 |
Главная |


Технология и аппаратура для перевода ПКА в вязко-текучее состояние
|
из
5.00
|
Специфические свойства многих волокнообразующих полиамидов, способных плавиться без разложения с образованием термически устойчивых вязкотекучих расплавов, позволили разработать способ формования нитей из расплава. Этот способ является наиболее высокопроизводительным из всех известных способов формования химических волокон. Ближе всего по оформлению он подходит к сухому способу формования, выгодно отличаясь от него более высокими скоростями формования (350—1500 м/мнн).
Принцип формования комплексных нитей из расплава заключается в продавливании расплава полимера с помощью дозирующего насоса через тонкие отверстия фильеры. Выходящая из каждого отверстия фильеры струйка расплава полимера, охлаждаясь на воздухе, затвердевает и превращается в элементарную нить. Соединенные в пучок элементарные нити образуют комплексную нить, которая наматывается на бобину.
Для формования нитей из расплава характерна вертикальная схема при движении нити сверху вниз.
Машина для формования капроновых нитей комплектуется из ряда прядильных мест. Каждое прядильное место (рис. 1) состоит из трех основных узлов: узла плавления поликапроамида (крошки) и формования волокна; зоны отверждения расплава в виде волокна и устройства для намотки сформованной нити

Рис.1 – Прядильное место
1-бункер с крошкой; 2-кран; 3-компенсатор; 4-патрубок; 5-плавильная решетка; 6-паровая рубашка; 7-расплавленный полимер; 8-дозирующий насос; 9-напорный насос; 10-насосный блок; 11-фильерный комплект; 12-фильера; 13-обдувочная шахта; 14-прядильная шахта; 15-препарационные шайбы; 16-прижимные ролики; 17,18-прядильные диски; 19-нитеводитель; 20-шпуля; 21-фрикционный цилиндр; 22-теплоизоляция
Узел плавления полимера и формования струек расплава состоит из бункера и прядильной головки. В бункере в среде азота хранится запас крошки, необходимый для непрерывной работы в течение 2—6 сут. Бункер — вертикальный цилиндрический сосуд из алюминия с люком в верхней части для загрузки крошки и коническим днищем со смотровым стеклом для Наблюдения за расходом крошки (рис. 1). В конической части бункера крепится кран, соединяющий бункер через компенсатор и патрубок с прядильной головкой. К верхней части бункера подведены коммуникации для подачи азота и вакуума. После загрузки крошки и герметизации бункера из него удаляют воздух, для чего несколько раз попеременно сочла ют разрежение и наполняют бункер азотом.
Прядильная головка (рис.2) состоит из обогревающей рубашки, плавильной решетки и насосного блока. Плавильная решетка (рис.3) представляет собой плоский, спиралевидный, трубчатый змеевик, обогреваемый изнутри парами ВОТ. Насосный блок (рис.4) снабжен двумя шестеренчатыми насосами — напорным и дозирующим (рис.5) и фильерным комплектом, состоящим из фильтрующего приспособления (металлические сетки и кварцевый песок) и фильеры — массивной пластины с отверстиями диаметром 0,20—0.25 мм (для мононити до 0,5 мм). Плавильная решетка и насосный блок находятся в рубашке прядильной головки, обогреваемой парами или жидким ВОТ от общей котельной или при помощи местного электронагревателя.

Рис. 2 – Прядильная головка
1-патрубок; 2-плавильная решетка; 3-дозирующий насос; 4-теплоизоляция; 5-насосный блок; 6-корпус головки; 7-рубашка; 8-фильерный комплект; 9-гильза термопары; 10-напорный насос

Рис. 3 – Плавильная решетка
1-корпус; 2-змеевик
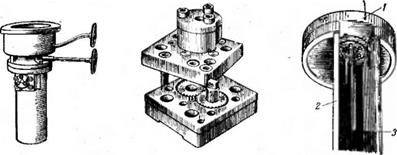
Рис. 4 – Насосный блок с плавильной решеткой
Рис. 5 – Шестеренчатый прядильный насосик
Рис. 6 – Нижняя часть прядильной головки обдувочной шахты
1-торец прядильной головки; 2-обдувочная шахта; 3-нить
Из бункера крошка самотеком через кран, компенсатор и патрубок поступает на плавильную решетку, где при 265—290 0С происходит плавление крошки. Расплавленная смола собирается в коническом пространстве под решеткой, откуда забирается нагнетательным насосом и передается к дозирующему насосу. Дозирующий насос нагнетает расплав под избыточным давлением до 8 МПа, продавливая его через фильтр и фильеру, откуда он выходит в виде тонких равномерных струек (рис.6).
Все детали прядильной головки (решетка, блок, насосы), с которыми соприкасается расплавленный полимер, сделаны из легированной жаростойкой стали.
Для избежания окисления полимера при плавлении над плавильной решеткой непрерывно продувается азот, содержащий не более 0.0005% кислорода. Количество подаваемого азота строго контролируется, так как избыток азота даже при указанном содержании кислорода в нем вызывает окисление полимера
Зона отверждения струек расплава и образования элементарных и комплексной нити состоит из обдувочной и прядильной шахт. Выходящие из отверстий фильеры струйки расплава полимера застывают в виде элементарных нитей, где они соединяются в пук, образуя комплексную нить, которая поступает на приемно-намоточную часть машины.
Обдувочная шахта размешается непосредственно под фильерой в служит для создания равномерного потока воздуха в направлении, перпендикулярном движению элементарных нитей. Благодаря этому фиксируется движущийся пучок элементарных нитей (комплексная нить) в определенном положении и исключается возможность колебании их и образования утоненных и утолщенных участков. Для обдувки применяют кондиционированный воздух. Из обдувочной шахты комплексная нить попадает в прядильную шахту, которая служит для ограждения формующейся нити от слияния случайных воздушных потоков и для дополнительного охлаждения в случае формования технических нитей. С этой целью прядильная шахта снабжена рубашкой для охлаждения холодной водой.
Устройство для намотки сформованной комплексной нити. Выходящие из прядильной шахты нити касаются увлажняющих и замасливающих устройств (шайб) и, проходя через два прядильных диска, поступают на приемную бобину, которая приводится во вращение фрикционным валом.
Прядильные диски служат для удобства заправки нити и кроме того, способствуют устойчивому режиму формования нити с постоянной скоростью, предотвращая колебания элементарных нитей в зоне отверждения, вызываемые возвратно-поступательным движением нитераскладчика.
Элементарные нити, выходящие из прядильной головки, практически не содержат влаги; на пути от фильеры к приемной бобине комплексная нить не успевает увлажнится влагой воздуха. Для предотвращения увлажнения нити па прядильной бобине в процессе намотки, что привело бы к сползанию волокна с бобины и порче его, ее увлажняют до поступления на бобину. Кроме того, в отделенни намотки комплексных нитей воздух кондиционируется во температуре и влажности (температура 18—20С, относительная влажность 45—55%); таким образом, специально создается пониженная влажность, что предотвращает набухание нити и способствует сохранению формы намотки.
Одновременно с увлажнением или непосредственно после него на нить наносится запаслива гель (препарация). Эта операция необходима для облегчения процесса вытягивания и для снижения трения нити о детали машин при операциях вытяжки и крутки.
Параметры процесса формования. Основные параметры процесса формования нитей — температура и скорость — определяются свойствами полимера, толщиной элементарных и комплексных нитей, назначением н заданными свойствами нитей.
Температура формования нити обычно соответствует температуре плавильной решетки. Последний изменяется и пределах 265— 290°С в зависимости от молекулярной массы полимера. Чем ока больше, тем выше температура формования нити. Температура рубашки обычно ниже температуры решетки на 2-5 градуса.
Скорость формования, изменяется в пределах 350—1500 м/мнн и зависит от производительности плавильного устройства, вязкости расплава полимера (молекулярной массы полимера в температуры формования), толщины элементарных и комплексной нитей. Нити толщиной 29 и 93,5 текс формуют со скоростью от 350 до 600 м/мин; нити толщиной 6,7; 5; 3,3; 1,67 текс - со скоростью от 700 до 1500м/мин.
Машины для формования капроновых нитей. Для формования капроновых нитей различных толщин в производстве используют 6 типов машин.
Для формования тонких нитей толщиной 6,7; 5; 3,3; 1,67 текс применяют машины марки ПП-350-И; ПП-350-ИЗ; ПП-600-И. Для формования технических нитей используют машины ПП-700-И и ПП-1000-И
Машина ПП-700-И состоит из двух независимых сторонок, объединенных общей станиной, по 24 прядильных места на каждой сторонке. На сторонке имеются: два привода насосов — одни для дозирующих насосов, другой - для напорных; общая приводная головка для прядильных дисков и фрикционного вала, вращающего бобины с нитями; два приводных устройства для двух штанг ннтераскладчиков (каждая на 12 мест); одно приводное устройство для препарационных шайб.
Машина типа ПП-350-И аналогична машине ПП-700-И и отличается от нее только числом прядильных мест.
Машина ПП-350-ИЗ снабжена групповыми плавильными головками (одна головка на восемь прядильных мест). Для каждой групповой плавильной головки имеется свой бункер для крошки емкостью 1500 л.
На машине ПП-350-ИЗ (выпуска 1961 г.) установлены групповые бункеры для крошки (один бункер емкостью 6 м3 на восемь плавильных головок). Каждая плавильная головка этой машины обслуживает четыре прядильных места. На этой машине впервые применена пневматическая система раздачи крошки к бункерам в токе азота.
Машина ПП-600-И (рис.7).

На этой машине сохранен общий привод для дозирующих насосов прядильных головок (56 насосов на сторонке); привод каждого напорного насоса и каждого прядильного диска и фрикционного вала осуществляется от отдельных электромоторов. Эта машина работает значительно спокойнее, без вибрации, несколько экономичнее с точки зрения расхода электроэнергии и значительно проще в обслуживании. Отдельные прядильные места можно ремонтировать без останова всей машины. Машина рассчитана на одновременное формование до 224 нитей. Плавильная решетка обогревается жидким ВОТ.
Машина МФ-600-КШ-24 предназначена для формования нитей текстильного ассортимента линейной плотности 1,1 — 15.6 текс; принципиальной особенностью этой машины является наличие шкековых расплавителей. Машина односторонняя, имеет 24 прядильных места, сгруппированных по четыре в одной прядильной от одного шнекового расплавителя, питаемого крошкой от двух последовательно соединенных бункеров. Вспомогательный малый бункер (емкостью 0.25 м2), размещенный непосредственно у шнекового расплавителя обеспечивает бесперебойную работу его во время отключения большого бункера (емкостью 6 м3) для заправки крошкой с помощью пневмотранспорта в токе азота. На каждом прядильном месте в зависимости от толщины одновременно формуется от 2до 8 комплексных нитей.
Машина МП-1000-И сконструирована для формования технической (кордной) нити линейной плотностью 93,5 текс. Машина односторонняя, с 18 прядильными местами. Каждое прядильное место имеет свою плавильную головку с решеткой. Каждые 6 плавильных головок имеют один бункер для крошки емкостью 6.0 м2.
Машина ПП-1000-ИМ представляет собой модернизированную модель машины ПП-1000-И, отличается от базовой наличием индивидуальных электроприводов на всех рабочих элементах (прядильных дисках, фрикционных цилиндрах), новой конструкцией обдувочной шахты, устраняющей пульсацию нити, применением системы отсоса низкомолекулярных соединений от фильеры на каждом прядильном месте и другими конструктивными особенностями.
Машина ПП-1000-НР разработана на основе машин ПП-1000-М и ПП-1000-ИМ; она предназначена дли формования технических нитей линейной плотностью 93,5 и 187 текс. Машина оснащена высокопроизводительным плавильным устройством в виде плоской алюминиевой электрообогреваемой решетки с принудительной подачей крошки с помощью шнека, прядильным узлом новой конструкции с электрообогревом. Эти и другие конструктивные изменения позволили в 2 раза увеличить производительность машины и улучшить качество получаемых нитей.Как отмечалось выше, прядильные машины, предназначенные для формования комплексных нитей непосредственно из расплава полимера, не имеют бункера для крошки и конструктивно они несколько отличаются от прядильных машин, перерабатывающих крошку дли получения комплексных нитей. Отличие только в конструкции прядильной головки; отсутствует плавильное устройство, и функция прядильной головки сводится только к темперированию в дозировке расплава, поступающего на фильеру, из аппарата НП по обогреваемому ВОТ расплавопроводу.Формование нитей непосредственно из расплава осуществляется с помощью только одного дозирующего насоса.
При формовании капроновых нитей из расплава аппараты НП устанавливаются в прядильном цехе вблизи прядильных шахт. В этом случае химический и прядильный цехи объединяют в единый цех, занимающий значительно меньшие площади, чем прядильный и химический цехи в обычном производстве.
2.13 Технологические параметры пр-сса формования ПКА волокон и нитей.Полиамидные волокна формуют из р-ва пол-ра, используя гр-т пол-ра, или путем прямого форм-я из р-ва. В первом случае процесс нач-ся с загрузки гр-та в бункер фор-ной машины, а затем осущ-ся плавление гр-та в плавильном устройстве. Во втором случае этих стадий нет. Р-в п-ра после демономеризации сразу подается к насосному блоку ФМ. Основными пар-ми процесса фор-я полиамидных волокон явл-ся: т-ра р-ва, скорость ф-ния, условия охлаждения и увлажнения формуемых нитей. Т-ра р-ва зависит от т-ры плавления полиамида и степени его пол-ции.Она выбирается с учетом необходимости получения р-вов определенной вяз-ти.Чем выше ст.пол-ции, тем больше при одной и той же т-ре вяз-ть р-ва.Для получения р-ва оптимальной вяз-ти (100-150 па*с) при применении полиамидов высокой ст. пол-ции необходимо поддерживать более высокую т-ру р-ва.Макс. т-ра на плавильном устройстве д.б. 280-290˚,т.к. выше нач-ся терм-кая деструкция полиамидов. Оптим-ная т-ра формования д.б.260-290° в зависимости от вида получаемого в-на. При т-ре р-ва ниже оптим-ной в-но будет обладать пониженной способностью к вытягиванию и более низкими физ.-мех. св-ми.Скорость ф-ния в-н 600-1000 м/мин.При увеличении ее до 3000м/мин пол-ся в-на с недостаточной прочностью
2.15 Производство нити полиамидной технического назначения осуществляется по гранулятной схеме традиционной технологии и на агрегатах совмещенного формования, вытягивания и намотки ф. «Циммер» и «Бармаг» (Германия), «ТМТ» (Япония).
Оборудование и технология обеспечивают выпуск широкого ассортимента нитей полиамидных предназначенных для производства: кордных тканей; конвейерных лент; резинотехнических изделий; тарных тканей; сетеснастных изделий, в том числе сетей, канатов, веревок и т. п, товаров народного потребления, включая изделия для дома, отдыха, спорта:
· высокопрочную светотермостабилизированную (показатель светостойкости 80-85% после 30 суток облучения) отбеленную нить с удельной разрывной нагрузкой не менее 82 мН/дтекс для производства сетеснастных изделий;
· светотермостабилизированную нить с удельной разрывной нагрузкой не менее 85 мН/дтекс для производства кордной и технических тканей;
· нить, окрашенную в массе.
Для производства нити технического назначения используется технологическая схема производства нити путем плавления гранулята («традиционная» технология), которая позволяет производить нить линейных плотностей от 935 до 1870 дтекс с удельной разрывной нагрузкой не менее 66 мН/дтекс (суровую) и окрашенную в массе.
На современном оборудовании – крутильной машине двойной крутки производства фирмы «Алма Заурер», Германия производится нить высокопрочная крученая структур (93,5 текс; 144 текс; 187 текс) в один, два и три сложения; диапазон крутки – 36-500 кручений/метр. Нить крученая используется для производства технических тканей; сетеснастных изделий.
При получении техн. нитей используется способ совмещенного формования и вытягивания. Приемное устройство в этом случае включает кроме намоточного механизма еще 3-4 пары вытяжных дисков, за счет разницы скоростей вращения к-рых происходит вытягивание нити в 4-6 раз. Относит. удлинение получаемой нити 25-30%, скорость намотки 40-55 м/с.
Способы совмещенного и высокоскоростного формований по сравнению с классическим имеют лучшие технико-экономич. показатели, обеспечивают более высокую равномерность св-в нити и пригодны для роботизации.
Нити техн. назначения, формуемые из более высоко-мол. полиамидов (линейная плотн. 93-210 текс), вытягивают в 4,5-5,5 раза в две стадии: для снижения напряжения в нити и достижения высокой равномерности осн. часть вытягивания (ок. 75%) проводят при нагр. нити до 150-190 оС(горячая вытяжка).
После ориентац. вытягивания в зависимости от назначения техн. нити сразу перематывают на товарную паковку (бобина, шпуля или др.) или подвергают предварительно кручению, Термофиксацию с целью снижения в 3-4 раза тепловой усадки нитей осуществляют чаще всего горячим воздухом или водяным паром и в редких случаях горячей водой (900C). Вместо экономически невыгодной операции кручения можно использовать пневмосоединение (воздействие на нити сжатого воздуха с образованием местного перепутывания отдельных элементарных нитей).
Крашение П. в. обычно осуществляют в массе, т. е. краситель вводят в расплав полимера перед формованием волокна, или в готовых изделиях гл. обр. дисперсными красителями и их водорастворимыми производными, кислотными красителями и орг. Пигментами. Для ф-ния технических нитей прим-ся машины ПП-1000-И и агрегаты МФ1-1000-КР18.В состав агрегата МФ1-1000-КР18 входят напорно-формовочная машина НФ1-1000-КР18и приемно-намоточная машина ПН -1000-КК18.На машине НФ1-1000-КР18 отсутствуют плавильные устройства и бункера. В производстве ПА нитей технического наз-ния целесообразно оснащение машин экструдерами для пл-ния п-ра, что повышает производительность и обеспечивает высокую однородность р-ва ,а также мини-ное сод-ние НМС в нем. Для облегчения процесса вытяг-ния и увеличения кратности вытяжки при получении техн. нитей актуальным явл-ся создание машины совмещенного процесса форм-ния и вытяг-ния, что позволяет при скоростях 2500 м/мин получать нить с КВ до 5.
|
из
5.00
|
Обсуждение в статье: Технология и аппаратура для перевода ПКА в вязко-текучее состояние |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы