 |
Главная |


ТЕМА 5.3 Модель стандартизации основных норм взаимозаменяемости
|
из
5.00
|
5.3.1 Точность формы и расположения поверхностей
Студент должен иметь представление:
– о реальных и прилагающих поверхностях, об основных видах отклонений от формы расположения поверхностей.
Студент должен знать:
– понятия отклонений от формы: непрямолинейность, некруглость, неплоскостность, нецилиндричность;
– понятия отклонений от расположения: непараллельность, неперпендикулярность, нессиметричность, несоосность:
– понятия суммарных отклонений: радиальное и торцевое биение;
– понятия: позиционное отклонение, суммарное отклонение; выступающий допуск, зависимый и независимый допуски расположения;
Студент должен уметь:
– читать на чертежах деталей требования к точности формы и расположения поверхностей элементов деталей, обозначенных условными знаками;
– обозначать на чертежах деталей допуски нормируемых параметров условными знаками по заданным текстовым формулировкам этих отклонений.
Литература: [2], с.162-183; [7], с.192-206; [18]; [43]; [44].
Вопросы для самопроверки:
1. Каковы причины возникновения отклонений от правильной геометрической формы поверхностей деталей?
2. Перечислите отклонения формы поверхностей. Дайте определение.
3. Как называются отклонения от правильного расположения поверхностей и осей?
4. Что называется радиальным и торцевым биением? Как проводится их проверка?
5. Как указываются допуски формы и расположения на чертежах?
Методические указания
При обработке детали вследствие целого ряда причин невозможно получить ее по форме и размерам точно, как указано на чертеже. Отклонения от геометрической формы возникают в процессе механической обработки как следствие неточностей и деформаций станка, инструмента, приспособлений и обрабатываемой детали, а также неравномерности припусков на обработку.
Основные термины и определения допусков формы и расположения поверхностей установлены ГОСТ 24642-81.
Различают допуски формы, допуски расположения и суммарные допуски формы и расположения поверхностей (Таблица 5.3.1).
К допускам формы относятся: допуск прямолинейности, допуск плоскостности, допуск круглости и другие.
К допускам расположения - допуск перпендикулярности, допуск соосности, допуск наклона и другие.
К суммарным допускам формы и расположения относятся - допуск торцевого биения, допуск радиального биения и другие.
Частными видами отклонения от круглости является овальность, огранка; частными видами отклонения от профиля продольного сечения - конусообразность, бочкообразность, седлообразность.
Радиальное биение есть результат проявления эксцентриситета и некруглости.
Торцевое биение - результат проявления неперпендикулярности торцевой поверхности относительно базовой оси и неплоскостности на измеряемом диаметре.
Для сопрягаемых поверхностей неточность формы поверхности и взаимного расположения поверхностей деталей искажают характер посадок, затрудняют процесс сборки машин и снижают ее эксплуатационные качества.
Допуски формы и расположения поверхностей установлены ГОСТ 24643-81 в 16-ти степенях точности (степени точности обозначаются в порядке убывания 1, 2, 3..).
Правила указания допусков формы и расположения поверхностей на чертежах изделий всех отраслей промышленности установлены ГОСТ 2.308-79.
Таблица 5.3.1 – Допуски форм и расположения поверхностей
| Группа допусков | Вид допуска | Знак | ||||||||||
| Допуск формы | Допуск прямолинейности Допуск плоскостности Допуск круглости Допуск цилиндричности Допуск профиля продольного сечения | 

| ||||||||||
| Допуск расположения | Допуск параллельности Допуск перпендикулярности Допуск наклона Допуск соосности Допуск симметричности Позиционный допуск Допуск пересечения осей |             
| ||||||||||
| Суммарные допуски формы и расположения | Допуск радиального биения Допуск торцевого биения Допуск биения в заданном направлении | 
| ||||||||||
| Допуск полного радиального биения Допуск полного торцевого биения |   
| |||||||||||
Допуск формы заданного профиля
 Допуск формы заданной поверхности Допуск формы заданной поверхности
| 
|






 Допуск формы и расположения поверхностей указываются в условном обозначении (Таблица 5.3.2). Допускается указывать их в технических требованиях, если нет условного знака допуска.
Допуск формы и расположения поверхностей указываются в условном обозначении (Таблица 5.3.2). Допускается указывать их в технических требованиях, если нет условного знака допуска.
Условное обозначение допуска вписывается в прямоугольные рамки, расположенные, как правило, горизонтально. В первую рамку вписывается условный знак допуска, во вторую рамку - величина допуска в мм, в третью рамку, если это надо, буквенное обозначение базы (прописными буквами русского алфавита - А, Б,...). Рамку соединяют прямой линией с поверхностью, для которой устанавливаются допуски отклонения. Базу на изображении указывают в виде зачерненного треугольника. Высота знаков, цифр, букв равна высоте цифр размерных чисел, высота рамки должна превышать размер шрифта на 2-3 мм. Если величина допуска устанавливается не на всю поверхность, то допуск записывается в виде дроби: в числителе - величина допуска, в знаменателе - длина нормируемого участка.
Если базой является ось или плоскость симметрии поверхности, то треугольник располагают в конце размерной линии соответствующего размера поверхности
Таблица 5.3.2 – Обозначение допусков формы и расположения
| Условное обозначение | Расшифровка |
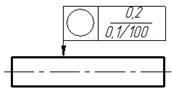
| Допуск круглости поверхности 0,2мм, на всей длине и 0,1мм в длине 100мм |
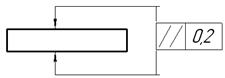
| Допуск параллельности поверхностей 0,2 мм |

| Допуск перпендикулярности оси отверстия относительно основания 0,1 мм |

| То же |
Таблица 5.3.3 -  Предельные отклонения формы и расположения поверхностей размеров до 180 мм по ГОСТ 24643-81 (отклонения в мкм)
Предельные отклонения формы и расположения поверхностей размеров до 180 мм по ГОСТ 24643-81 (отклонения в мкм)
| Интервалы номинальных размеров (мм) | Степени точности | ||||||||||||
| Предельные отклонения от плоскости и прямолинейности | |||||||||||||
| До 10 | 0,25 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | |||||||
| св. 10 до 25 | 0,40 | 0,6 | 1,0 | 1,6 | 2,5 | ||||||||
| св. 60 до 160 | 0,60 | 1,0 | 1,6 | 2,5 | |||||||||
| св. 160 до 180 | 1,0 | 1,6 | 2,5 | 4,0 | |||||||||
| Предельные отклонения формы цилиндрических поверхностей | |||||||||||||
| До 6 | 0,3 | 0,5 | 0,8 | 1,2 | |||||||||
| св. 6 до 18 | 0, 5 | 0,8 | 1,2 | 2,0 | 3,0 | ||||||||
| св. 18 до 50 | 0,6 | 1,0 | 1,6 | 2,5 | |||||||||
| св. 50 до 120 | 0,8 | 1,2 | 2,0 | 3,0 | |||||||||
| св. 120 до 180 | 1,0 | 1,6 | 2,5 | 4,0 | |||||||||
| Предельные отклонения от параллельности и перпендикулярности и торцевого биения | |||||||||||||
| До 10 | 0,4 | 0,6 | 1,0 | 1,6 | 2,5 | ||||||||
| св. 10 до 25 | 0,6 | 1,0 | 1,6 | 2,5 | 4,0 | ||||||||
| св. 25 до 60 | 1,0 | 1,6 | 2,5 | 4,0 | 6,0 | ||||||||
| св. 60 до 160 | 1,6 | 2,5 | 4,0 | 6,0 | 10,0 | ||||||||
| св. 160 до 180 | 2,5 | 4,0 | 6,0 | 10,0 | |||||||||
| Предельные отклонения радиального биения | |||||||||||||
| До 6 | - | - | |||||||||||
| св. 6 до 18 | 1,6 | 2, 5 | |||||||||||
| св. 18 до 50 | |||||||||||||
| св. 50 до 120 | 2, 5 | ||||||||||||
| св. 120 до 180 | |||||||||||||
Практическое занятие.
5.3.2 Шероховатость поверхностей
Студент должен знать:
- понятия: шероховатость поверхности, базовая линия, средняя линия профиля, базовая длина
- знаки для обозначения вида обработки поверхностей
- параметры шероховатости, их обозначения
Студент должен уметь:
- читать обозначенные на чертежах характеристики шероховатости поверхности детали
- оформлять на чертежах требования к шероховатости поверхностей по их словесному описанию
Литература: [2], с.185-191; [7], с.223-240; [19]; [25]; [48].
Вопросы для самопроверки:
1. Какими факторами определяется шероховатость поверхности?
2. Где будет более полная оценка шероховатости (Rz или Ra)?
3. В каких единицах проставляется величина шероховатости на чертежах?
Методические указания
При изучении этой темы необходимо знать, что шероховатость поверхности – совокупность неровностей с относительно малыми шагами. Параметры и характеристики шероховатости установлены в ГОСТ 2789-73.
Шероховатость поверхностей определяется параметрами: Rz, Ra и др.
Высота неровностей профиля по десяти точкам Rz – это сумма средних абсолютных значений высот пяти наибольших выступов профиля Ypi и глубин пяти наибольших впадин профиля Yvi в пределах базовой длины L (рисунок 5.3.1).

Рисунок 5.3.1 – Продольный профиль поверхности
Среднее арифметическое отклонение профиля Ra равно:
 ,
,
где Yi – отклонение профиля в i-ой точке
n – число выбранных точек
Ранее в зависимости от величины Rz и Ra было установлено 14 классов шероховатости.
Сейчас числовые значения параметров шероховатости выбираются по ГОСТ 2789-73.
Параметр Ra является предпочтительным.
Величина шероховатости наряду с точностью формы служит основными характеристиками качества. Уменьшение величины шероховатости улучшает работу деталей в подвижных соединениях, увеличивает их прочность и коррозийную стойкость.
Обозначение шероховатости поверхности установлены ГОСТ 2309-73.
Практическое занятие.
5.3.3 Нормирование точности типовых элементов деталей и соединений
Студент должен знать:
- основные параметры точности типовых элементов деталей и соединений
Студент должен уметь:
- читать на чертеже требования к точности
- указывать на чертеже условные обозначения нормируемых параметров точности по требованиям, сформулированным текстом
Литература: [2], с.195-205, 214-220, 244-249, 259-264; [7], с.275-466; [22]; [23]; [24]; [26]; [28]; [29]; [30]; [31]; [32]; [33]; [34]; [42]; [45]; [49]; [52].
Вопросы для самопроверки:
1. Перечислите классы точности подшипников качения.
2. В какой системе изготовляется вал под подшипник качения?
3. В какой системе изготовляется отверстие в корпусе под подшипник качения?
4. В чем особенность расположения поля допуска внутреннего кольца подшипника и чем она вызвана?
5. Приведите примеры посадок наружных колец подшипника в корпус и внутренних колец на вал.
6. Как обозначаются посадки подшипников на сборочных чертежах? Приведите примеры.
7. Назовите три вида призматических шпоночных соединений. Где они применяются?
8. От чего зависит выбор способа центрирования шлицевых прямобочных соединений?
9. Объясните обозначения следующих шлицевых отверстий и вала:
D-6х16Н11х20Нх4F8; b-8x42h11x48a11x8е8.
10. Что такое конусность?
11». Напишите зависимость между величинами допусков диаметров оснований конуса и допуском базорасстояния.
12. Какими основными параметрами характеризуется метрическая резьба?
13. Назовите основные отклонения наружной и внутренней резьбы.
14. Расшифруйте обозначение резьбового соединения: 
15. Назовите основные группы зубчатых передач по условиям работы. Приведите примеры их применения.
16. Какие нормы точности установлены для зубчатых передач по каждой группе?
17. Зачем предусмотрен боковой зазор? Укажите виды сопряжений.
18. Назовите виды допусков, установленные на боковой зазор.
19. Какая структура условного обозначения точности зубчатых колес и передач?
Методические указания
Подшипники качения характеризуются тремя основными размерами: посадочным размером наружного кольца D, посадочным размером внутреннего кольца d и шириной подшипника В.
Требуемая посадка монтажных поверхностей колец создается полями допусков, сопрягаемых с кольцами деталей.
Поле допусков среднего диаметра наружного кольца D и внутреннего кольца d подшипника располагаются от 0 в минус от номинальных размеров (рисунок 5.3.2).
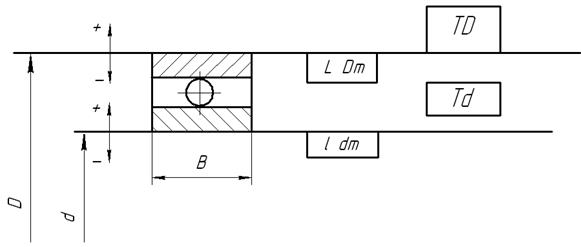
Рисунок 5.3.2 – Схема посадок подшипника качения
Различные посадки наружного кольца в корпус осуществляется по системе вала за счет изменения предельных размеров отверстий в корпусе.
Допуск внутренней монтажной поверхности подшипника, изготовляемой в системе отверстия, направлен в минус, а не в плюс, как это принято в системе ЕСДП. Это объясняется следующим.
Внутреннее кольцо подшипника очень часто должно быть посажено на вал с гарантированным натягом. Как известно, гарантированный натяг могут дать только посадки с натягом. Но эти посадки дают большой натяг, который может вызвать значительную деформацию внутреннего кольца подшипника, что может привести к защемлению тел качения (шариков или роликов) или даже к разрыву кольца. При принятом же расположении поля допуска внутреннего кольца по размеру d необходимый гарантированный натяг будут создавать основные отклонения вала m, n, k (ГОСТ 25347-82).
В зависимости от точности присоединительных размеров, точности сборки, отклонений от параллельности торцевых плоскостей колец, от радиальных и торцевых биений колец ГОСТ 520-89 устанавливает следующие классы точности подшипников (в порядке повышения точности): 0, 6, 5, 4 и 2.
Выбор посадки колец подшипников зависит в первую очередь от того вращается ли вал (внутренне кольцо) или корпус (наружное кольцо) и от вида нагружения кольца. Различают три вида нагружения колец: местное, циркуляционное и колебательное. При циркуляционном нагружении кольца рекомендуются посадки с гарантированным натягом, а при местном - с зазором или с небольшим натягом.
Посадки колец подшипника качения на валы или в корпуса выбирают по ГОСТ 3325-85 в зависимости от вида нагружения колец и режима работы подшипника. Посадка подшипников качения обозначается по типу Æ50 L0/m6, что значит: подшипник класса точности 0 посажен на вал с номинальным размером 50мм и полем допуска m6. Посадка подшипника в корпус с номинальным размером отверстия 90мм и полем допуска М7 запишется в виде Æ90 М7/l0. Допускается на сборочных чертежах подшипниковых узлов указывать размер, поле допуска или предельные отклонения на диаметр, сопрягаемой с подшипником детали.
Размеры, допуски и посадки шпоночных соединений с призматическими шпонками нормируются ГОСТ 23360-78. Предельные отклонения для размера по ширине шпонки b принятые по h9, по высоте h по h9 для высоты 2...6 мм и h11 для высоты свыше 6мм; по длине шпонок – h14 и по длине пазов HI5.

Рисунок 5.3.3 – Сечение шпоночного соединения
Выбор посадки производят в зависимости от характера соединения:
- по ширине b при свободном шпоночном соединении - навалу Н9, во втулке D10;
- по ширине b при нормальном шпоночном соединении - навалу N9, во втулке Js9;
- по ширине b при плотном шпоночном соединении - на валу Р9, во втулке Р9.
Шлицевые соединения прямобочного профиля характеризуются числом зубьев Z, диаметром внутренней цилиндрической поверхности d, диаметром наружной цилиндрической поверхности D и толщиной зубьев валов (шириной впадин отверстий) b.
Изготовление шлицевого профиля по всему контуру с высокой точностью затруднительно и неэкономично. Поэтому центрирование шлицевых соединений осуществляется по какому-нибудь размеру d, D или b (рисунок 5.10).

Рисунок 5.3.4 – Способы центрования шлицевых соединений
Центрирующие диаметры и размер b выполняются точно. По нецентрирующему диаметру (или по обоим диаметрам при центрировании по b) предусмотрены большие зазоры. Точное выполнение размера при центрировании по одному из диаметров связано с обеспечением равномерной нагрузки на все зубья.
Выбор способа центрирования зависит от конструктивных требований, предъявляемых к шлицевому соединению, и технологии изготовления шлицевого вала и втулки.
Основные размеры и допуски шлицевых прямобочных соединений приведены в ГОСТ 1139-80. Посадки осуществляются по центрирующей цилиндрической поверхности и одновременно по боковой поверхности впадин втулки и зубьев вала, или только по b. Стандартом установлено для центрирующих поверхностей валов 20 полей допусков 5-10 квалитетов с основными отклонениями d, e, f,g, h - для образования посадок с зазорами, а также js, k, n – для образования переходных посадок. Для центрирующих поверхностей втулок установлены поля допусков: Н6, Н7 и Н8 - для размеров D и d; F8, D9, D10, F10 и Is10- для размера b.
На нецентрирующие диаметры установлены следующие поля допусков: на наружные диаметры D втулки - Н12 и вала a11; на внутренний диаметр втулки – Н11.
Условное обозначение шлицевых прямобочных соединений содержит: букву, обозначающую поверхности центрирования (D, d или b), число зубьев Z, номинальные размеры соответственно d, D и b, с обозначением полей допусков (над чертой для отверстия, под чертой для валов).
Пример условного обозначения соединения с числом зубьев Z=8, внутренним диаметром d=36 мм, наружным диаметром D=40 мм, шириной зуба b=7 мм, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования  и по размеру
и по размеру 

Обозначение втулки этого соединения будет:
d-8x36H7x40H12x7D9;
Нормальные углы призматических деталей установлены ГОСТ 8908-81, а нормальные углы конусов и конусности для гладких конических элементов деталей ГОСТ 8593-81. Допуски угловых размеров и углов конусов общего назначения определены ГОСТ 8908-81. Стандартом установлено 17 степеней точности (1,2, 3,...17) в порядке убывания точности для длины меньшей стороны угла до 2500 мм. Весь диапазон длин разбит на 13 интервалов. Допуск угла равен разности между наибольшим αmax и наименьшим αmin предельными углами, и в общем случае обозначается буквами AT с цифрами, указывающими принятую степень точности, например, АТ5, АТ10 и т.д.
Основные термины, определения и обозначения допусков и посадок конических соединений приведены в ГОСТ 25548-82.
Необходимо четко усвоить элементы конуса: угол конуса, угол уклона, конусность, базорасстояние.
Разработана система допусков и посадок для конических соединений (ГОСТ 25307-82), которая распространяется на гладкие конусы с диаметром до 500 мм и конусностью от 1:3 до 1:500. Поля допусков для конических соединений в основном отобраны из полей допусков, содержащихся в ГОСТ 25347-82.
Резьбовые соединения широко используются в машинах и приборах. Резьба применяется для скрепления деталей и для преобразования вращательного движения в линейное.
Необходимо четко усвоить основные элементы резьбы: наружный, внутренний, средний диаметры, шаг, угол профиля и др. Термины и определения, относящиеся к основным элементам и параметрам цилиндрической и конической резьбы, приведены в ГОСТ 11708-82.
Размеры элементов номинального профиля резьбы установлены
ГОСТ 9150-81.
В ГОСТ 8724-81 и ГОСТ 24705-81 приводятся размеры основных элементов метрической резьбы:
d - наружного диаметра наружной резьбы (болта);
D - наружного диаметра внутренней резьбы (гайки);
d2 - среднего диаметра болта;
D2 - среднего диаметра гайки;
d1 - внутреннего диаметра болта;
D1 - внутреннего диаметра гайки;
Р - шага резьбы.
Система допусков метрической резьбы с крупными и мелкими шагами для диаметров 1-600 мм установлена для посадок с зазором и регламентирована ГОСТ 16093-81.
Для получения различных посадок с зазором установлены следующие ряды основных отклонений:
верхних es для наружной резьбы - d, e, f, g, h;
нижних EI для внутренней резьбы - Е, F, G, Н.
Стандарт устанавливает следующие степени точности: для болтов по наружному диаметру - 4, 6, 8 и по среднему диаметру - 3, 4, 5, 6, 7, 8, для гаек по внутреннему и среднему диаметру - 4, 5, 6, 7, 8.
В условном обозначении метрической резьбы на первом месте стоит буква "М" - резьба метрическая, далее наружный диаметр резьбы, мелкий шаг, и через тире степень точности и основное отклонение среднего диаметра резьбы, а затем степень точности и после допуска наружного диаметра резьбы на стержне, или степень точности и основные отклонения внутреннего диаметра резьбы в отверстии.
Примеры обозначения метрической резьбы и полей их допусков: Ml2 - 6 g-метрическая резьба болта с наружным диаметром 12 мм и крупным шагом, степень точности по наружному диаметру и среднему диаметру 6, основное отклонение – g.
М12XI - 5Н6Н - резьба гайки с наружным диаметром 12 мм, мелким шагом 1 мм, степень точности по среднему диаметру 5, основное отклонение Н; степень точности внутреннего диаметра 6, основное отклонение Н.
Студенту необходимо усвоить условные обозначения резьбы и расчет размеров диаметров резьбы.
Зубчатые передачи широко применяются при передаче вращения между валами. По эксплуатационному назначению зубчатые передачи разделяются на четыре основные группы: отсчетные, скоростные, силовые и общего назначения.
К отсчетным передачам относятся зубчатые передачи измерительных приборов, делительных головок, металлорежущих станков. Основным показателем отсчетных передач является высокая кинематическая точность, т.е. точная согласованность углов поворота ведущего и ведомого колес передачи.
К скоростным зубчатым передачам относятся передачи турбин, турбовинтовых двигателей самолетов. Основной эксплуатационный показатель скоростных зубчатых передач - плавность работы, т.е. отсутствие циклических погрешностей, многократно повторяющихся за оборот колеса.
К силовым передачам относятся зубчатые передачи прокатных станов, подъемно-транспортных машин.
Основное требование к силовым зубчатым передачам обеспечение наибольшего пятна контакта зубьев.
К передачам общего назначения не предъявляют повышенных требований точности. Система допусков для эвольвентных цилиндрических передач регламентирована ГОСТ 1643-81.
Установлено 12 степеней точности зубчатых колес и передач от 1 до 12 в порядке уменьшения точности. Для 1 и 2 степеней точности допуски и предельные отклонения не даны - они предусмотрены для будущего развития.
Для каждой степени точности стандартом установлены нормы допускаемых отклонений параметров, определяющих кинематическую точность, плавность работы и контакт зубьев зубчатых колес и передач.
Для устранения возможного заклинивания при неточности изготовления, нагрева передач и обеспечения условий смазки, должен быть боковой зазор между зубьями. Для этого предусмотрены шесть видов сопряжений: А, В, С, Д, Е, Н, определяющие различные значения гарантированного бокового зазора. Установлено восемь видов допусков на боковой зазор: х, у, z, а, b, с, d, h. Видам сопряжений Н и Е соответствует вид допуска h, видам сопряжений Д, С, В и А - соответственно виды допусков d, с, b, а. Соответствие видов сопряжений и видов допусков на боковой зазор допускается изменять, используя для этого и виды допусков х, у, z.
В условных обозначениях точности зубчатых колес и передач последовательно указывают степени точности по нормам кинематической точности, плавности работы и контакта зубьев, вид сопряжения и допуск на боковой зазор, номер стандарта Обозначение 8-7-6-Ва ГОСТ 1643-81 читается так: цилиндрическая передача со степенью 8 по нормам кинематической точности, со степенью 7 по нормам плавности работы, со степенью точности 6 по нормам контакта зубьев, с видом сопряжения В, видом допуска на боковой зазор а. Если степень точности по всем трем нормам одинакова и вид допуска соответствует виду сопряжения, тс обозначение запишется так: 7-В ГОСТ 1643-81.
|
из
5.00
|
Обсуждение в статье: ТЕМА 5.3 Модель стандартизации основных норм взаимозаменяемости |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы