 |
Главная |


Заготовки и припуски на обработку
|
из
5.00
|
Предмет производства, из которого изменением формы, размеров, шероховатости и свойств материала изготавливают деталь, называется заготовкой. По размерам она больше детали на величину общего припуска на обработку (всего срезаемого слоя), который в свою очередь делится на операционные припуски - слои металла, срезаемые в каждой технологической операции.
По роду (способу) изготовления различают заготовки из проката, отливок и поковок.
Стандартный прокат круглого и многогранного профиля применяют преимущественно для изготовления деталей несложной формы. Для деталей типа полых валов, втулок, колец в качестве заготовок используют трубчатый толстостенный прокат, достигая тем самым существенную экономию материала и повышение эффективности труда.
Детали сложной формы в условиях серийного и особенно массового производства изготавливают из отливок и поковок, позволяющих намного сократить трудоемкость обработки резанием и расход металла, превращаемого в стружку.
При выборе припуска учитывают род заготовки и размеры обрабатываемой детали. Прокат обычно выполняется с большей точностью, чем отливки и поковки, поэтому припуски для заготовок из проката принимают несколько меньшими. С увеличением размеров деталей возрастают возможные погрешности их изготовления, следовательно, и припуск должен быть большим.
Припуски на обработку, как правило, выбираются по нормативным таблицам справочника. Их ориентировочные значения на сторону колеблются примерно в следующих пределах:для заготовок из проката - 1, 5-2, 5 мм; для отливок и поковок - 2, 5-5 мм.
Контрольные вопросы:
Что называется заготовкой и какая она бывает по роду?
Укажите предпочтительный род заготовок для деталей различной формы.
От чего зависит величина припуска на обработку?
Базирование заготовок
Общие сведения о базах. Требуемую точность размеров и взаимного расположения поверхностей детали можно достичь при правильном выборе баз, используемых для установки или измерения заготовок в процессе обработки. Различают технологические и измерительные базы.
Технологической называется база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта. Такие базы могут состоять из одной или сочетания нескольких поверхностей. Примеры баз при различных способах установки заготовок на токарном станке показаны на рис 47.
При установке в прямых кулачках патрона (рис 47, а) базой служит цилиндрическая поверхность заготовки. Если последняя дополнительно опирается торцом в шпиндельный упор (рис47, б), то базой являются две поверхности - цилиндрическая и торец. То же имеет место при закреплении заготовки в обратных кулачках патрона (рис 47, в). Заготовка, установленная на разжимной оправке (рис 47, г), имеет базу из поверхностей отверстия и торца. Пример базы, состоящей из трех поверхностей, показан на рис 47, д, где заготовка установлена в патроне и заднем центре и опирается торцом в шпиндельный упор. При установке в центрах (рис 47, е) базой являются центровые отверстия заготовки.
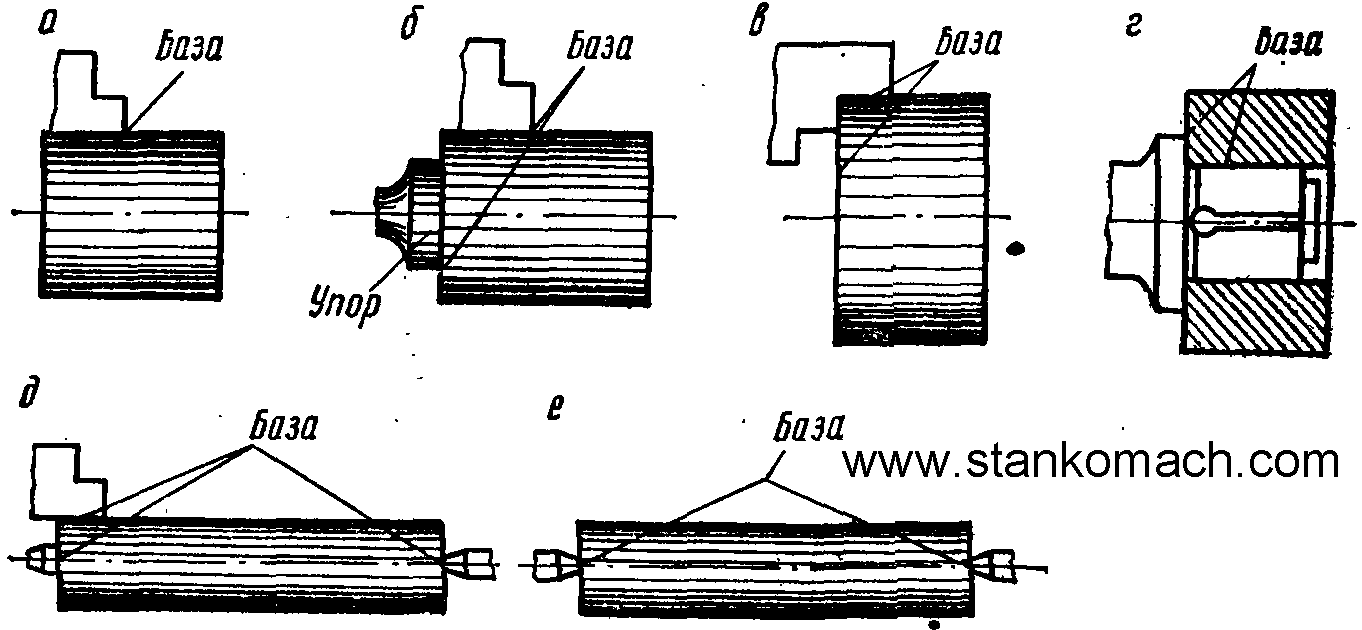
Рис 47. Технологические базы
Измерительной называется база, используемая для определения относительного положения заготовки или изделия и средств измерения. Такими базами могут служить поверхности, линии или точки детали, от которых задаются размеры на рабочем чертеже. Например, на ранее рассмотренном рис 46 деталь - опора - имеет следующие измерительные базы: для размеров 30, 45 мм и фаски 1X45°-правый торец; для ширины канавки- уступ Ø28 мм; для глубины канавки - цилиндр Ø24мм; для фаски 2Х45° -левый торец. Чтобы уменьшить возможные погрешности, размеры детали в процессе обработки следует отсчитывать от измерительных баз, предусмотренных чертежом.
Различают также черновые (необработанные), чистовые (обработанные) и основные базы.
Основной называется база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (например, поверхность отверстия зубчатого колеса, шкива, фланца).
Выбор технологических баз. Технологические базы должны обеспечивать правильное взаимное расположение поверхностей детали и надежное закрепление заготовки на станке. На рабочем чертеже детали они не указываются. Поэтому, чтобы не допустить ошибок при их выборе, следует руководствоваться следующими правилами.
1. Черновую базу можно использовать только один раз - для первой установки заготовки на станке. Это означает, что заготовку нельзя снимать со станка, пока не будет подготовлена чистовая база для следующей установки.
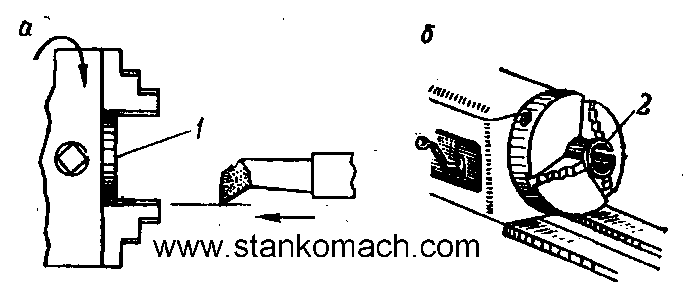
Рис 48. Повышение точности центрирования патрона:
а - расточкой кулачков; б - с помощью упругой расточенной втулки
2. В качестве черновой базы рекомендуется выбирать поверхность заготовки с наименьшим припуском или не подлежащую обработке. Это снижает вероятность появления остаточной черноты на обработанных поверхностях детали и обеспечивает правильное расположение их к необрабатываемым поверхностям.
3. При обработке деталей партиями технологическая база должна обеспечивать постоянное продольное положение заготовок на станке. Это намного сокращает время отсчета размеров по лимбу продольной подачи.
4. Чистовую обработку поверхностей с точным взаимным расположением следует выполнять от единой технологической базы. В единичном производстве обработку таких поверхностей чаще всего выполняют за одну установку, что исключает влияние погрешностей применяемой базы и приспособления на точность изготовления детали. В этом случае состояние технологической базы (черновая или чистовая) не имеет значения.
При изготовлении деталей партиями обработка тех же поверхностей обычно производится за несколько установок. В связи с этим погрешности применяемой базы и приспособления здесь существенно влияют на точность расположения обрабатываемых поверхностей. Поэтому их окончательную обработку необходимо осуществлять от единой чистовой базы, а также применять способы установки, обеспечивающие высокую точность базирования. К таковым в первую очередь относится установка в центрах. При использовании трех кулачкового патрона точность центрирования его повышают расточкой кулачков с помощью распорного диска 1 (рис 48, а) или применением упругой чугунной втулки 2 (рис 48, б), разрезанной в одном месте и расточенной по диаметру базовой поверхности детали. На время растачивания в прорезь втулки устанавливают пластинку из мягкого металла.
Контрольные вопросы:
Приведите классификацию и определения технологических баз.
Какое влияние на выбор последовательности обработки оказывают измерительные базы детали?
Объясните правила выбора технологических баз.
|
из
5.00
|
Обсуждение в статье: Заготовки и припуски на обработку |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы