 |
Главная |


Построение технологического маршрута
|
из
5.00
|
Основные положения. Технологический маршрут, отражая рациональную последовательность обработки детали, по своему содержанию является основной частью технологического процесса. Построение такого маршрута представляет собой технологическую задачу и следовательно может иметь несколько решений, из которых только одно окажется наиболее рациональным. Поэтому порядок разработки его целесообразно свести в единую логическую схему (рис 49), состоящую из трех последовательно осуществляемых стадий: 1) изучения исходных данных; 2) подготовки к построению технологического маршрута; 3)построения технологического маршрута.
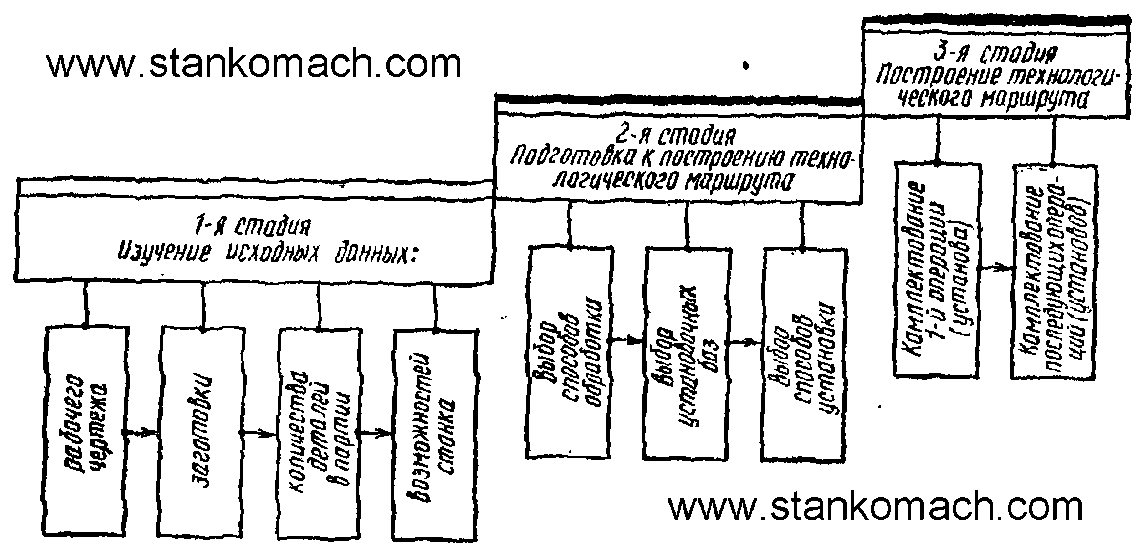
Рис 49. Схема мыслительных действий токаря при построении технологического маршрута
На 1-й стадии изучаются исходные данные, которые для конкретного рабочего места состоят из рабочего чертежа, заготовки, количества деталей в обрабатываемой партии и технических возможностей станка.
Рассматривая чертеж детали, следует в первую очередь определить точность выполнения размеров, формы и расположения поверхностей, их шероховатость. Допустимые погрешности этих четырех элементов технических требований, предъявляемых к точности обработки детали, указываются на чертежах условными обозначениями, предусмотренными ЕСКД (см. § 10). Кроме того, необходимо обратить внимание на форму, материал и вид термообработки детали, а также характер простановки размеров, которые могут существенно влиять на принятие определенного технологического решения. Например, если деталь подлежит термообработке, ее точные поверхности предварительно обрабатывают на токарном станке с припуском на шлифование. По простановке размеров можно установить измерительные базы и последовательность обработки поверхностей детали.
Сопоставляя заготовки с чертежом детали надо определить достаточность припусков на обработку, отсутствие значительного перекоса, смещения и кривизны поверхностей.
В зависимости от объема партии деталей надо принять решение о степени расчленения технологического маршрута. Если предстоит обработать только одну деталь на одном станке, то весь технологический маршрут будет состоять. из одной операции. Когда же обрабатывается партия деталей, технологический маршрут делят на ряд операций, количество которых соответственно зависит от величины партии.
Значение технических возможностей станка (наибольший диаметр обработки, пределы частот вращения и подач, мощность двигателя, наличие заднего резцедержателя и др. )позволяет наиболее полно использовать их при выборе того или иного варианта технологического процесса.
На 2-й стадии технологической подготовки выбираются способы обработки, установочные базы и способы установки заготовок на станке.
Любая поверхность может быть обработана различными способами, каждый из которых оправдывает себя в определенных условиях и при определенных требованиях к точности обработки. Из всех возможных способов обработки следует выбирать наиболее производительный (по принципу наибольшей производительности). Если этот способ не обеспечивает необходимые технические требования, то предварительную обработку выполняют наиболее производительным способом, а окончательную - тем, который позволяет достичь требуемой точности обработки. Например, при обтачивании цилиндра наиболее производительно весь припуск срезать за один проход. Когда же обрабатываемая деталь обладает недостаточной жесткостью или точность обработки высокая, обтачивание выполняют за два перехода: вначале предварительным точением срезают основную часть припуска, затем чистовым производят чистовую обработку с малой глубиной резания и подачей.
Технологические базы выбирают, руководствуясь правилами, изложенными в §21. Затем соответственно принятым базам намечают способы установки заготовок на станке в зависимости от требуемой жесткости крепления и точности центрирования.
Таблица 3
Условные обозначения, применяемые в технологических процессах
| Способ установки заготовки или наименование | Обозначение |
| Установка в патроне | 
|
| Установка в патроне с упором в торец | 
|
| Установка в патроне и заднем центре с упором в торец | 
|
| Установка в центрах (передний упорный, задний вращающийся) | 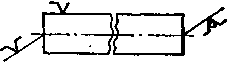
|
| Установка в центрах (передний поводково-плавающий, задний вращающийся) | 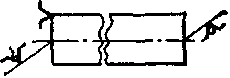
|
| Установка в центрах (передний рифленый, задний вращающийся) | 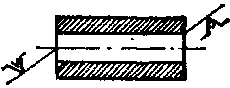
|
| Установка в центрах и подвижном люнете (см. рис 156. 6) | 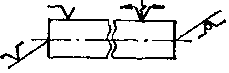
|
| Установка в центрах и неподвижном люнете (см. рис 156, а) | 
|
| Установка на цилиндрической разжимной оправке (см. рис 72, б) | 
|
| Установка на цилиндрической патронной оправке (см. рис 72, г) | 
|
| Установка на конической патронной оправке | 
|
| Установка на резьбовой Оправке с упором в торец (см. рис 72, в) | 
|
| Продольный упор | 
|
| Продольный упор с длиноограничителем | 
|
| Продольный многопозиционный упор | 
|
Короткие заготовки с черновой или предварительно обработанной базой закрепляют в самоцентрирующем патроне с закаленными кулачками. При большом припуске на обработку такие заготовки целесообразно поджимать задним центром.
Короткие заготовки с окончательно обработанной чистовой базой (когда к точности взаимного расположения поверхностей детали предъявляют высокие требования) закрепляют в патроне с сырыми кулачками или с помощью упругой втулки, растачивая их по диаметру принятой базы.
Предварительную обработку длинных заготовок выполняют в патроне и заднем центре, окончательную - в центрах.
3-я стадия -завершающая. Устанавливается последовательность обработки, количество и состав операций. При этом рекомендуется придерживаться следующих правил:
1. В первую операцию (уставов) наряду с другими переходами включать переходы по подготовке последующей чистовой технологической базы.
2. Черновую и чистовую обработку точением выполнять в различных операциях.
3. Переходы, нуждающиеся в особой наладке станка (некоторые способы обработки конусов, резьб, фасонных поверхностей), выделять в самостоятельные операции.
4. В операцию по окончательной обработке резцами точных поверхностей не включать переходы, нуждающиеся в поворотах резцедержателя.
5. В одной операции нецелесообразно выполнять сверление и растачивание отверстий.
Оформление технологического маршрута. Для производственного предприятия основным технологическим документом служит маршрутная карта, предусмотренная ЕСТД (единой системой технологической документации) по ГОСТ 3. 1105-74 (см. Приложение 1). Карта содержит сведения о последовательности выполнения операций, их привязке к цехам и участкам предприятия, наименовании применяемых станков, приспособлений и инструментов и некоторые другие данные. Однако исходя из особенности задач развития технологического мышления у учащихся - молодых рабочих, текстовой материал такой карты желательно для большей наглядности сопровождать графическим изображением. Поэтому для учебных целей целесообразно пользоваться несколько упрощенной маршрутной картой (см. табл. 4), расчленяя в ней операции на установы, переходы и сопроводив их схемами технологических установов. При заполнении такой карты рекомендуется руководствоваться следующими правилами.
1. Операции и переходы обозначать арабскими цифрами 1, 2, 3 и т. д. ; установы - прописными буквами русскою алфавита А, Б, В.
2. В графе «Содержание установов и проходов» указания выражать глаголом в повелительной форме: установить, закрепить, обточить, подрезать, сверлить. При этом размеры и предельные отклонения обрабатываемой поверхности в тексте не указывать. Вместо них проставлять в кружке порядковый номер размера поверхности из схемы технологического установа. Например: расточить отверстие 1, развернуть отверстие 2, обточить цилиндр 3, выточить канавку 4, нарезать резьбу 5, проточить фаску 6, отрезать заготовку в размер 7, подрезать торец в размер 8, обточить фасонную поверхность 9 предварительно (окончательно) и т. д.
3. В графе «Схемы установов» заготовки изображаются в произвольном масштабе на стадии завершения операционной обработки, обрабатываемые поверхности которых обводятся сплошными линиями увеличенной толщины (в 2-3 раза толще основной линии чертежа). Кроме того, на схемах указываются размеры, подлежащие выполнению в данной операции (установе). Нумеруются они арабскими цифрами в кружках диаметром 6-8 мм и располагаются вне контура детали в направлении движения часовой стрелки.
Способы крепления заготовок и некоторые другие сопутствующие сведения указываются на схемах условными обозначениями (табл. 3).
Контрольные вопросы:
Воспроизведите и объясните структурную схему мыслительных действий токаря при построении технологического маршрута.
Как оформляется технологический маршрут?
Воспроизведите условные обозначения, применяемые в технологических процессах.
|
из
5.00
|
Обсуждение в статье: Построение технологического маршрута |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы