 |
Главная |


Установка заготовок на станке
|
из
5.00
|
Способы установки. При токарной обработке наиболее часто применяются три основных способа установки заготовок на станке: в патроне, в патроне и заднем центре, в центрах (рис 22),
В патроне устанавливают короткие заготовки с длиной l выступающей части из кулачков до 2-3 диаметров d.
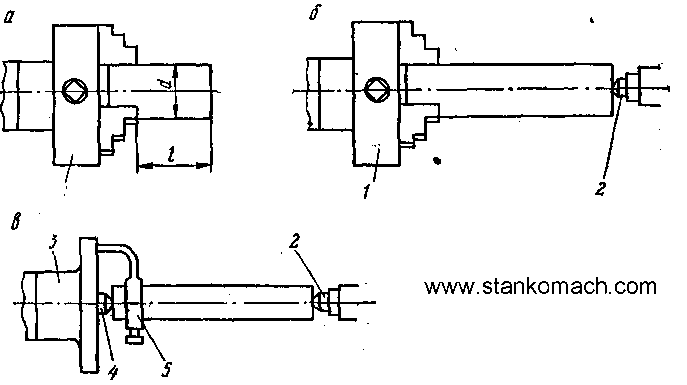
Рис 22. Способы установки заготовок на токарном станке:
а - в патроне; б - в патроне и заднем центре; в - в центрах;
1 - зажимной патрон; 2 - задний центр; 3 - поводковый патрон; 4 - передний центр; 5 - хомутик
Установка в патроне и заднем центре применяется преимущественно для чернового обтачивания длинных валов.
Установку в центрах используют главным образом для чистового обтачивания валов, когда необходимо выдержать строгую соосность обрабатываемых поверхностей, а также в случаях последующей обработки детали на других станках с такой же установкой.
Применяемые приспособления. Приспособлениями называются устройства, предназначенные для установки и закрепления заготовок на станке или для расширения возможностей последнего.
Для рассмотренных выше способов установок пользуются токарными приспособлениями общего назначения: зажимными и поводковыми патронами, хомутиками, центрами.
Наибольшее распространение в практике работы токаря получили зажимные 3-кулачковые самоцентрирующие патроны (рис 23), в которых заготовка одновременно с закреплением центрируется по оси вращения. Такие патроны предусмотрены для закрепления круглых заготовок с относительно ровными поверхностями.
Патрон состоит из корпуса 4, трех кулачков 3 и 5, центрального зубчатого колеса 2 со спиральной нарезкой на торце, трехконических шестерен 1 с квадратными отверстиями под ключ. Если торцовым ключом вращать зубчатые колеса, то кулачки с помощью спиральной нарезки будут одновременно перемещаться радиально.
Патроны снабжаются комплектом прямых и обратных кулачков либо кулачками сборной конструкции.
Прямые кулачки 3 предназначены для закрепления заготовок небольшого диаметра «на зажим» или «на разжим» - заготовок с отверстиями. Обратные кулачки 5 используются для закрепления заготовок большого диаметра. Сборный кулачок состоит из собственно кулачка 6 и рейки 7, которые скрепляются винтами. Такие кулачки можно переставлять на рейках и использовать в качестве прямых или обратных.
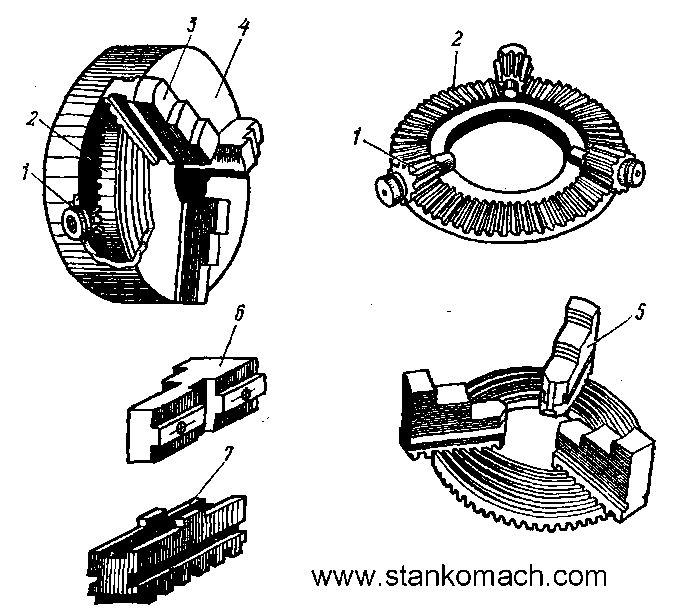
Рис 23. 3-кулачковый самоцентрирующий патрон
Кулачки, поставляемые в комплекте с патроном, обычно закалены для повышения долговечности. При закреплении ими деталей с окончательно обработанными поверхностями на последних остаются вмятины. В таких случаях рекомендуется пользоваться мягкими незакаленными кулачками, специально изготовленными, чаще всего сборной конструкции.
Кулачки обозначаются номерами 1, 2, 3, в порядке которых они устанавливаются в пазы корпуса с аналогичной маркировкой.
Самоцентрирующие 3-кулачковые патроны выпускаются разных размеров с наружным диаметром от 80 до 630 мм четырех классов точности. Для универсальных работ предусмотрены патроны нормальной точности Н и повышенной П; для чистовых работ - высокой В и особо высокой А. Точность патрона (кроме нормальной) маркируется на его корпусе.
Для установки на станок зажимные патроны крепятся к переходным фланцам, имеющим отверстие соответственно форме и размерам переднего конца шпинделя (см. рис 27).
Поводковые патроны (рис 24, а, б), применяемые при установке заготовок в центрах, предназначены для передачи крутящего момента от шпинделя к заготовке посредством хомутика. Поводковый палец 1 может быть отрегулирован в пазу патрона на необходимый размер хомутика. Такие патроны крепятся на переднем конце шпинделя аналогично переходным фланцам зажимных патронов.
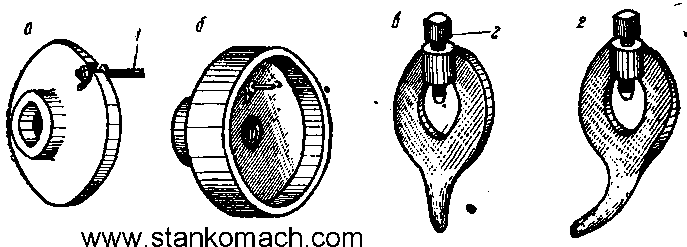
Рис 24. Поводковые патроны:
а - открытый; б -закрытый; хомутики: в - прямой; г - отогнутый
Для токарных работ предусмотрены два типа хомутиков (рис 24, в, г): прямые и отогнутые, которые устанавливаются на левом конце заготовки и закрепляются винтом 2. Благодаря овальной форме отверстия хомутик соприкасается с заготовкой в двух точках, что повышает надежность его крепления.
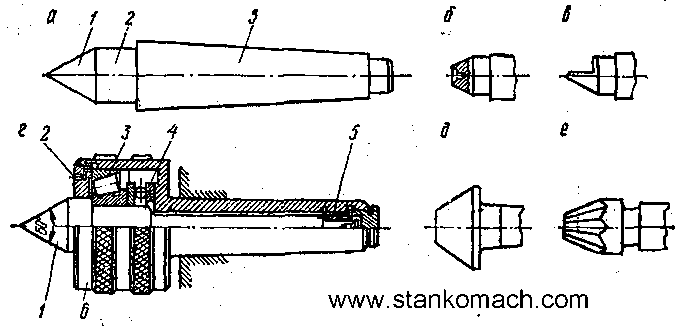
Рис 25. Токарные центры:
а - прямой;, б обратный; в - полуцентр; г - вращающийся; д - грибковый, е - рифленый
Центры (рис 25)служат для установки заготовок типа валов по центровым отверстиям или внутренним фаскам. По конструкции они делятся на упорные, вращающиеся и поводковые, а по форме рабочей части - на прямые, обратные, полуцентры и грибковые.
Упорный прямой центр (рис 25, а) состоит из рабочего конуса с углом 60°, шейки 2 и хвостовика 3, выполненного по размерам стандартных конусов Морзе. Такие центры изготавливаются из инструментальных углеродистых сталей У7 - У8 и подвергаются термической обработке - конец хвостовика и рабочий конус закаливаются.
Обратный упорный центр (рис 25, б) имеет на рабочей части коническое отверстие с углом 60°. Он предусмотрен для валиков малых диаметров (до 4 мм), на концах которых выполняются наружные центровые конусы.
Полуцентры упорные (рис 25, в) устанавливаются в пиноль задней бабки. Они имеют неполный рабочий конус, который позволяет подрезать торец заготовки, закрепленной в центрах.
Грибковый упорный центр (рис 25, д) выполнен в виде усеченного конуса увеличенного диаметра, что позволяет устанавливать на станке пустотелые заготовки по внутренним фаскам.
Упорные центры при точении с большой скоростью устанавливают преимущественно в шпинделе станка. Если такие центры закрепляют в заднюю бабку, то центровое отверстие заготовки, опирающееся на задний центр, следует заполнить густой графитовой смазкой.
Вращающиеся центры (рис 25, г) используются в качестве задних центров. Они состоят из корпуса 6, подшипников качения 3, 4 и 5, вставки 1 и резьбовой крышки 2 с войлочным уплотнителем;изготавливаются нормальной и повышенной точности.
Поводковые центры позволяют обтачивать детали на всю длину без хомутика и поводкового патрона. Установленные в шпиндель станка такие центры передают заготовке крутящий момент посредством рифленых поверхностей.
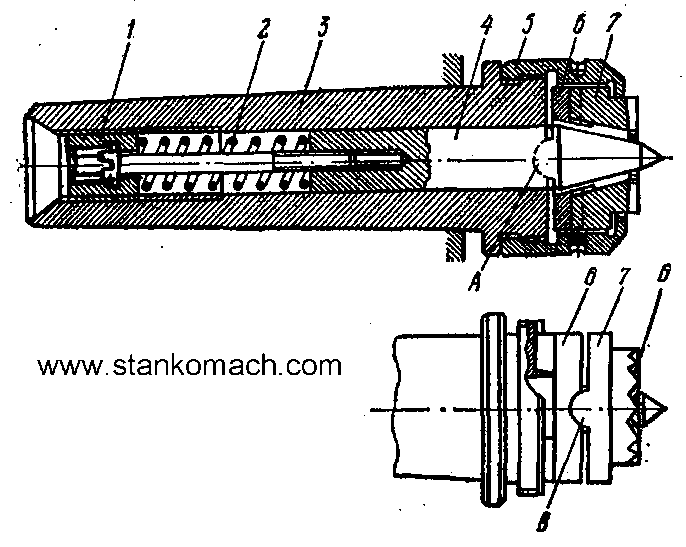
Рис 26. Поводково-плавающий центр
Поводковый рифленый центр (рис 25, е) применяют при обработке пустотелых валов, втулок в тех случаях, когда на кромке отверстия допустимы вмятины от рифлений центра или их можно удалить последующей обработкой.
Поводково-плавающий центр (рис 26) обеспечивает не только быструю установку и съем заготовок, но также практически высокую точность продольного положения их на станке. Центр состоит из корпуса 3, плавающего центра 4, гайки 5, опорной шайбы 6 и поводковой шайбы 7 с рабочими зубьями Б. Корпус и шайбы, сопряженные полукруглыми крестообразно расположенными выступами и впадинами А и В, образуют шарнирную систему, которая позволяет зубьям шайбы 7 равномерно прижиматься к торцу заготовки. Необходимое давление пружины 2 регулируется резьбовой пробкой1.
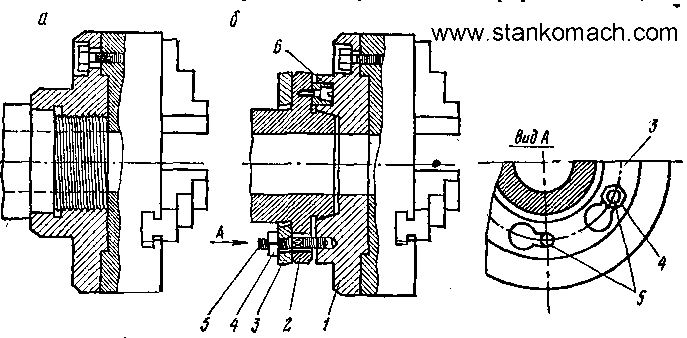
Рис 27. Установка токарного патрона на резьбовом конце шпинделя ( α ) и фланцевом (б)
Установка заготовок в патроне. Вначале необходимо надежно и правильно установить и закрепить патрон на шпинделе, для чего посадочные поверхности шпинделя и переходного фланца патрона очищают тряпкой, смоченной керосином, а затем слегка смазывают маслом.
Если шпиндель имеет резьбовой передний конец (рис 27, а), легкий патрон подносят к нему обеими руками и навинчивают до отказа (рис 28, а). Чтобы шпиндель при этом не поворачивался, положение рукояток коробки скоростей устанавливают соответственно наименьшей частоте вращения.
Более тяжелый патрон рекомендуется вначале положить на деревянный брусок (рис 28, б), а затем, подведя к шпинделю, навернуть вручную до отказа.
Чтобы предупредить самоотвинчивание во время работы, патроны, устанавливаемые на резьбовые концы шпинделей, следует закреплять дополнительными креплениями, предусмотренными на станке.
При фланцевой конструкции (рис 27, б) патрон устанавливают на центрирующий конус шпинделя так, чтобы резьбовые шпильки 5 совместно с гайками 4 прошли в отверстие фланца2 и поворотной шайбы 3, а фиксирующая шпонка 6 вошла в углубление переходного фланца патрона 1, После этого поворотную шайбу поворачивают на себя до отказа и равномерно в диагональном порядке затягивают гайки 4,
В самоцентрирующих патронах заготовка одновременно с закреплением цетрируется по оси шпинделя. Длина зажимаемой части заготовки в патроне должна составлять примерно 1/3 ее общей длины. Закрепление выполняют торцовым ключом, вставленным в одно из квадратных отверстий патрона. При этом категорически запрещается применение различных удлинителей, надетых на ручку ключа, так как приложение чрезмерно больших усилий способствует преждевременному выходу патрона из строя.
Иногда заготовка может занять неправильное положение в патроне, перекоситься. В таких случаях ее следует выверить на отсутствие биения. Для этого к вращающейся поверхности заготовки подносят кусочек мела и по характеру следа риски определяют «бьющий»участок. Выключив вращение, легкими ударами молотка (с мягким бойком) по указанному участку заготовке придают правильное положение, которое контролируют повторной проверкой. После этого заготовку необходимо окончательно закрепить.
При большом вылете заготовки из кулачков патрона (более 2-3 диаметров) ее поджимают задним центром (см. рис 22, б). Для этого зацентрованную с одной стороны заготовку слабо закрепляют в патроне за небольшой участок длиной 5-6 мм, в центровое отверстие плотно вводят задний центр и производят окончательное закрепление.
Установка заготовок в центрах. Применяется из-за невысокой жесткости в основном для чистового обтачивания деталей типа валов. Для этого на торцах заготовки сверлением выполняют центровые отверстия с углом рабочего конуса 60° (см. §26).
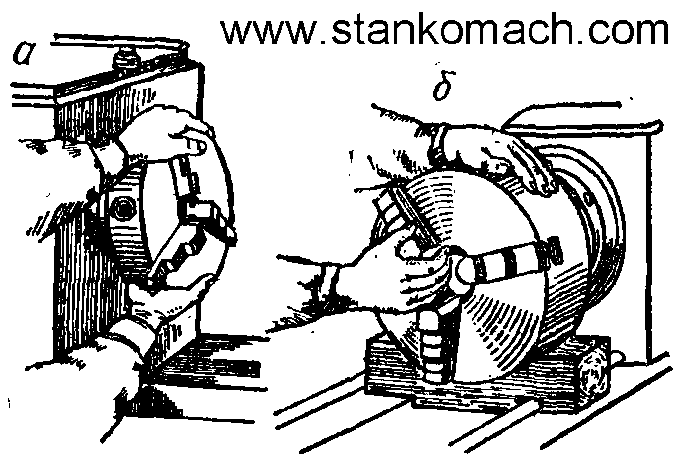
Рис 28. Установка патрона на станке
Для получения высокой точности обработки необходимо, чтобы оси центров станка точно совпадали, а рабочий конус переднего центра не имел биения. Это достигается правильной установкой центров и выверкой их положения. Перед установкой хвостовики Центров и конические отверстия шпинделя и пиноли следует протереть насухо тряпкой. Совпадение осей проверяют сближением центров: их вершины должны совместиться. На некоторых станках для этой цели на корпусе и плите задней бабки имеются обработанные платики. Их совмещение обеспечивает соосность центров станка. Окончательно ее определяют пробным обтачиванием вала на всю длину. Если при этом диаметры на его концах окажутся одинаковыми, значит, оси центров совпадают.
Биение рабочего конуса переднего центра не должно превышать 0,01 мм при проверке индикатором. Если правильно установленный центр имеет биение больше допустимого, его надо заменить новым или проточить на месте твердосплавным резцом.
Поводковый патрон закрепляется на переднем конце шпинделя аналогично зажимным патронам.
Установка в центрах выполняется в следующем порядке.
На левый конец заготовки закрепляют хомутик, который подбирают по размеру так, чтобы зажимной винт в закрепленном состоянии не слишком выступал. Если конец заготовки чисто обработан, то под винт хомутика подкладывают пластинку из мягкого металла или применяют специальное разрезное кольцо.
Учитывая длину заготовки, заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли был наименьшим.
Удерживая заготовку левой рукой, опирают ее на передний центр, а правой, вращая маховичок задней бабки, вводят задний центр в центровое отверстие заготовки. Поджим центром должен обеспечивать свободное вращение заготовки без люфта. После этого пиноль следует закрепить.
При обтачивании происходит нагрев и удлинение заготовки. Поэтому крепление длинных заготовок в центрах следует периодически ослаблять и снова доводить до нормального состояния.
Контрольные вопросы:
Укажите способы установки заготовок на токарном станке и область их применения.
Перечислите токарные приспособления общего назначения и приведите их краткую Характеристику.
Объясните особенности и приемы установки заготовок в патроне, в патроне и заднем центре, в центрах.
|
из
5.00
|
Обсуждение в статье: Установка заготовок на станке |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы