 |
Главная |


Обработка цилиндрических поверхностей
|
из
5.00
|
Обтачивание гладких поверхностей. Применяемые резцы. Обтачивание выполняют проходными прямыми, отогнутыми и упорными резцами (рис 29).
Первые два типа резцов с главными углами в плане φ = 30-60° применяют преимущественно для обработки жестких деталей; ими можно обтачивать, протачивать фаски, а отогнутыми и подрезать торцы. Более широкое распространение в токарной практике получили упорные резцы с углом φ = 90°, которые, кроме указанных работ, позволяют подрезать уступы. Эти резцы особенно рекомендуются для обтачивания нежестких валов, так как они вызывают наименьший по сравнению с другими резцами поперечный прогиб обрабатываемой детали.
При выборе и эксплуатации проходных резцов следует учитывать также их различную стойкость (время непосредственной работы от заточки до переточки). При равных условиях менее стойкими являются упорные резцы, имеющие более острую и менее прочную вершину, склонную к перегреву.
При универсальных работах проходные резцы применяют как для чернового, так и для чистового точения. У черновых резцов вершину закругляют радиусом r = 0, 5-1 мм, у чистовых- r=1, 5-2. мм. Причем с увеличением радиуса закругления вершины снижается шероховатость обрабатываемой поверхности.
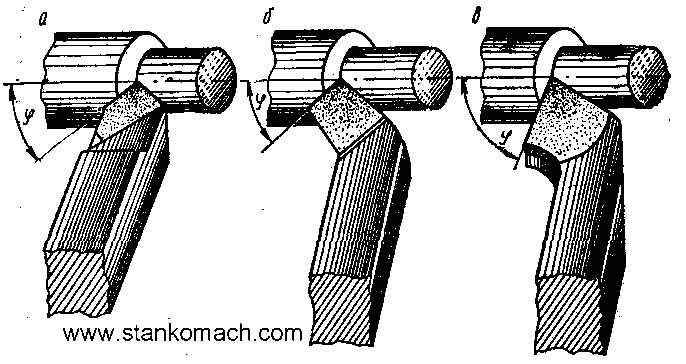
Рис 29. Проходные резцы:
а - прямой; б -отогнутый; в - упорный
Установка резцов на станке. Резцы должны быть правильно установлены и прочно закреплены в резцедержателе суппорта. Первое определяется положением резца относительно оси центров станка. При наружном точении резцы устанавливаются на станке так, чтобы их вершина находилась на уровне оси центров. В некоторых случаях, например при черновом обтачивании и обработке нежестких валов, рекомендуется выполнять такую установку выше линии центров примерно на 0, 02 диаметра детали. Высоту установки регулируют стальными подкладками 1 (рис 30), обычно не более чем двумя. При этом размеры подкладок должны обеспечивать устойчивое положение резца на всей опорной поверхности.
Установку по высоте проверяют совмещением вершин резца и одного из центров или пробной подрезкой торца заготовки, в центре которого не должна оставаться бобышка.
Резец также располагают перпендикулярно оси центров с наименьшим вылетом из резцедержателя(не более 1, 5 высоты стержня) и закрепляют прочно не менее чем двумя винтами.
<yes' style="color: rgb(0, 0, 0); font-family: verdana, geneva, lucida, 'lucida grande', arial, helvetica, sans-serif; font-size: 12px; font-style: normal; font-variant: normal; font-weight: normal; letter-spacing: normal; line-height: normal; orphans: 2; text-align: justify; text-indent: 10px; text-transform: none; white-space: normal; widows: 2; word-spacing: 0px; -webkit-text-size-adjust: auto; -webkit-text-stroke-width: 0px; background-color: rgb(255, 255, 255); ">

Рис 30. Установка резца в резцедержателе
Приемы обтачивания. Чтобы получить необходимый диаметр обрабатываемой поверхности, резец устанавливают на глубину резания. Для этого его подводят до касания с поверхностью вращающейся заготовки. Когда появится слабо заметная риска, резец отводят вправо за торец заготовки, лимб поперечной подачи устанавливают на нуль и подают суппорт вперед на требуемый размер по лимбу. Механическую продольную подачу включают после того, как резец при ручном перемещении суппорта врежется в металл. Установку резца на точный размер выполняют аналогично, пробным обтачиванием конца заготовки на длину 3-5 мм. По результатам измерения (штангенциркулем или при более высокой точности -микрометром) (рис 31) диаметра полученной поверхности резец подают на окончательный размер по лимбу. Когда требуемый размер достигнут, лимбовое кольцо устанавливают на нуль, для того чтобы все детали из данной партии обрабатывать без пробных отсчетов.
Длину обтачивания выдерживают разметкой заготовки или по лимбу продольной подачи. В первом случае на определенном расстоянии от торца заготовки протачивают риску, место для которой устанавливают с помощью линейки (рис 32) или штангенциркуля. При использовании для этой цели лимба продольной подачи резец подводят к торцу заготовки, устанавливают лимб на нуль и ручным продольным перемещением суппорта врезаются в металл. Затем включают продольную подачу и выполняют обтачивание. Подачу выключают за 2-3 мм до требуемого размера и обрабатывают оставшуюся часть ручным перемещением суппорта.

Рис 31 Измерение диаметра поверхности:
а-штангенциркулем, б-микрометром
Шероховатость обработки определяют сравнением поверхности детали с эталонами шероховатости.
Особенности пользования лимбами. Подавая резец поперечно на глубину резания, следует иметь в виду, что он перемещается по радиусу к оси детали. Следовательно, диаметр последней после обтачивания уменьшается на удвоенную глубину резания.
При пользовании лимбом надо знать его цену деления, под которой подразумевается величина перемещения резца, соответствующая повороту лимба на одно деление. Поэтому, чтобы определить необходимый поворот лимба, глубину резания делят на его цену деления. Например, требуется подать резец на глубину резания 1, 5 мм при цене деления лимба 0, 05 мм. Число делений поворота лимба будет равно 1, 5:0, 05=30.

Рис 32. Разметка риски на заготовке
Некоторые станки имеют лимбы поперечной подачи, цена деления которых указывается «на диаметр». В таком случае величину поворота лимба определяют делением разности диаметров заготовки до и после обтачивания на цену деления. Так, если заготовка диаметром 25 мм обтачивается до диаметра 22 мм при цене деления лимба 0, 05 на диаметр, то число делений, на которое потребуется повернуть лимб, будет равно (25-22) : 0, 05 = 60.
При пользовании лимбами необходимо учитывать наличие и величину люфта (зазора) в передачах движения суппорта. Если, например, выдвинутый вперед суппорт отводить назад, то при некоторой части оборота маховичка ручной подачи он будет стоять на месте. Это и характеризует величину люфта в передаче. Поэтому во время отсчета размеров на станке необходимо маховичок ручной подачи поворачивать плавно и только в одну сторону (рис 33, а). Если допущена ошибка и лимб повернут на большее число делений, чем требуется, то маховичок следует повернуть в обратную сторону на величину немного больше люфта, а затем, вращая в прежнем направлении, довести лимб до нужного деления (рис 33, в). Так же поступают, когда надо отвести резец на определенный размер от поверхности детали. Для этого суппорт отводят на большую, чем необходимо, величину, а затем, подавая его к детали, доводят лимб до нужного деления.
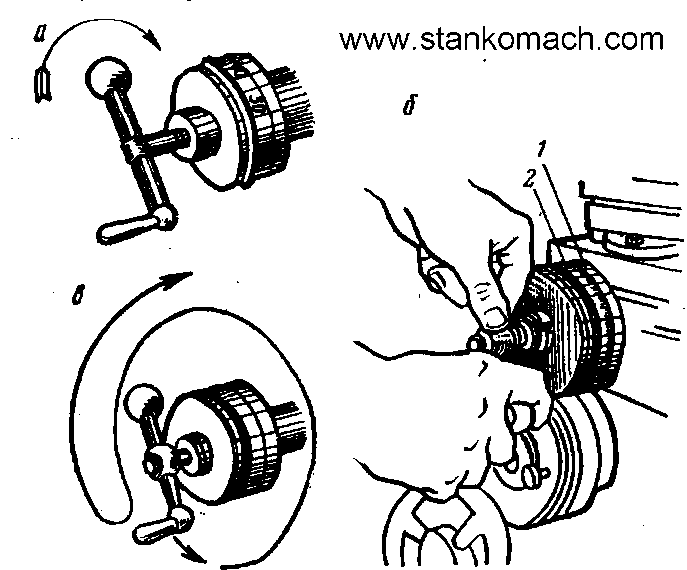
Рис 33. Установка глубины резания по лимбу поперечной подачи:
а - направление вращения маховичка; б- установка размера; в - вращение маховичка для исправления ошибки;
1 - указательная риска; 2 - лимбовое кольцо
Обтачивание ступенчатых поверхностей. Особенности обработки. Детали со ступенчатыми поверхностями могут иметь одностороннюю или двухстороннюю ступенчатость (рис 34).
Характерными требованиями, предъявляемыми к точности их обработки, являются соосность отдельных цилиндрических участков и перпендикулярность уступов к оси детали.
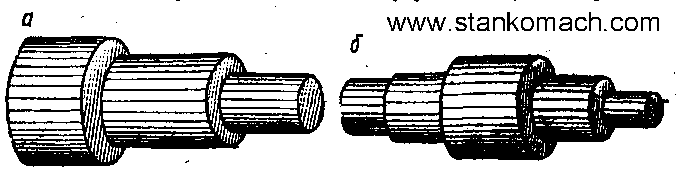
Рис 34. Деталь с односторонней (а) и двухсторонней (б) ступенчатостью
Соосность поверхностей с односторонней ступенчатостью может быть обеспечена обработкой их за одну установку в патроне или не поддержкой задним центром. Этим исключается влияние погрешностей установки на точность расположения поверхностей. Детали с двухсторонней ступенчатостью обтачивают за две установки и окончательно обрабатывают, как правило, в центрах. Если разность диаметров ступеней значительная, черновую обработку их рекомендуется осуществлять с более жесткой установкой - в патроне и заднем центре.

Рис 35. Положение резцов при обработке ступенчатых поверхностей
Для достижения перпендикулярности уступов к оси детали ступенчатые поверхности обрабатываются проходными упорными резцами. Ими можно в конце обтачивания подрезать продольной подачей уступ небольшой высоты, примерно до 5 мм (рис 35, а). Резец в этом случае устанавливают на станке так, чтобы главная режущая кромка располагалась перпендикулярно к оси детали по угольнику (рис 35, б). Более высокие уступы подрезают поперечной подачей. Резец при этом устанавливают так, чтобы угол между главной режущей кромкой и плоскостью уступа составлял 5-10° (рис 35, в).
Чтобы сократить время обработки ступенчатых поверхностей, нужно соблюдать рациональную последовательность их обтачивания и постоянное продольное положение заготовок на станке.
Первое условие обеспечивается, если общая длина рабочих ходов резца будет наименьшей. Так, например, при черновом обтачивании ступенчатого вала (рис 36) наименьшая длина рабочего хода резца получается при обработке по схеме 1, наибольшая - по схеме4. Однако применение более выгодной последовательности обтачивания (по схеме 1)часто ограничивается резким перепадом глубины резания (в данном примере от 11 до 3, 5 мм), который можно уменьшить, если воспользоваться схемами 2 или 3. Обработку по схеме 4 следует применять только в том случае, когда ступенчатые участки детали значительно отличаются по диаметру или ее жесткость не позволяет вести обработку с большой глубиной резания.

Рис36. Схемы обтачивания ступенчатого вала

Рис 37. Шпиндельный упор (а) и упорно-плавающий центр (б)
Постоянное продольное положение заготовок на станке позволяет намного сократить время, расходуемое на пробные отсчеты и замеры длины при изготовлении деталей партиями. Для этого левый торец заготовки поджимают к регулируемому упору 4 (рис37, а), ввернутому во втулку 2 и зафиксированному контргайкой 3. Упор в собранном виде устанавливается в коническое отверстие шпинделя 1. Для этой же цели могут быть использованы торец, уступы или выточка кулачков токарного патрона.
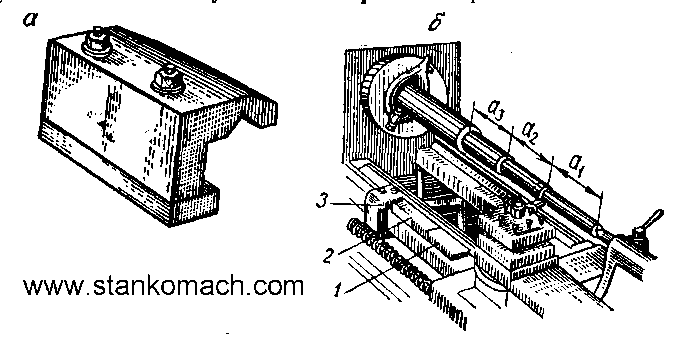
Рис 38. Продольный упор (а) и обтачивание ступени вала с помощью (б)
Высокая точность продольного положения заготовок, устанавливаемых в центрах, достигается применением упорно-плавающего переднего центра (рис 37, б). Такой центр состоит из корпуса 2, плавающего центра 5, поджатого пружиной 1 к закаленному упору 4, и стопорного винта 3 для зажима центра на время обработки данной детали.
Работа по упорам. При изготовлении деталей со ступенчатыми поверхностями крупными партиями заметное повышение производительности труда может быть достигнуто настройкой токарного станка по продольным и поперечным упорам.
Продольный упор (рис38, а) закрепляется на передней направляющей станины. Его положение устанавливают при изготовлении первой обрабатываемой детали, у которой линейные размеры выдерживают по разметке или лимбу. Для обработки нескольких ступеней на детали между упором и кареткой суппорта на направляющую станины укладывают мерные плитки. Короткие ступенчатые поверхности обрабатывают с помощью многопозиционных регулируемых упоров барабанного типа.
Пример обтачивания ступенчатого вала с помощью продольного упора и мерных плиток показан на рис 38, б. Ступень α1 обтачивают до подхода суппорта к плитке 1. Сняв ее, обтачивают ступень до момента, когда суппорт упрется в плитку 2. После этого удаляют плитку 2 и обтачивают ступень а3 непосредственно до упора 3.
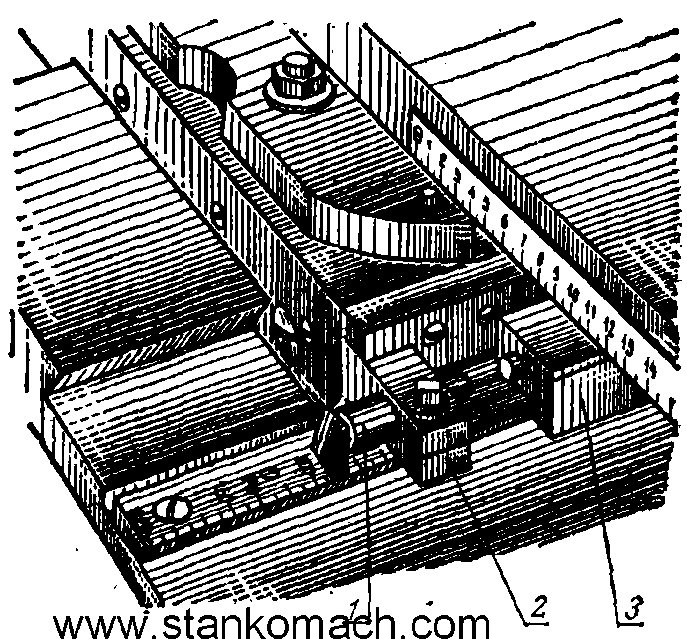
Рис 39. Поперечный упор станка 16К20
Автоматическое выключение механической подачи суппорта при подходе до упора осуществляется предохранительным механизмом фартука, рассчитанным на определенное усилие подачи. На станках, не имеющих такого механизма, подачу следует выключать за несколько миллиметров до подхода суппорта к упору. Оставшуюся длину обрабатывают перемещением суппорта вручную. Если не выполнить это условие -поломка станка неизбежна.
Поперечные упоры (рис39) располагаются на суппорте. Их неподвижная часть 3 закрепляется на каретке, подвижная 2 с регулируемым стержнем 1 - на поперечных салазках. Для обработки нескольких ступеней разных диаметров между частями упора устанавливают мерные плитки соответственно высоте уступов. При пользовании такими упорами следует маховичок поперечного перемещения суппорта поворачивать плавно без приложения значительных усилий, иначе вследствие прогиба деталей упора установленный размер будет сбиваться.
Режим резания при обтачивании. Для достижения высокой производительности казалось бы целесообразно работать с наибольшим режимом резания. Однако его величина ограничивается режущими возможностями резца. Поэтому режим резания должен быть не наибольшим, а наивыгоднейшим для данных условий работы. С этой целью при выборе его элементов рекомендуется принимать сначала глубину резания t, затем подачу S и после этого скорость резания v. В заключение требуемую частоту вращения n определяют по формуле (4). Этот порядок действий можно изобразить так:
t → S →υ-→n .
Глубину резания выбирают в зависимости от припуска на обработку, жесткости детали и резца, точности обработки. Если условия позволяют, весь припуск выгодно срезать за один проход. В иных случаях обработку ведут за несколько проходов. При этом черновую обработку обычно выполняют с глубиной резания 2-5 мм; чистовую- 0, 5-1мм. Подачу выбирают главным образом в зависимости от требуемой шероховатости поверхности. Для черновой обработки ее принимают в пределах 0, 5-1, 2 мм/об, для чистовой - 0, 2-0, 4 мм/об.
Таблица 1
Средние значения скорости резания для наружного точения
| Материал резца | Обрабатываемый материал | Вид обработки | |
| черновая / чистовая | |||
| υ , м/мин | |||
| Быстрорежущая сталь Р6М5 Твердый сплав ВК8 Твердый сплав Т15К6 | Сталь Чугун Сталь | 20-30 60-70 100-140 | 35-40 80-100 150-200 |
Скорость резания оказывает наибольшее влияние на стойкость резца: с ее увеличением резко ускоряется износ инструмента, требуется более частая его замена, переточка. Поэтому скорость резания выбирается в зависимости от всех условий резания: свойств материала и инструмента, принятых значений глубины резания и подачи, геометрии резца, свойств смазывающе-охлаждающей жидкости. Скорость резания при прочих равных условиях может быть принята большей: при обработке менее твердых и прочных материалов с небольшой глубиной резания и подачей, для резцов из более теплостойких инструментальных материалов с небольшими углами в плане, при применении смазывающе-охлаждающих жидкостей. Ориентировочные значения скорости резания для наружного точения приведены в табл. 1.
Брак цилиндрических поверхностей. При обработке цилиндрических поверхностей может возникнуть ряд погрешностей, основные виды, причины и способы устранения которых приведены в табл. 2.
Таблица 2
| Брак при обтачивании цилиндрических поверхностей | |
| Причины | Меры устранения |
| Не выдержан диаметр | |
| Неточность измерения | Проверить точность измерительного инструмента; сопрягать поверхности измерительного инструмента и детали без перекоса |
| Не выбран люфт при установка резца на размер по лимбу | Выбирать люфт при пользовании лимбом |
| Непрочно закреплены упоры | Надежно закрепить упоры |
| Не выдержана длина | |
| Неточная разметка по длине | При разметке длины линейку располагать строго параллельно оси заготовки |
| Различное продольное положение заготовок на станке при работе по упорам | Обеспечить постоянное положение заготовок на станке с помощью упоров |
| Остаточная чернота | |
| Мал припуск на обработку | Проверить заготовки на достаточность припуска, отсутствие кривизны и смещении центровых отверстий |
| Биение заготовки | Правильно выверять заготовки |
| Конусообразность | |
| Несносность центров станка Большой вылет заготовки из кулачков патрона | Выверить соосность центров Поджать заготовку задним центром |
| Овальность | |
| Износ переднего подшипника шпинделя | Отрегулировать или заменить подшипник |
| Бочкообразность | |
| Прогиб нежесткого вала под действием сил резания Износ направляющих в средней части станины | Уменьшить глубину резания и подачу, применить упорный резец и установить его немного выше оси центров Отремонтировать ставок |
| Седлообразность | |
| Отжим заднего центра | Уменьшить вылет пиноли и прочно закрепить |
| Износ направляющей задней бабки | Отремонтировать станок |
| Увеличенная шероховатость | |
| Большая подача, малая скорость | Подобрать правильный режим резания |
| Тупой резец | Заточить резец |
| Увеличенная вязкость материала | Улучшить обрабатываемость заготовок термообработкой |
| Нежесткое крепление резца и за готовки | Уменьшить вылет резца; применить более жесткое крепление заготовки |
| Увеличенные зазоры в направляющих суппорта. | Отрегулировать зазоры в направляющих суппорта |
Контрольные вопросы и задания:
Укажите типы резцов для наружного точения и область их применения.
Как устанавливаются на станке резцы для обтачивания цилиндрических поверхностей?
Каковы приемы обтачивания цилиндрической поверхности?
Объясните правила пользования лимбами.
Каковы особенности обтачивания ступенчатых поверхностей?
Объясните правила выбора режима резания при точении.
Укажите основные виды и причины брака при обработке цилиндрических поверхностей.
Выполните задания № 51 и 52.
|
из
5.00
|
Обсуждение в статье: Обработка цилиндрических поверхностей |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы