 |
Главная |


Сборочные кондукторы, стенды и установки
|
из
5.00
|
Оборудование для сборки плосколистовых конструкций.При сборке плосколистовых конструкций основной задачей является совмещение кромок собираемых листов в одной плоскости (при сварке встык) или прижатие листов друг к другу (при сварке внахлестку). Это требование определяет собой конструкцию типовых устройств для сборки плосколистовых конструкций:
- электромагнитные стенды;
- стенды с передвижными балками;
- порталы.
Все эти устройства имеют прижимы, направленные перпендикулярно плоскости изделия. Иногда устройства оборудуют упорами, обеспечивающими правильное расположение собираемых листов в плане.
Электромагнитные стенды предназначены для сборки и сварки листовых полотнищ. Для сварки прямолинейных швов листовых конструкций широко используют флюсовые подушки с электромагнитами, прижимающими изделие к подушке (рисунок 1). Стенд состоит из нескольких подушек, в которую входят тяговая лебедка 7 с канатами 4 и блоками 2 и 5. Управление лебедкой осуществляется с переносных кнопочных станций; передвижение подушек ограничено конечными выключателями. Подобные стенды применяют не только для сварки, но и для сборки полотнищ.
Рама 16 подушки установлена на двух тележках8. Внутри рамы расположен желоб 10 для флюса, а под ним – два шланга для подъема 19 и опускания 18 желоба, связанные с ним толкателями 11. Вдоль желоба расположены унифицированные электромагнитные блоки, состоящие из сердечников 12, катушек 13 и корпусов14. Кроме того, в раме расположены стойки с роликами для продольного 15 и поперечного 9 перемещения свариваемых листов. Стойки с роликами поднимаются шлангами 17. Для сцепления с тяговым канатом при передвижении подушки на концах рамы имеются захваты.
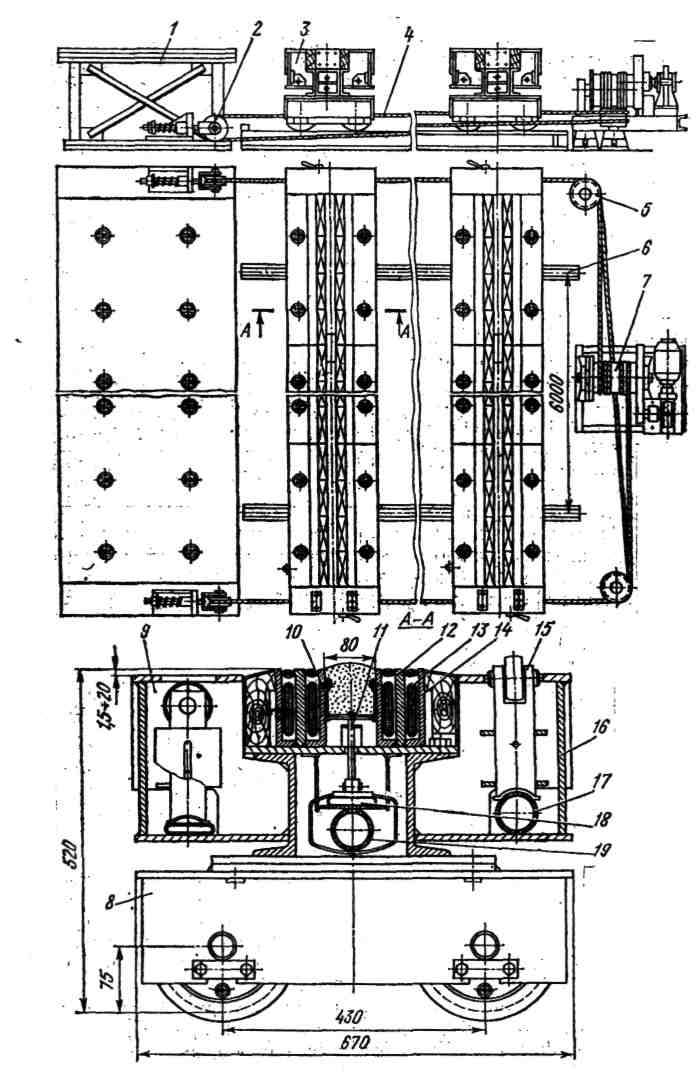
Рисунок 1 – Электромагнитный стенд для сварки полотнищ
На рисунке 2 изображен стенд с передвижной балкой, снабженной тремя пневмоприжимами. Стенд состоит из стеллажа 2 с боковыми направляющими 1, по которым на четырех колесах 4 передвигается балка 5, оборудованная тремя передвижными прижимами 7 с пневмоцилиндрами 6. Каждый цилиндр снабжен своим пневмораспределителем 8. Для предотвращения подъема балки во время прижатия имеются захваты 3.
Стенды применяют для листов толщиной 6-8; ширина стендов достигает 15 м, длина зависит от собираемых конструкций. Число прижимов 1-4, усилие каждого прижима 500-1500 кгс (5-15 кН).
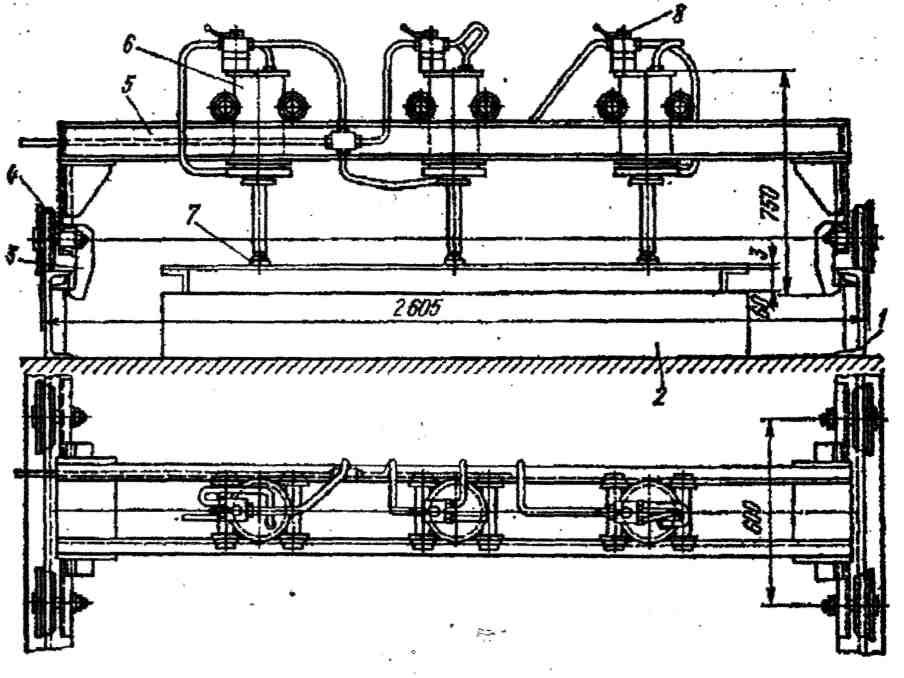
Рисунок 2 – Стенд с передвижной балкой с пневмоцилиндрами
Оборудование для сборки цилиндрических конструкций. Сборка цилиндрических конструкций включает в себя три основных операции:
- сборку продольных стыков обечаек;
- сборку обечаек по кольцевым стыкам;
- сборку обечаек с днищами.
При сборке продольных стыков необходимо соединить кромки стыка, совместив их в одной касательной плоскости, и выравнить торцовые кромки.
На рисунке 3 показана установка для сборки продольных стыков обечаек, состоящая из портальной рамы 2, двух гидравлических стяжек 4 для совмещения и соединения продольных кромок и гидравлической стяжки 5 для выравнивания торцовых кромок. Стяжки 4 с помощью пружинных подвесок 6 закреплены на тележках 7, передвигающихся по раме2. На этих тележках закреплены и панели управления 3. В стяжке 4 (рисунок 3в) винты заменены гидроцилиндрами – двумя зажимными 8, одним выравнивающим 9 и одним стягивающим 10.
Стяжка 5 для торцовых кромок представляет собой гидроцилиндр с двумя цепями, на концах которых имеются крючки, зацепляющиеся за кромки обечайки. Во время сборки обечайка находится на роликоопорах 1, на которые она попадает по наклонному стеллажу. Перед сборкой обечайку поворачивают на роликоопорах стыком вверх и стяжкой 5 выравнивают торцовые кромки в плоскости, перпендикулярной к продольной оси обечайки (рисунок 3б). После этого кромки обечайки соединяют стяжками 4 (рисунок 3в) и прихватывают дуговой сваркой, начиная с середины стыка. Собранная обечайка снимается с роликоопор специальным пневматическим выталкивателем.
Установку используют для обечаек диаметром 0,5-1,5 м, длинной до 2,1 м с толщиной стенки до 16 мм. Цилиндры стяжек развивают усилие до 1200 кгс (12 кН) при давлении масла до 60 кгс/см2 (6 МПа).
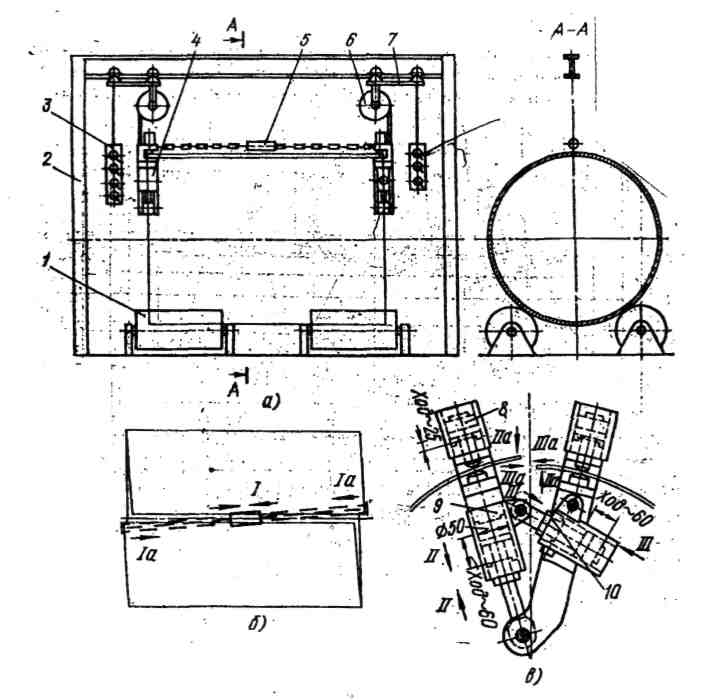
1-Ш – встречные движения гидроцилиндров и штоков;
1а-Ша – соответствующие движения кромок.
Рисунок 3 – Установка для сборки продольных стыков обечаек
При сборке продольных стыков небольших обечаек абсолютная величина несовпадения торцов обычно невелика, поэтому достаточно совместить и соединить кромки стыка. Эту операцию выполняют на приспособлении, показанном на рисунке 4. На сварном каркасе 1 приспособления размещены два рычажных прижима3 с пневмоцилиндрами 2 и опорный ложемент 4, на который укладывается обечайка. В осевом направлении положение обечайки определяется торцовым упором 5. При подаче воздуха прижимы с обеих сторон обжимают обечайку по наружному диаметру, соединяя кромки продольного стыка.
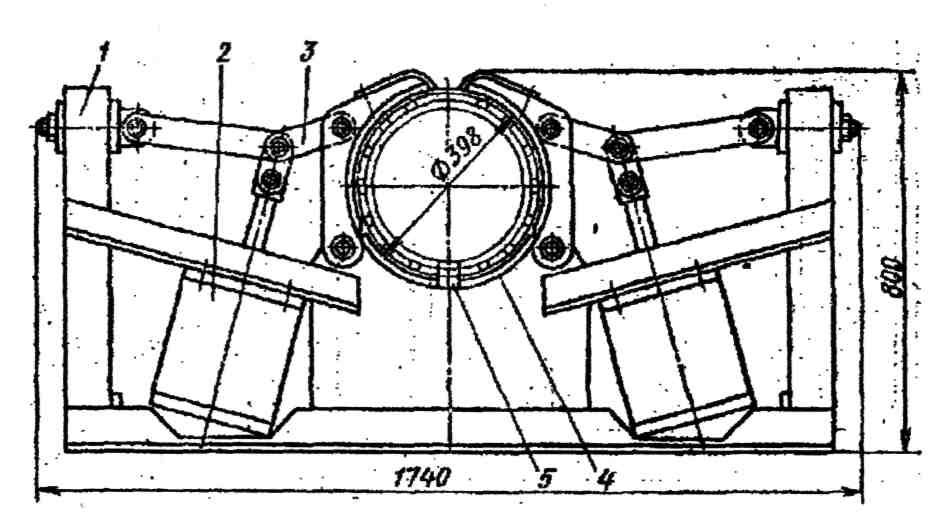
Рисунок 4 – Приспособление для сборки продольных стыков обечаек малого диаметра
Обечайка прижимается к деталям, расположенным внутри нее (например, к дискам). На этом же приспособлении можно выполнять сварку, так как прижимы расположены сбоку, и продольный стык остается открытым. Приспособление применено для обечаек диаметром 398 мм, длиной 320 мм, с толщиной стенки 5 мм.
При сборке обечаек по кольцевым стыкам необходимо прижать обечайки друг к другу, совместив их торцовые кромки по всей окружности. В соответствии с этим основными элементами оборудования для сборки кольцевых стыков должны быть осевые и радиальные прижимы.
Установка для сборки обечаек по кольцевым стыкам представляет собой тележку 5 со скобой 4, передвигающую по рельсам 10, проложенным между роликоопорами 11, на которых размещены собираемые обечайки (рисунок 5). На скобе закреплены три пневмоцилиндра: передний 1, средний 3 и задний 6. Штоки пневмоцилиндров связаны с прижимами. Шток переднего пневмоцилиндра заканчивается прижимной пятой, а штоки среднего и заднего пневмоцилиндров соединены с прижимами рычажными передачами, что увеличивает прижимное усилие в несколько раз по сравнению с усилием, развиваемым пневмоцилиндрами. На верхней части скобы, против прижимов переднего и среднего пневмоцилиндров, размещены три регулируемых винтовых упора 2. Скоба может подниматься и опускаться в пределах 0,45 м с помощью электропривода 9 по направляющим 7, закрепленным на тележке. Тележка передвигается по рельсам электроприводом 8.
В исходном положении воздух выключен, и давления во всех пневмоцилиндрах нет. При этом шток переднего пневмоцилиндра своим нижним концом опирается на тележку, а конец скобы под действием собственного веса опускается до упора верхней крышки переднего пневмоцилиндра в поршень. Прижим среднего пневмоцилиндра под действием веса поршня находится вверху, а прижим заднего – в крайнем правом положении. В начале работы механизмом подъема скоба устанавливается на таком уровне, чтобы упоры 2 были на 15-20 мм выше нижней стенки обечайки. Затем воздух подается в верхнюю полость переднего пневмоцилиндра и передний конец скобы поднимается.
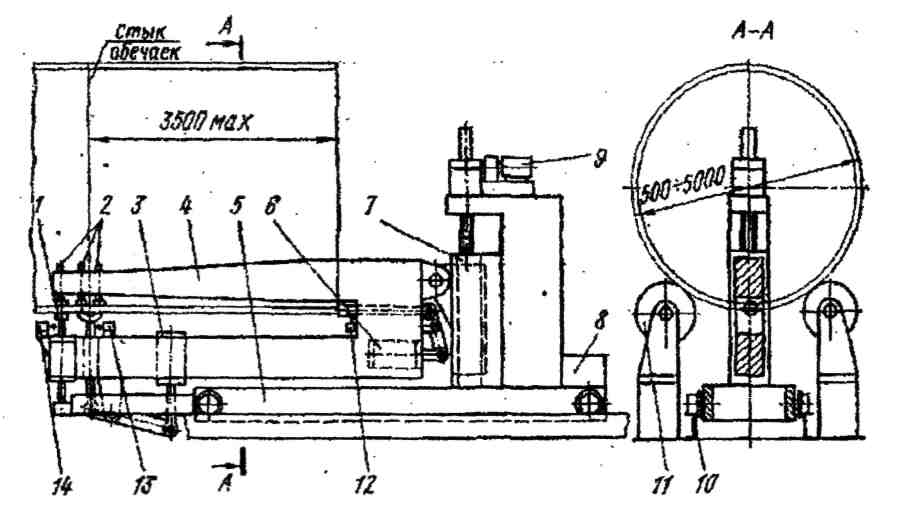
Рисунок 5 – Установка для сборки обечаек по кольцевым стыкам
Одновременно воздух подается в нижнюю полость среднего пневмоцилиндра и средний прижим опускается. В таком положении тележка заводит скобу внутрь обечайки, лежащей на роликоопорах установки, до тех пор, пока кольцевой стык не окажется над средним прижимом (между вторым и третьим верхними упорами). Теперь воздух подается в нижнюю полость переднего пневмоцилиндра, вначале передний конец скобы опускается, пока передний верхний упор не опуститься на нижнюю стенку левой обечайки, после чего поршень поднимается и зажимает левую обечайку между передними прижимом и упором. Затем последовательно включаются задний пневмоцилиндр, прижимающий правую обечайку к левой, и средний, прижимающий кромки обеих обечаек к верхним упорам, предварительно отрегулированным на необходимую высоту.
После выравнивания кромок обечаек производится прихватка, затем пневмоцилиндры переключаются и все прижимы отводятся от обечаек. При впуске воздуха в верхнюю полость переднего пневмоцилиндра сначала отходит его прижим (до упора нижним концом штока в тележку), после этого поршень останавливается и от давления воздуха в верхнюю крышку начинает подниматься сам пневмоцилиндр, поворачивая скобу с упорами 2, отходящими от обечаек. Освобожденные обечайки поворачиваются на роликовом стенде и происходят подгонка и прихватка в соседнем месте стыка. После сборки стыка тележка со скобой откатывается, на стенд устанавливается новая обечайка, и цикл повторяется.
Управление пневмоцилиндрами осуществляется с кнопочной станции электропевмораспределителями. В исходных положениях пневмоцилиндры отключаются конечными выключателями 12-14.
На подобных установках собирают сосуды диаметром от 0,5 м (при толщине стенки до 16 мм) до 5 м (при толщине стенки до 50 мм). Длина отдельных обечаек до 3,5 мм. Для сборки обечаек с толщиной стенки до 70 мм применяют установки с гидроцилиндрами.
Для обеспечения соосности и совмещения торцовых кромок труб и обечаек при сборке под сварку применяют наружные и внутренние центрирующие приспособления – центраторы.
Для сварки труб без прихватки применяют внутренние гидравлические центраторы. Обечайки с днищами собирают внахлестку или встык. Устройства для сборки внахлестку оборудуют торцовыми прижимами.
На рисунке 6 показано приспособление для сборки внахлестку небольших обечаек (диаметром 220 мм и толщиной стенки 2-2,5 мм) с донышками. Приспособление состоит из сварной рамы 1, двух боковых стоек 3 с укрепленными на них горизонтальными пневмоцилиндрами 2, на штоках которых закреплены прижимные диски 4 с электромагнитами, двух вертикальных пневмоцилиндров 8 и накидного хомута 6. На раме расположены также ложементы 5 и пуль управления с пневмораспределителями 7.
Собираемую обечайку укладывают в ложементы, накидывают на нее хомут, который соединяют с тягами зажимных пневмоцилиндров, после чего правым пневмораспределителем подают воздух в полость пневмоцилиндров, обеспечивая надежный зажим обечайки и калибровку ее торцов. В прижимные диски устанавливают под запрессовку донышки, которые удерживаются в них электромагнитами. Левым пневмораспределителем сжатый воздух подается в пневмоцилиндры 2, и происходит запрессовка донышек. При правильной цилиндрической форме торцов (если нет необходимости в калибровке) хомут можно не накидывать. Запрессовка донышек в этом случае производится в свободно лежащую обечайку. Для облегчения запрессовки цилиндрические части донышек выполняют с заходными уклонами.
Оборудование для сборки балочных конструкций. При сборке балочных конструкций требуется обеспечить правильное взаимное расположение и прижать друг к другу по всей длине составляющие балку элементы. Для этого в серийном производстве применяют стенды:
- с передвижными сборочными порталами;
- сборочные поворотные кондукторы;
- сборочные неповоротные кондукторы.
Стенды с передвижными сборочными порталами применяют обычно для изготовления балок большой длины в условиях мелкосерийного производства.
Стенды для сборки двутавровых балок, показанный на рисунке 7, состоит из сварной рамы 1, двух балок 10, служащих опорой для стенки собираемой балки, самоходного портала 4 с двумя вертикальными 6 и двумя горизонтальными 5 пневмоприжимами. Одна из опорных балок при помощи винтов 2 и конических редукторов 8, приводимых во вращение электродвигателем 9, может передвигаться и устанавливаться в соответствии с высотой собираемой балки. Один вертикальный и один горизонтальный прижимы могут перемещаться вдоль портала, два других прижима – неподвижные. Портал передвигается по рельсовому пути, уложенному вдоль рамы. Для снятия собранной балки имеются пневматолкатели 3.
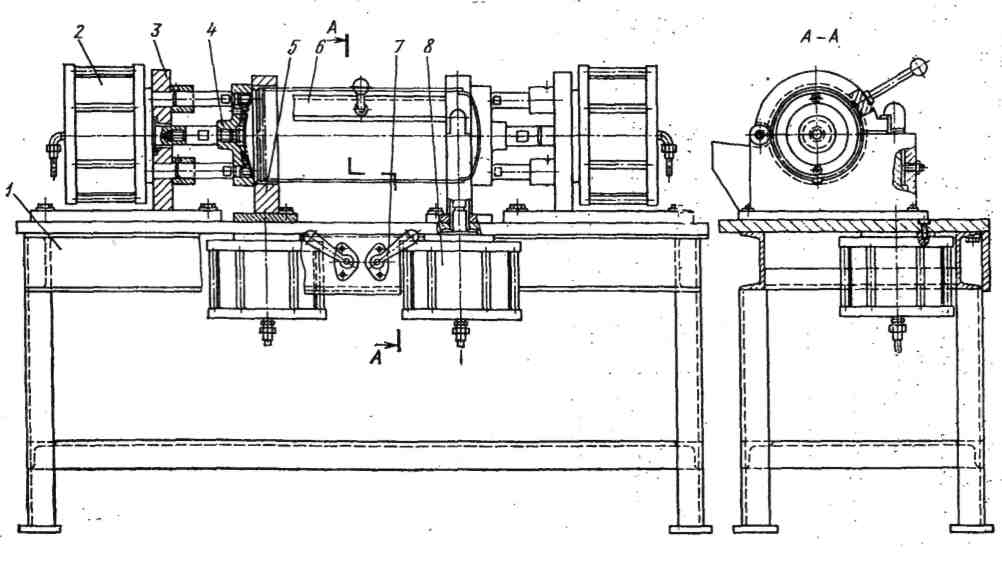
Рисунок 6 – Установка для сборки небольших обечаек с донышками
При сборке стенда собираемого элемента укладывается на опорные балки, а полки – вдоль балок на опорные винты 7, установленные на определенную высоту. Портал, передвигаясь вдоль собираемого изделия, останавливается против мест прихваток; включаются прижимы и производится прихватка собираемых элементов. Затем прижимы отходят, портал подводится к месту следующих прихваток, и цикл повторяется. На установке собирают балки длиной до 15 м, высотой 460-2000 мм, шириной полки до 600 мм и толщиной полки до 50 мм.
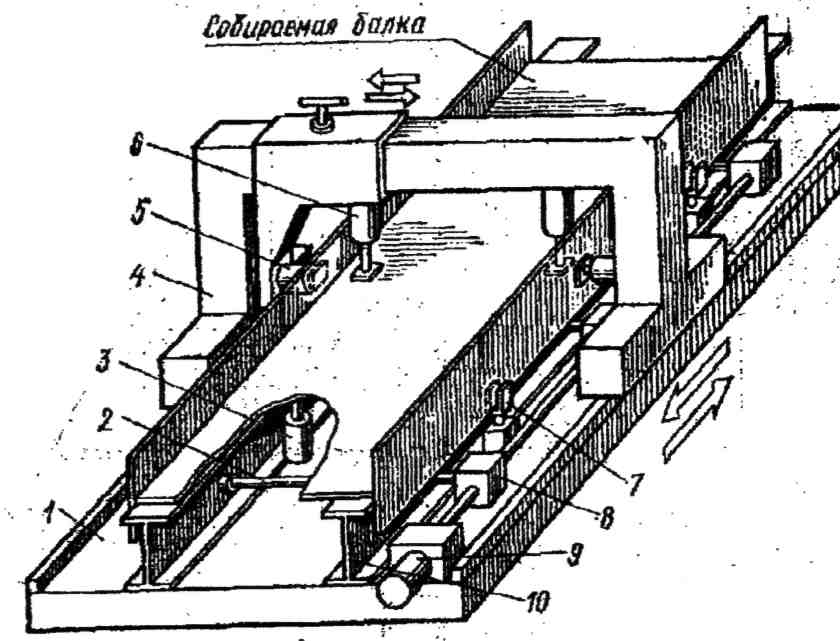
Рисунок 7 – Установка для сборки двутавровых балок
|
из
5.00
|
Обсуждение в статье: Сборочные кондукторы, стенды и установки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы