 |
Главная |


Виды дефектов корпусов
|
из
5.00
|
В процессе эксплуатации корпусов сосудов и аппаратов появляются следующие характерные дефекты:
а) трещины всех видов и направлений в сварных швах, наплавках, околошовной зоне, основном металле и плакирующем слое;
б) коррозионные поражения основного металла, плакирующего слоя, сварных швов и наплавок в виде сплошной равномерной или неравномерной коррозии; локальной коррозии (язвы, питтинги и т.п.); расслоений или вздутий под поверхностью металла; межкристаллитной коррозии;
в) эрозионный износ;
г) гофры, вмятины, выпучины и другие деформации.
 |
Способ исправления дефектных участков корпусов выбирают с учетом следующих факторов: природы дефекта (трещины» коррозионное растрескивание, эрозионный износ и т.д.); конструкции корпуса (наличие приварных внутренних устройств в местах дефектов и т.д.); материального оформления корпуса (одно- или двухслойная сталь); экономической целесообразности метода исправления (наплавка, заварка, замена дефектного участка).
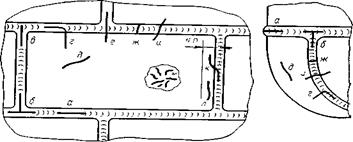
Рис. 7.1 – Расположение трещин на корпусе:
в — вдоль сварного шва; б — по двум пересекающимся сварным швам; в — по одному из пересекающихся сварных швов; г — по сварному шву с выходом на основной металл; д — по основному металлу вне околошовной зоны; е — на пересекающихся сварных швах с выходом на основной металл; ж — поперек сварного шва; и — поперечная с выходом на основной металл; к — по сварному шву с выходом в околошовную зону параллельно шву; л — в околошовной зоне, параллельная сварному шву; м — гнездообразные трещины
Перед ремонтом корпусов уточняют величину дефекта и границы дефектных участков по одному из методов, указанных в табл.
Таблица 4 – Методы неразрушающего контроля
| Метод | Вид дефекта |
| Визуально-оптический | Вмятины, гофры и другие деформация корпуса; коррозия поверхности корпуса; эрозионный износ; трещины |
| Ультразвуковой (ГОСТ 14782-76) | Трещины в металле шва и околошовной зоне; трещины в основном металле; расслоение металла, в том числе отслоение плакирующего слоя; трещина стенки в местах контроля и т.д. |
| Капиллярный (ГОСТ 23349—78) | Трещины сварного шва, околошовной зоны и основного металла, выходящие на поверхность, в частности межкристаллитная коррозия; коррозионное (щелочное) растрескивание |
| Радиографический (ГОСТ 7512—82) | Внутренние дефекты сварных соединений и основного металла; зоны поражения коррозией |
При получении сомнительных результатов проводят повторное определение границ дефекта или дефектного участка другим методом.
В зависимости от вида и размеров дефектов применяют в основном два способа их исправления: запарку или наплавку дефектного участка; замену дефектного участка (установку «латки», смену листа, обечайки, днища).
Трещины вида а–д (рис. 7.11) в корпусах сосудов и аппаратов исправляют после соответствующей подготовки заваркой.
В корпусах, не подвергшихся после изготовления термообработке, и в монтажных швах исправлению путем вырезки дефектного участка и установки «латки» подлежат следующие дефекты:
а) трещины, после исправления которых получается крестообразный шов (е,ж,и);
б) трещины по сварному шву с распространением в околошовную зону вдоль шва на расстоянии менее 100 м от него (к);
в) трещины в околошовной зоне, распространяющиеся вдоль шва на расстоянии менее 1100 мм от него (л);
г) гнездообразные трещины (м).
В корпусах, которые после изготовления подвергались термообработке, трещины вида е, ж, и, к, л исправляют после соответствующей подготовки заваркой с последующей термообработкой.
Появившиеся в корпусе сосудов и аппаратов коррозию и эрозию стенок, отслоение плакирующего слоя ремонтируют наплавкой дефектных мест в следующих случаях:
а) если сумма площадей дефектных участков не превышает 20% площади рабочей поверхности корпуса;
в) если площадь одного дефектного участка составляет не более 500 см2;
в) если глубина дефекта не превышает 30% фактической толщины стенки корпуса;
г) если расстояние между подготовленными к наплавке участками не менее трехкратной фактической толщины стенки корпуса, но не менее 100 мм;
д) если отсутствует склонность металла корпуса к коррозионному растрескиванию под напряжением.
Если эти условия невыполнимы, дефектный участок необходимо вырезать и на его место вварить вставку.
Отдельные очаги коррозии и эрозии исправляют заплавкой.
|
из
5.00
|
Обсуждение в статье: Виды дефектов корпусов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы