 |
Главная |


РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ
|
из
5.00
|
Расчет количества оборудования ведется раздельно по оборудованию отдельно стоящему, работающему в самостоятельном режиме (далее по тексту - отдельно стоящее оборудование), и оборудованию в составе линии, работающему в режиме линии (далее по тексту - оборудование в составе линии).
Под термином «линия» в настоящих нормах понимаются механизированные и автоматизированные линии.
Количество отдельно стоящего оборудования и рабочих мест следует определять по формуле:

где Мр - расчетное количество оборудования, ед.;
Тс - суммарная загрузка оборудования на объем годового выпуска сварных сборочных единиц, с учетом наладки, ч;
Фэ - эффективный годовой фонд времени работы оборудования, ч.
Суммарная загрузка оборудования (Тс) определяется по каждому виду и модели оборудования по формуле:
Тс = Тр + Тн,
где Тр - загрузка оборудования для сварки сварных сборочных единиц на объем годового выпуска, ч;
Тн - продолжительность наладки (рассчитывать по данным табл. 1), ч.
Таблица 1 - Продолжительность наладки оборудования
| Оборудование | Продолжительность наладки от годовой загрузки оборудования, в зависимости от количества наименований, закрепленных за единицей оборудования, % | |
| до 8 | свыше 8 | |
| Автоматы, полуавтоматы, источники питания и т.п. для дуговой сварки | 3 - 4 | |
| Аппараты плазменной сварки | 8 - 10 | - |
| Машины контактной сварки: | ||
| стационарные точечные | 4 - 6 | |
| подвесные точечные | 3 - 5 | - |
| шовные, стыковые | 3 - 5 | - |
| Машины сварки трением | 7 - 9 | - |
| Многоэлектродные машины с количеством электродов в них, шт.: | ||
| до 24 | 3 - 5 | - |
| 25 – 48 | 4 - 6 | - |
| свыше 48 | 5 - 8 | - |
| Установки для термической резки: | ||
| по копиру | 3 - 5 | |
| с фотоэлектронной системой и программным управлением | 5 - 8 |
Примечание . Большие значения принимать при закреплении большего числа сварных сборочных единиц за 1 единицей оборудования.
Количество оборудования в составе линии определяется пооперационно и рассчитывается по формуле:

где Тшт - штучное время на 1 сварную сборочную единицу, мин;
t - такт выпуска сварных сборочных единиц с линии, мин.
Расчет количества линий следует определять, исходя из производительности линии, по формуле:

где В - количество сварных сборочных единиц, производимых на линии в год (сутки или час), шт;
q - производительность линии в год (сутки или час), шт.
По полученному расчетному значению Мр с последующим округлением до ближайшего целого числа в большую сторону определяется количество принятого оборудования Мп.
Коэффициент загрузки оборудования (Кз) определяется отношением расчетного количества производственного оборудования (Мр) к принятому (Мп):

Коэффициент загрузки оборудования в зависимости от типа производства рекомендуется принимать для:
единичного и мелкосерийного - 0,80 - 0,85;
среднесерийного - 0,85 - 0,90;
крупносерийного и массового - 0,90 - 0,95.
В условиях средне- и мелкосерийного производства, когда оборудование принимается в необходимом комплекте (по технологической необходимости), Кз может быть ниже указанного.
ОБЪЕМНО-ПЛАНИРОВОЧНЫЕ И СТРОИТЕЛЬНЫЕ РЕШЕНИЯ
Определение общей площади
Общая площадь состоит из площади, занятой технологическим оборудованием, и площади, занятой проездами и инженерными службами.
К первой относится площадь, занимаемая рабочими местами, укомплектованными сварочными машинами, аппаратами и источниками питания, шкафами и пультами управления, гидравлическими станциями, стендами, приспособлениями, складочными местами для хранения деталей и готовых сварных сборочных единиц после сварки, транспортными устройствами, проходами для рабочих, контрольными стендами и прочим оборудованием.
Ко второй относится площадь, занимаемая магистральными проездами, вентустройствами, мастерскими (наладчиков, механиков, энергетиков и сантехников), трансформаторными подстанциями, энергетическими вводами, станциями специальных токов, лабораториями сварки, службами технического контроля, кладовыми и складами.
Общая площадь производства определяется на основе графических разработок и плана расположения оборудования.
При укрупненных расчетах площадь, занимаемая технологическим оборудованием определяется по нормам на 1 единицу оборудования, приведенным в табл. 9; площадь, занимаемая проездами, службой наладки, вентустройствами, энергетическими вводами и т.д. составляет 30-40 % от площади, занимаемой технологическим оборудованием, и уточняется компоновочным планом цеха (корпуса).
Таблица 2 - Площадь на 1 единицу оборудования
| Оборудование | Площадь на 1 единицу оборудования в зависимости от длины сварных сборочных единиц, м2 | |||
| мелкие длиной до 0,8 м | средние длиной от 0,8 до 2,5 м | крупные длиной от 2,5 до 6,0 м | особокрупные длиной свыше 6,0 м | |
| Для дуговой сварки | 12 – 15 | 16 - 25 | 30 - 70 | 60 - 100 |
| Для газовой сварки и пайки | 12 – 15 | 16 - 20 | - | |
| Для контактной сварки: | ||||
| точечной и рельефной | 12 – 15 | 16 - 20 | - | |
| многоточечной | - | 40 - 70 | 75 - 100 | 90 - 150 |
| роликовой | - | 30 - 45 | - | 90 - 150 |
| стыковой, трением | 15 – 20 | 35 - 40 | 35 - 40 | 60 - 100 |
| Роботы | 25 – 30 | 35 - 40 | 45 - 60 | 60 - 90 |
| Прочее | 20 – 25 | 26 - 35 | 36 - 45 | - |
Примечания : 1. Большие значения величин принимать при производстве более габаритных сварных сборочных единиц.
2. Для служащих, работающих в цехе, следует предусматривать конторские помещения на площади цеха из расчета 4,5 м2 на 1 человека.
Основные строительные параметры зданий
Сборочно-сварочное производство следует размещать, как правило, в одноэтажных зданиях, принимая габариты здания в соответствии с требованиями ГОСТ 23838-89.
Допустимо размещение производства в многоэтажных зданиях, принимая габариты здания в соответствии с требованиями ГОСТ 23838-89.
Выбор ширины и высоты пролета зависит от габаритных размеров оборудования, массы и габаритов сварных сборочных единиц, а также расположения оборудования (поперечное или продольное размещение линий).
Таблица 3 - Размеры пролетов и грузоподъемность подъемно-транспортных средств.
| Здание, изделие | Сварная сборочная единица | Размеры пролетов, м | Максимальная грузоподъемность крана, кН (т) | ||||
| масса, т | габариты (длина ´ ширина ´ высота), м | ширина | шаг колонн(средние) | высота до низа стропильных ферм в бескрановых пролетах | высота до головки подкранового рельсав крановых пролетах | ||
| 1. Одноэтажное | |||||||
| Тяжелые металлоконструкции (рамы, платформы и т.п.) | до 3 | 10,5 ´ 2,5 ´ 1,0 | 8,4; 9,6 | - | 50,0 (5,0) | ||
| 3 - 10 | 15,0 ´ 3,5 ´ 1,5 | 10,8; 12,0 | 8,15; 9,35 | 150,0 (15,0) | |||
| Пространственно-сложные конструкции (автокузова и т.п.) | до 0,5 | 5,0 ´ 2,5 ´ 2,5 | 8,4; 9,6 | - | 32 (3,2) | ||
| св. 0,5 до 3,0 | 12,5 ´ 2,5 ´ 2,5 | 9,6; 10,8 | - | 50 (5,0) | |||
| Разные сборочные единицы | до 0,3 | 2,5 ´ 1,0 ´ 0,5 | 18; 24 | 6,0; 7,2; 8,4 | - | 32 (3,2) | |
| 2. Многоэтажное | |||||||
| Первый и средний этажи | |||||||
| Разные сборочные единицы /балки, небольшие емкости/ | - | - | 6; 12* | 7,2; 8,4 | - | 32 (3,2) | |
| Верхний этаж | |||||||
| Пространственно-сложные конструкции (автокузова и т.п.) | до 0,6 | до 6,0 ´ 2,5 ´ 2,5 | 8,4; 9,6 | 32 (3,2) |
* При обосновании в каждом конкретном случае
Допускается размещение сборочно-сварочного производства при реконструкции и техническом перевооружении в существующих зданиях, имеющих высоту менее приведенной в табл. 10 при условии соблюдения норм и правил техники безопасности.
В соответствии с требованиями технологических процессов полы в сборочно-сварочном производстве должны быть прочными, огнестойкими, нескользкими, малотеплопроводными, диэлектрическими.
Распределенную нагрузку на пол, Па, принимать для:
сборочно-сварочного производства - 50000;
проездов - 100000;
внутрицеховых складов (кладовых):
деталей и заготовок - 100000;
вспомогательных материалов - 50000.
При размещении сборочно-сварочного производства на втором этаже и выше распределенную нагрузку на пол принимать:
для расчета плит перекрытия - 50000 Па;
для расчета балок (ригелей) - суммарную массу оборудования, устанавливаемого в ячейке 12 ´ 12 м, не более 250 т, расположенного самым неблагоприятным образом.
Таблица 4 - Ширина проездов и проходов
| Вид проезда | Транспортное средство | Ширина проезда, мм | |
| при одностороннем движении | при двухстороннем движении | ||
| Магистральное | Напольное: | ||
| электротележки, электропогрузчики | - | ||
| автопогрузчики, автомобили, уборочные машины и др. | - | ||
| Цеховой | Все виды напольного электротранспорта, кроме робокар | А* + 1400 | 2А + 1600 |
| Пешеходный проход | - | - |
А* - ширина груза (транспорта), мм
Примечания:
1. Транспортные тележки на рельсовом пути не должны размещаться на проездах.
2. Количество и расположение проездов, проходов определяется компоновочным планом цеха.
3. Расстояние от границы проезда до тыльной стороны оборудования - 500 мм по ГОСТ 12.3.020-80.
6.3. Нормы размещения оборудования
Нормы размещения оборудования учитывают требования научной организации труда и правил техники безопасности на рабочем месте. Нормы расстояний для наиболее часто встречающегося оборудования приведены в табл. 5 - 15.
Таблица 5 - Нормы расстояний для наиболее часто встречающегося оборудования
| Обозначение размеров | А | Д Е | К | У |
| Расстояние между оборудованием и элементами здания, м | 1,5 - 2,0 | определяется конструкцией изделия плюс 0,2 - 0,3 | 0,8 - 1,2 | 1,5 - 2,0 |

Рис. 1. Размещение стендов, кантователей для сварки крупногабаритных сварных сборочных единиц
1 - двухстоечный кантователь; 2 - место складирования; 3 - полукозловой кран; 4 - стенд для сборки; 5 - универсальная площадка с подвижной стрелой.
Таблица 6
| Обозначение размеров | А | В, Г, Д, Е | И | У |
| Расстояние между оборудованием и элементами здания, м | 1,5 - 2,0 | определяется конструкцией изделия | 2,0 | 2,0 - 3,0 |

Рис. 2. Размещение установки велосипедной тележки для автоматической сварки продольных и кольцевых швов цилиндрических изделий:
1 - направляющий рельс; 2 - велосипедная тележка с балконом; 3 - сварочный автомат; 4 - стенд роликовый механизированный; 5 - сварная сборочная единица; 6 - место складирования.
Таблица 7
| Обозначение размеров | А | Б | В, Г, Д, Е | Ж | И | К | Л | М | У |
| Расстояние между оборудованием и элементами здания, м | 1,5 - 2,0 | 1,5 | определяется конструкцией изделия | 3,0 - 5,0 | 2,0 | 1,2 | 1,2 | 1,5 - 2,0 | 0,8 - 1,2 |

Рис. 3. Размещение установок автоматической сварки и резки с поворотными колоннами и самоходными порталами:
1 - портал самоходный; 2 - стенд; 3 - универсальный цепной кантователь или стол термической резки; 4 - автомат сварочный или резак; 5 - место складирования; 6 - поворотная колонна; 7 - роликовый стенд; 8 - кантователь.
Таблица 8
| Обозначение размеров | А | К | Л | М | Н |
| Расстояние между оборудованием и элементами здания, м | 1,2 - 1,5 | 1,2 | 1,2 - 2,0 | 0,8 | 0,3 - 0,5 |
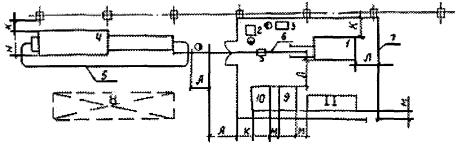
Рис. 4. Размещение оборудования для электронно-лучевой сварки:
1 - установка электронно-лучевой сварки; 2 - установка для размагничивания; 3 - пресс для запрессовки; 4 - моечно-сушильный агрегат; 5 - подвесной грузонесущий конвейер; 6 - монорельс; 7 - ограждающие элементы помещения для электронно-лучевой сварки; 8 - места складирования; 9, 10, 11 - шкафы управления и источники питания.
Примечание. Размеры уточняются по паспортным данным оборудования.
Таблица 9
| Обозначение размеров | А | Л | М | Н | Р |
| Расстояние между оборудованием и элементами здания, м | 1,5 - 2,0 | 0,8 - 1,2 | 0,8 - 1,0 | определяется конструктивно | 0,1 |

Рис. 5. Размещение оборудования для сварки длинномерных деталей:
1 - установка для сварки труб; 2 - рольганг для подачи труб; 3 - накопитель.
Таблица 10
| Обозначение размеров | Б | К | Л |
| Расстояние между оборудованием и элементами здания, м | 1,3 - 1,5 | 0,8 | 0,8 |

Рис. 6. Размещение источников питания (рекомендуемое):
1 - однопостовой источник питания; 2 - многопостовой источник питания; 3 - ограждение сетчатое.
Примечания: 1. Размеры ограждения зависят от габаритов источника питания и условий их обслуживания.
2. При недостаточном количестве свободной площади между колоннами допускается размещение однопостовых источников на специальных балконах. При этом пусковая регулирующая аппаратура источников должна быть установлена на рабочих местах.
Таблица 11
| Обозначение размеров | К | М | П | Т |
| Расстояние между оборудованием и элементами здания, м | 1,6 | 0,8 | определяется конструктивно | 0,3 - 0,5 |

Рис. 7. Размещение установки электрошлаковой сварки:
1 - роликовый стенд механизированный; 2 - направляющие рельсы; 3 - установочная тележка; 4 - колонна с реечным устройством; 5 - автомат сварочный; 6 - сварная сборочная единица; 7 - место складирования
Таблица 12
| Обозначение размеров | А | И | К | Л | М | У | Т |
| Расстояние между оборудованием и элементами здания, м | 1,2 | 0,8 | 1,0 | 0,8 | 1,0 | 1,0 - 2,0 | 0,8 - 1,0 |

Рис. 8. Размещение автоматов для сварки кольцевых швов:
1 - сварочный автомат; 2 - место складирования.
Размещение средств механизации
Таблица 13
| Обозначение размеров | А | К | Р | С | У | П |
| Расстояние между оборудованием и элементами здания, м | 1,2 - 1,5 | 0,8 | 0,2 - 0,3 | 0,8 - 1,0 | 0,8 - 1,0 | определяется конструктивно |

Рис. 9. Размещение напольных конвейеров:
1 - напольный конвейер; 2 - стол, оборудование.
Таблица 14
| Обозначение размеров | А | И | М | Н | П | Ф |
| Расстояние между оборудованием и элементами здания, м | 1,2 - 2,0 | 0,8 | 0,8 | 0,5 - 0,8 | определяется конструктивно | 0,2 - 0,3 |
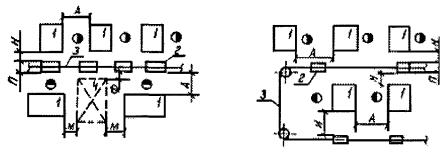
Рис. 10. Размещение подвесных конвейеров:
1 - оборудование; 2 - подвеска; 3 - конвейер; 4 - склад.
Таблица 15
| Обозначение размеров | А | В, Г | Ж | К | С |
| Расстояние между оборудованием и элементами здания, м | 1,5 - 2,0 | определяется конструктивно | 3,0 - 5,0 | 1,0 | 6,5 - 7,0 |

Рис. 11. Размещение конвейеров сборки, рихтовки и отделки изделий:
1 - конвейер; 2 - обрабатываемое изделие.
В нормах указаны расстояния от габаритов оборудования, включающих крайние положения движущихся частей его, оснастку, элементы механизации, питания и управления, габариты обрабатываемых деталей и сварных сборочных единиц с учетом их установки и снятия до смежного оборудования или элементов здания.
Нормы расстояний (табл. 12 - 22) между рядом стоящим оборудованием не распространяются на гибкие производственные системы, роботизированные и комплексно-автоматизированные участки. Эти расстояния определяются планом расположения оборудования конкретных участков, с учетом конструкции оборудования, транспортно-складских систем, систем управления и условий обслуживания.
Нормы расстояний предусматривают возможность монтажа и демонтажа отдельных узлов при ремонте оборудования.
Электрошкафы, пульты управления и т.п., расположение которых определено заводом-изготовителем оборудования, включаются в габариты оборудования.
Расстояние между электрошкафами, пультами управления, не входящими в габариты оборудования, элементами здания или смежного оборудования следует принимать в соответствии с требованиями правил по установке и эксплуатации электрооборудования.
При установке оборудования на индивидуальные фундаменты расстояние от колонн и смежного оборудования принимать с учетом конфигурации и глубины залегания фундаментов оборудования и колонн здания.
При обслуживании оборудования мостовыми и подвесными кранами максимальное приближение этого оборудования к стенам и колоннам зданий должно определяться с учетом крайних положений крюка крана.
Уменьшение расстояний между оборудованием, оборудованием и строительными конструкциями, приведенных в настоящих нормах, не допускается.
|
из
5.00
|
Обсуждение в статье: РАСЧЕТ КОЛИЧЕСТВА ОБОРУДОВАНИЯ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы