоположной лопатке с точностью ±2,5 г. При замене большого числа рабочих лопаток они также подбираются по отношению к противоположным с точностью, ±2,5г.
При подборе лопаток необходимо учитывать и частоту их собственных колебаний. Собственные частоты определяют прибором ТИРЧ (изготовитель ПО Союзгазэнергоремонт). Эта проверка имеет важное значение, так как при совпадении частот собственных колебаний лопатки с частотой возмущающей силы (явление резонанса) на работающем турбоагрегате может произойти обрыв лопаток.
Хвост каждой новой лопатки подогнать к пазу в роторе или цилиндре и к хвостам соседних лопаток. Прилегание лопаток определяют по краске и щупу. В отверстия в бочке ротора, где высверлены стопорные винты, ввернуть гужоны и запилить их заподлицо с плоскостью.
Ротор компрессора облопачивают следующим образом. В пазу ротора устанавливается упор — разжатые стальным клином медные пластинки. К нему подводятся поочередно лопатки и уплотняются легким подколачиванием молотком через медную оправку. Лопатки должны быть пригнаны плотно друг к другу. При облопачивании ротора и цилиндра необходимо сразу проверять положение в пазу каждой лопатки. Отклонение по радиусу допускается не более 0,35 м, а в осевом направлении — 0,3 на 100 мм длины лопатки. Проверка радиального положения лопаток производится специальными шаблонами, а осевое положение — угольником.
Превышение указанных допусков приводит к изменению расчетных сечений каналов и нарушению условий истечения воздуха, что значительно снижает к.п.д. всей турбоустановки. При замене направляющих лопаток компрессора подогнать суммарный зазор между стыками промтел согласно техническим требованиям путем подбора лопаток или опиловки промтел, застопорить кернением соответствующие лопатки.
После набора всех лопаток устанавливают замок. Новые вставки и клин перед этим подогнать по краске. Зубцы вставок должны плотно входить в пазы на хвостах лопаток, связанных замковым пазом. В щель между вставками забивают самотормозящий клин.
Верхние выступы вставок расчеканивают таким образом, чтобы они закрывали клин. По разметке просверлить и нарезать отверстия под стопорные винты. Стопорные винты завернуть до разрушения шейки, после чего запилить весь замок заподлицо с поверхностью ротора. На замке после расчеканки замковых вставок не должно быть трещин.
Облопачивание цилиндра осевого компрессора завершается установкой стопорных шайб с винтами.
После установки замка вручную при помощи специальных оправок лопатки рихтуют в радиальном и осевом направлениях.
Восстановление радиальных зазоров осевых компрессоров нанесением уплотняющего органосиликатного материала. Предлагаемая технология разработана институтом ВНИИгаз. Она отличается простотой и позволяет безопасно устанавливать в процессе ремонта лопатки с уменьшенными (вплоть до нулевых) начальными радиальными зазорами в проточной части компрессора и в концевых уплотнениях ГТУ. Их рабочий размер устанавливается за счет выработки материала вращающимися деталями.
Органосиликатный материал наносится на предварительно очищенную и обезжиренную поверхность статора компрессора способами лакокрасочной технологии, не требующими специальной оснастки (кистью, пульверизатором и т. д.). Он обладает хорошей адгезией к металлам, полимеризуется при комнатной температуре, обладает высокой термостойкостью (до 400°С) и позволяет получать уплотняющие слои толщиной до 3 мм. Уплотнительный слой из органосиликатного материала обладает хорошей прирабатываемостью к материалу лопаток, высокой стойкостью к различным средам (масло, керосин, конденсат и т. п.) и надежной работой в проточной части ГТУ. На основании опытных данных применение данного метода дает прирост мощности ГТУ на 500— 600 кВт.
Указанная технология предусматривает применение органосиликатной композиции марки ОС-8201, выпускаемой отечественной промышленностью. Перед нанесением мастики поверхность статора и обойм уплотнений тщательно очищают от ржавчины, грязи и других отложений и обезжиривают протиркой толуолом. Уплотняющую мастику приготавливают непосредственно перед употреблением путем тщательного перемешивания в течение 20—30 мин органосиликатной композиции с отвердителем АГМ-3 в количестве 0,6—1,2% от массы композиции. Отвердитель предварительно растворяют в толуоле (на 1 весовую часть отвердителя 5 весовых частей толуола). Приготовленную мастику наносят кистью слоями толщиной 0,1—0,2 мм через 30 мин для высыхания предыдущего слоя.
Ремонт лопаточного аппарата турбодетандера.Забоины и заусеницы на сопловом аппарате и бандажных лентах направляющих аппаратов зачистить напильником и шлифовальной шкуркой. Обнаруженные трещины на направляющих лопатках и бандажных лентах запаивают серебряным припоем ПСР-45 с последующей зачисткой после пайки.
Замену рабочих лопаток турбодетандера ведут в следующем порядке. Сначала напильником или шлифовальной машинкой спиливают навал шипов в местах расклепки и снимают бандажные сегменты. Стопорные штифты замковых вставок высверливают и лопатки выводят из ручья диска. Дефектные лопатки выбраковывают. Пазы диска и лопатки тщательно очистить от загрязнений, затем пазы смазать глицерином или касторовым маслом. Взамен поврежденных подобрать новые лопатки, хвосты всех лопаток в комплекте подогнать друг к другу по краске. Лопатки завести в пазы, разметить, просверлить и развернуть отверстие под стопорные штифты, установить штифты и расчеканить диск в местах установки штифтов.
Перед установкой бандажную ленту необходимо разметить по шипам, затем ручным прессом пробить отверстия под шипы. Заусеницы у основания шипов и на бандажной ленте зачистить опиловкой. Сегменты бандажей надеть на лопатки легкими ударами молотка массой 300—600 г через деревянную прокладку. Для облегчения насадки бандажной ленты на шипы допускается распиловка отверстий на 0,2—0,3 мм. Сегменты бандажей устанавливают таким образом, чтобы замковые лопатки располагались в середине пакета. После насадки бандажной ленты шипы расклепать молотком через специальную оправку. Расклепку шипов необходимо выполнять очень аккуратно, не допуская образования трещин в местах расклепки. После расклепки шипов бандажи протачивают на токарном станке для обеспечения нужного осевого зазора.
Замена направляющих лопаток турбодетандера производится аналогично рабочим с той только разницей, что направляющие лопатки набираются сегментами.
РЕМОНТ ПОДШИПНИКОВ
Мелкие раковины и пористости на нерабочей поверхности баббитовой заливки вкладыша устраняются пайкой. Для этого место под пайку необходимо вырубить и обезжирить. После подогрева вкладыша с обратной стороны до 130—150°С дефектные места протравить и запаять. Место пайки после остывания уплотнить легкими ударами молотка через медную выколотку, запилить круглым напильником и пришабрить половину вкладыша по шейке вала.
На рабочей поверхности вкладыша запайка раковин и пористостей не допускается. Незначительные раковины глубиной до 0,5 мм и диаметром до 5 мм можно оставить, тщательно скруглив края.
Частичное восстановление баббитовой заливки иногда выполняется наплавкой вкладыша баббитом. Перед наплавкой трещины и раковины выкрашивания вырубаются зубилом. Поверхность под наплавку должна быть зачищена до блеска. Вкладыш обезжирить бензином, затем промыть раствором тринатрийфосфата и, наконец, горячей водой. Поместив вкладыш в ванну с проточной водой таким образом, чтобы наплавляемая заливка не смачивалась, газовой горелкой № 1 или 2 наплавляют баббит. Начиная с вырубленных мест, наплавку ведут слоями по оси вкладыша. Вначале поверхность старого баббита разогревают до плавления полуды, затем в место наплавки вводят баббитовый пруток диаметром 5—10 мм и расплавляют необходимое количество баббита, слегка разгоняя его пламенем горелки. Чтобы предотвратить стекание баббита наплавку ведут в нижней части вкладыша, поворачивая его. Для этого рекомендуется изготовить специальный поворотный столик. Толщина наплавляемого слоя должна выбираться с учетом масляного зазора во вкладыше с припуском 3—4 мм на сторону для механической обработки. Вкладыши с отслоениями баббита, увеличенными верхними и боковыми масляными зазорами, раковинами и пористостью на поверхности баббитовой заливки и другими дефектами перезаливают.
Перезаливка вкладышей подшипников производится в такой последовательности: подготовка поверхности вкладыша под полуду; контроль и рихтовка вкладыша, лужение, подготовка вкладыша для заливки баббитом, сборка форм под заливку вкладыша, заливка баббитом, контроль, осмотр и исправление дефектов. Основными операциями при подготовке подшипников к перезаливке являются: очистка и промывка, выплавка старого баббита, очистка поверхности от ржавчины, обезжиривание, травление, лужение.
Очистка и промывка вкладышей необходимы для удаления закоксовавшегося масла и жира, которые загрязняют выплавляемый баббит. Очистку производят щетками и скребками, промывку в 10%-ном горячем растворе каустической соды при помощи щетки, а затем в горячей и холодной проточной воде. Температура раствора соды и воды при этом 80—90°С. При отсутствии каустической соды для промывки можно использовать подогретый до 40—50°С керосин или протереть вкладыши холодным авиационным бензином. После промывки керосином вкладыши насухо протереть. Для удаления старого баббита нужно вкладыш нагреть в горне или печи. В ванне с расплавленным баббитом выплавляют небольшие вкладыши. Вкладыш при этом способе погружают в тигель с расплавленным баббитом, температура которого не должна превышать для баббита Б83 380—420°С. Для предотвращения окисления баббита, расплавленного в тигель, его необходимо покрыть 20—25-миллиметровым слоем измельченного древесного угля.
Наилучший эффект достигается при выплавке баббита из вкладышей в электрической печи, в которой вкладыши равномерно нагреваются до температуры плавления полуды (240°С). Слой баббита сползает по расплавленной полуде в приемную ванну, при этом часть полуды остается на вкладыше. После выплавки старого баббита поверхность подшипника тщательно протирают и очищают от остатков баббита асбестовой щеткой. Ржавчину с вкладыша удаляют, выдерживая его 5—10 мин. В 10—15%-ном растворе соляной кислоты при температуре15—20оС, а затем промывая в горячей воде. После промывки ржавчину счищают шлифовальной бумагой и снова промывают в горячей воде, после чего вытирают насухо чистым хлопчатобумажным полотенцем.
После освобождения от баббита вкладыш осматривают на наличие трещин, отколов и деформаций. На внутренней поверхности вкладыша не допускается наличие коррозии и раковин. При необходимости дефекты устраняют.
Перед лужением вкладыш необходимо обезжирить с целью получения прочного соединения слоя заливки с телом вкладыша. Вкладыш кипятят в течение 5-10 мин в 10%-ном растворе каустической соды и промывают чистой горячей водой. Полнота обезжиривания проверяется на смачиваемость обрабатываемой поверхности водой. На хорошо обезжиренной поверхности вода растекается ровным слоем, не образуя несмоченных участков. Если вода собирается на поверхности в мелкие капли, значит, жировая пленка удалена не полностью и процесс обезжиривания, необходимо повторить. Сразу же после обезжиривания вкладыш подлежит травлению технической соляной кислотой для удаления с поверхности, подвергаемой лужению, пленки окислов. Травление производится в баке с 10-15%-ным раствором соляной кислоты в течении 10-15 с. Затем подшипник промывают в проточной воде при температуре до 80о
На поверхности подшипника после травления имеется характерный матовый оттенок. Не допускается перетравливание металла, т. е. появление черно-серого налета. После обезжиривания и: травления вкладыши нельзя брать руками. Для этого необходимо пользоваться чистыми кузнечными клещами или другой оснасткой. Для предотвращения окисления после травления поверхность высушенного вкладыша покрывают флюсом (раствор хлористого цинка) чистой щеткой.
Раствор хлористого цинка получают, растворяя цинк в концентрированной соляной кислоте до насыщения. Если при покрытии флюсом на заливаемой баббитом поверхности остаются не смоченные места, свидетельствующие о плохом обезжиривании, их: необходимо зачистить и повторить смачивание флюсом.
Лужение поверхности вкладыша необходимо для надежного сцепления баббита с основным металлом вкладыша. Полуда представляет собой равномерно распределенный по поверхности подшипника тонкий слой (0,1—0,2 мм) мягкого технического олова или припоя, который хорошо сцепляется с основным металлом вкладыша и с баббитовой заливкой. Для лужения турбинных вкладышей применяют олово или припой ПОС-20.
Лужение вкладышей выполняют следующими способами.
1.Вкладыш нагревается в печи или в пламени газовой горелки с наружной стороны до 180-220оС_а затем на подлежащую лужению поверхность наносят флюс. Вкладыш, покрытый флюсом, нагревают до 270—285°С для олова и320°С для припоя и натирают прутком из олова или припоя. Полуда должна распределяться по поверхности равномерным слоем. Если температура печи не регулируется, то нагрев определяют по началу размягчения куска олова или баббита, приложенного к вкладышу.
2. При этом способе смоченную флюсом поверхность вкладыша посыпают порошком из олова или припоя, после чего газовой горелкой равномерно подогревают участок вкладыша до температуры плавления олова (припоя). Для получения равномерного слоя полуды в местах плавления ее необходимо растереть по поверхности асбестовой паклей, после чего лудить следующий участок вкладыша. После нагрева всего вкладыша до температуры плавления полуды ее растирают асбестовой паклей по всей поверхности.
Для получения порошкообразной полуды припой или техническое олово нагревают в тигле до пластического состояния, а затем на брезенте растирают до порошкообразного состояния. Для получения пригодного для лужения порошка растертую массу просеивают и к полученному порошку (размер зерен должен быть не более 1,5—2 мм) добавляют примерно 1/5 объема нашатыря и тщательно перемешивают.
3. Этот способ удобен для применения на ремонтной базе для серийного производства и заключается в погружении вкладыша в ванну с расплавленной полудой.
Перед погружением вкладыша в ванну с расплавленной полудой его нагревают до 150—180°С и поверхность, подлежащую лужению, покрывают флюсом. Затем вкладыш погружают в ванну с расплавленной полудой, температура которой поддерживается в пределах 280—320°С. В расплавленной полуде вкладыш выдерживают 2—3 мин, после чего вынимают и встряхивают, чтобы удалить из него излишки полуды. Затем луженую поверхность протирают асбестовой щеткой, обильно посыпанной нашатырем. Обнаруженные незалуженные участки зачищают, покрывают флюсом и повторно лудят. Места, не подлежащие лужению, изолируют от соприкосновения с полудой специальной обмазкой, состоящей из 10% масла, 30% воды, 10% столярного клея или жидкого стекла, 50% мела. Обмазку перед применением тщательно перемешать. После покрытия обмазкой вкладыши следует высушить. Все отверстия и каналы перед погружением в ванну закрыть асбестом.
К качеству лужения предъявляются следующие требования.
1. Слой полуды должен быть равномерным.
2. Расплавленная полуда при поворачивании вкладыша должна равномерно перетекать по луженной поверхности.
3. Поверхность полуды должна быть чистой и светлой, без желтоватых и темных пятен; наличие оттенков цветов побежалости не допускается, так как свидетельствует о неправильном температурном режиме лужения, а также о том, что на поверхности полуды имеется пленка окислов.
4. К началу заливки вкладыша баббитом полуда на нем должна быть жидкой.
После лужения вкладыш необходимо в течение 1 мин залить баббитом, так как полуда начинает окисляться, что приводит к ухудшению связи баббита с основным металлом вкладыша.
Баббит, применяемый для заливки, поставляется в слитках. Они должны иметь клеймо и сопровождаться сертификатом, в котором указан состав баббита. Слитки необходимо осмотреть и отбраковать непригодные. Непригодны для заливки слитки баббита, имеющие большое количество газовых пузырей или посторонние включения. Для заливки вкладышей можно применять баббит только одной марки. Допускается добавка отходов или ранее выплавленного баббита той же марки (не более 25% от общего количества) в виде небольших кусков или стружки. Их загружают в тигель только после расплавления основной массы баббита. Плавка баббита выполняется в стальном или в графитовом тигеле с толщиной стенки не менее 6 мм. Тигель должен быть небольшого диаметра для уменьшения площади соприкосновения с воздухом. Перед плавкой баббита тигель следует тщательно очистить и подогреть до 150—200°С. Баббит в тигель загружают кусками по 0,5—1 кг.
Масса баббита, г, для заливки одного вкладыша

где γ — плотность баббита (7,38 г/см3 для Б83); l — длина вкладыша, см; D — внутренний диаметр расточки вкладыша (наружный диаметр заливки), см; d—внутренний диаметр заливки вкладыша с припуском на расточку, см; 1,12 — коэффициент, учитывающий угар баббита при его расплавлении и прибыль, которая обеспечивает плотность баббита.
Баббит следует расплавлять в таком количестве, которое необходимо для заливки подготовленных вкладышей. В тигель сначала загружают 7г часть баббита и расплавляют его. Для предотвращения окисления кислородом в тигель засыпают слой древесного угля 30—40 мм с размером кусочков угля 10—15 мм. Затем в расплавленный баббит порциями добавляют оставшуюся часть нерасплавленного баббита. После его расплавления температура перегрева баббита должна быть на 40—50°С выше температуры начала его затвердевания. При расплавлении не следует сильно нагревать баббит, так как при этом выгорает сурьма; кроме того, слишком горячий баббит при остывании дает крупнозернистую структуру и имеет плохие механические качества. Температура расплавленного баббита Б83 должна быть 380—400, Б16 — 460— 490°С. При отсутствии специальных термометров температуру с точностью до 25°С можно определить сухой лучиной, которая при 375—420°С обугливается в течение 8—10 мин. При 410—475°С лучина в течение указанного времени обугливается полностью. При 400°С засыпанный в ковш древесный уголь в нижней части слегка краснеет, а при 450—475°С раскаляется докрасна. При 490—500°С уголь горит.
Несмотря на защиту баббита слоем древесного угля, некоторое окисление его все же происходит, поэтому перед заливкой баббит следует раскислять. Для этого на дно тигеля с расплавленным баббитом опускается перфорированная стальная баночка с нашатырем (0,5—1% от массы баббита). При погружении приспособления баббит перемешивают до прекращения выделения газов. После прекращения бурления снимают шлак и окислы. Подшипники и вкладыши заливают ручным и центробежным способами.
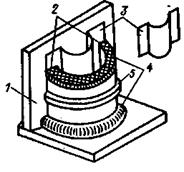
Ручная заливка.При этом способе заливки подшипник или вкладыш устанавливают в специальное приспособление
|
Рис. 46. Приспособление для заливки разъемных вкладышей.
1 — прямоугольник из стали толщиной 8—10 мм; 2 — листовой асбест; 3 — оправка; 4— глиноасбестовая обмазка; 5 — хомут.
На рис. 46 показано приспособление для заливки разъемного вкладыша. Это приспособление представляет собой прямоугольник 1, сваренный из двух планок листового железа толщиной 8—10 мм. Вкладыш устанавливают на угольник и прижимают к нему хомутом или струбциной 5. Внутри половинки вкладыша устанавливают оправку 3, изготовленную из листового железа толщиной 0,5—1 мм. Между оправкой и вкладышем и между вкладышем и угольником прокладывается листовой асбест 2. Торцовые поверхности вкладыша обмазывают глиноасбестовой смесью 4. Перед началом заливки вкладыш с приспособлением нагревается до 550—270°С. Перегрев вкладыша не допускается, , так как при этом окисляется полуда. Температура расплавленного баббита доводится до 390—420°С (для баббита Б83), после чего расплавленный баббит хорошо перемешивается. Перегрев баббита не допускается, поскольку при этом выгорают висмут и сурьма и происходит перекристаллизация баббита, а несущая способность заливки резко снижается. Заливка производится мерным ковшом, который по объему должен быть не меньше заливаемого подшипника. Ковш перед заливкой должен быть подогрет до 170—200°С. Заливать нужно быстро, короткой и непрерывной струей. По мере опускания уровня баббита вследствие усадки при остывании форму доливают. Остывание баббита идет снизу вверх, поэтому для предотвращения образования корки в верхнем слое баббита верхнюю часть вкладыша необходимо подогревать газовой горелкой. Для ускорения выхода газов залитый баббит до перехода его в твердое состояние многократно прокалывают подогретым облуженным металлическим прутком или сухой лучиной.
Залитые вкладыши в течение 1 сут выдерживают в теплом помещении без сквозняков для естественного старения. Поверхность качественно залитого вкладыша имеет тускло-серебристый или золотистый оттенок. Темный цвет баббита свидетельствует о его перегреве. Такие вкладыши нужно перезалить.
Залитые вкладыши обстукивают в подвешенном состоянии. Хорошее качество заливки характеризуется чистым металлическим звуком. При неполном же приставании баббита к телу вкладыша раздается дребезжащий звук. Не допускается наличие щелей между баббитом и вкладышем на торцовых поверхностях.
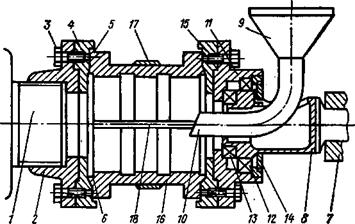 |
Рис. 47. Приспособление для заливки вкладышей подшипников.
1—шпиндель токарного станка; 2 — передняя планшайба приспособления; 3— болты; 4 — передний съемный нажимной диск; 5, 6 — выемки в диске; 7 — задняя бабкатокарного станка; 8— шпиндель приспособления; 9 — воронка 10 — носик воронки; 11— задняя планшайба приспособления; 12, 13 — шарикоподшипники; 14 — зажимная тарелка к шарикоподшипнику; 15 — задний сменный нажимной диск; 16 — заливаемый вкладыш;17 — хомутдля стяжки вкладыша; 18 — асбестовые прокладки.
При наличии небольшого числа отдельных раковин (не более шести с общей площадью 1 см2 на нижней половине и 12 общей площадью до 2 см2 на верхней) допускается устранение дефектов запайкой баббитом.
Ручнаязаливка является трудоемким процессом. Качество заливки при этом недостаточно высокое, расход баббита большой. Поэтому целесообразно применять центробежный способ заливки, при котором экономится до 50% баббита, а производительность труда повышается втрое при высоком качестве заливки.
Центробежная заливка.На специальных станках или при помощи несложных приспособлений (рис. 47) с использованием имеющихся на КС токарных станков выполняют центробежную заливку подшипников или вкладышей. На качество центробежной заливки существенно влияет частота вращения заливаемого подшипника. С ее увеличением происходит уплотнение заливки, но ухудшается однородность структуры вследствие разделения (ликвации) компонентов сплава по плотности (неравномерное распределение составляющих баббита по сечению заливки). Частота вращения заливаемого подшипника, мин -1,
 ,
,
где υ — необходимая линейная скорость вращения заливаемого подшипника  м/мин; D — внутренний диаметр подшипника, мм
м/мин; D — внутренний диаметр подшипника, мм
Таблица 7
Частота вращения, мин1, при центробежной заливке баббита
| Диаметр подшипника, мм | |||||||||||||
| Марка опыта | |||||||||||||
| Б83 Б6 Б16 | 1100 850 | 850 750 70Э | 750 650 | 650 600 | 620 580 600 | 600 560 | 550. | 500 500 | 475 475 460 | 450 430 | 310 310 | ||
В табл. 7 приведена рекомендуемая частота вращения при центробежной заливке в зависимости от диаметра и марки заливаемого баббита. Подшипники заливают следующим образом. Собранный в приспособлении подшипник устанавливают на токарный станок и центруют по индикатору относительно оси вращения. Все отверстия подшипника заделывают асбестовым волокном. Подшипник с нажимными дисками приспособления нагревают газовой горелкой до 250°С. Заливную воронку прогревают до 170—200°С. Расплавленный баббит в подогретом мерном ковше заливают во вращающийся подшипник через воронку. Вращение подшипника продолжается до затвердевания баббита. Для ускорения процесса охлаждения подшипник можно обдувать воздухом. После затвердевания баббита и охлаждения подшипника вращение шпинделя станка прекращают и приспособление разбирают.
При центробежной заливке структура залитого баббита получается неоднородной. Поэтому рекомендуется вкладыши подвергнуть в течение 1,5 ч термообработке в печи при 210—220°С. Требования к контролю качества центробежной заливки аналогичны таковым при ручной заливке.
Практика заливки подшипников показала, что после выплавления баббита вкладыш разводит, а после заливки баббитом его сводит внутрь. В этом случае дефект устраняется методом наклепа по баббитовой заливке. Для этого перед выплавкой баббита снимается с наружной стороны подшипника, шаблон по его окружности.
После перезаливки вкладыш подгоняют под этот шаблон наклепом по баббиту сферическим молотком массой 0,4—0,5 кг. Наклеп производится рядами вдоль оси вправо и влево, начиная с середины вкладыша. Исправление вкладыша контролируется шаблоном. Баббит при наклепе уплотняется; его качество при этом не ухудшается. Для обеспечения некоторого запаса за пригонку вкладыша к расточке подшипника рекомендуется его при наклепе раздать больше шаблона на 0,03—0,05 мм.
Эллипсность по горизонтальной оси вкладыша можно устранить рихтовкой, как это показано на рис. 48

Рис. 48. Рихтовка вкладыша наклепом при необходимости уменьшить его диаметр.
а — вкладыш турбодетандера; б — вкладыш нагнетателя.
Механическая обработка вкладышей подшипников.После наплавки или перезаливки вкладышей производят их механическую обработку, к которой относятся следующие операции: 1) расточка подшипника или вкладышей до установленного размера с припуском на подгонку по шейке вала; 2) подгонка вкладышей по шейке вала; 3) шабрение холодильников.
Баббитовую заливку растачивают на токарном или расточном станке. Перед расточкой срубают и сшабривают заплывший в разъемы баббит. Во избежание отрыва залитого баббита рубить его нужно в сторону тела вкладыша. Перед сборкой вкладышей для расточки разъемы обеих половин подгоняют по плите; плотность прилегания после сборки подшипника проверяют щупом 0,03 мм. Станок, применяемый для расточки, не должен иметь боя шпинделя и конусности при продольной подаче суппорта. Подшипник центруется в патроне станка с допуском 0,02 мм по индикатору. Базовыми поверхностями при центровке служат наружные цилиндрические и торцовые поверхности вкладышей.
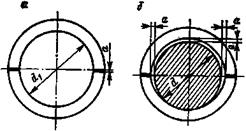
Есть два типа расточки вкладышей опорных подшипников; цилиндрический и лимонный, При цилиндрической диаметр расточки принимается равным диаметру шейки вала плюс верхний масляный зазор по чертежу: d—dIII+a. При этом способе расточки боковые зазоры получаются наполовину меньше верхнего.
При лимонной расточке верхний и боковые зазоры равны между собой (рис. 49). Диаметр расточки вкладышей d=dIII+2a. Перед расточкой в разъем вкладыша устанавливают металлические пластины толщиной, равной размеру масляного зазора Тогда после снятия пластин боковые зазоры будут равны масляному, опыт эксплуатации ГТУ показывает, что при лимонной расточке вкладышей подшипников машина работает более спокойно.
При расточке подшипников оставляют припуск на ручную доводку по месту, который составляет 0,05 - 0,1мм. После токарной обработки проверяют прилегание вкладышей к расточкам корпуса. Для этого вся поверхность расточки подшипника смазывается тонким слоем краски (берлинской лазури), в расточку заводится вкладыш и легкими ударами молотка через деревянную прокладку половину вкладыша покачивают вокруг оси в обоих направлениях. При нормальном прилегании на поверхности вкладыша или подушек (у регулируемых вкладышей) должны равномерно располагаться следы краски. Разрывы между пятами, краски должны быть не более 1/20 длины наружной поверхности вкладыша.
|
Рис. 49. Лимонная расточка вкладышей.
а — вкладыш до расточки; б — вкладыш после расточки.
В необходимых случаях полного прилегания достигают опиловкой подушек или посадочной поверхности вкладыша. Для опиловки используется личной напильник. Для обеспечения качественного прилегания всех подушек при укладке ротора у регулируемых вкладышей подшипников между нижней подушкой вкладыша и расточкой корпуса необходимо, оставить зазор 0,02- 0,03 мм. Прилегание боковых подушек вкладыша определяют также при помощи слесарного щупа. Между подушкой и расточкой корпуса не должна проходить пластинка щупа толщиной 0.03 мм.
Для возможности выкатывания вкладыша из-под шейки ротора при ремонте турбоагрегата необходимо установить осевой разбег вкладыша, равный 0,05—0,06 мм. Прилегание шеек вала по длине вкладыша определяется следующим образом. На смазанные тонким слоем краски шейки ротора накладывают нижние половины соответствующих вкладышей и поворачивают вокруг оси в обе стороны на некоторый угол. В необходимых местах баббит сшабривают до полного прилегания шейки ротора до всей длине баббитовой заливки вкладыша. Для облегчения этой операции применяют специально изготовленные из труб нужного диаметра легкие фальшвалы диаметром, равным диаметру шайки вала. Поверхность фальшвала полируется. Вкладыш при этом неподвижен.
Окончательное прилегание шеек ротора во вкладышах проверяют после укладки ротора со смазанными краской шейками на установленные в расточках корпуса нижние половины вкладышей. После проворачивания ротора поочередно выкатывается и осматривается каждая половина вкладыша Прилегание шейки ротора должно быть по всей длине вкладыша (по дуге, равной 600). Прилегаемая поверхность вкладыша должна быть покрыта равномерно мелкими пятнами краски (8—10 пятен на площади 25Х25 мм). Места недостаточного прилегания пришабривают
После окончания подгонки нижних вкладышей проверяются масляные зазоры (см. гл. 5).При недостаточном зазоре вкладыш шабрят до нужного размера. После подгонки зазоров фрезеруют распределительные масляные каналы (карманы), гнезда для стопорных винтов и шайб и по отверстиям в теле вкладыша сверлят все отверстия в баббите.
|
Рис. 50. Шабер специальный.
После окончания подгонки нижних половин проверяют прилегание и натяги верхних половин вкладышей.
У регулируемых вкладышей необходимый натяг устанавливается набором прокладок из нержавеющей стали под верхними опорными подушками. Во избежание ослабления натяга число таких прокладок под каждой подушкой должно быть не более трех.
Натяги нерегулируемых вкладышей устанавливаются шабровкой плоскостей разъемов крышек подшипников. При этом не должна нарушиться параллельность оси расточки крышки и плоскости разъема.
Ремонт масляных уплотнений подшипников заключается в замене или оттяжке латунных колец. При небольших срабатываниях масляных уплотнений производится оттяжка латунных колец. Эта операция выполняется обычно п
|
из
5.00
|
Обсуждение в статье: РЕМОНТ ЛОПАТОЧНОГО АППАРАТА |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы