 |
Главная |


Вопрос 30 . Назначение и основные элементы литниковой системы
|
из
5.00
|
Назначение Литниковая система — обеспечение оптимальных условий и продолжительности заливки формы с целью получения отливки с чёткими гранями и контурами, предотвращение попадания неметаллических включений (при заливке из поворотного ковша), а при затвердевании сплава — питание отливки для предотвращения усадочных раковин. Элементы Литниковая система в соответствии с их назначением разделяют на подводящие и питающие (в некоторых частных случаях такого разделения не существует).
Назначение литниковой системы
Литниковая система – это система каналов и резервуаров для подвода расплавленного металла в полость литейной формы, её заполнения и питания отливки при затвердевании. Литниковая система должна обеспечивать заполнение литейной формы с необходимой скоростью, задержку шлака и других неметаллических включений, выход паров и газов из полости формы, непрерывную подачу металла к твердеющей отливке. После окончания литья избыточный металл, заполняющий литниковую систему, застывает, сохраняя форму её каналов и образуя отход, подлежащий отделению от самой отливки.

Рис. 33Л. Литниковая система
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель; 5 – выпор; 6 – прибыль.
Основными элементами литниковой системы (рис. 33Л) являются: 1 – литниковая чаша (воронка), которая предназначена для приёма струи расплава, вытекающей из разливочного ковша, и частичного задержания попадающего вместе с расплавом шлака; 2 – стояк – вертикальный или наклонный канал, передающий расплав из литниковой чаши внутрь литниковой системы; 3 – шлакоуловитель – горизонтальный канал, расположенный, как правило, в верхней полуформе и служащий для задержания шлака и передачи расплава из стояка к питателям; 4 – питатель – канал, подающий расплав непосредственно в полость литейной формы (питатель может быть как один, так и несколько, и они обычно располагаются в нижней полуформе); 5 – выпор – вертикальный канал для вывода газов из полости формы, сигнализации об окончании заливки, питания отливки расплавом при затвердевании; 6 – прибыль – резервуар с расплавленным металлом, обеспечивающий его непрерывный подвод к массивной части отливки, застывающей последней (при наличии нескольких массивных частей прибылей также может быть несколько).
Вопрос 31. Изготовление отливок по выплавляемым моделям. Сущность способа. Модельные составы. Формовочные материалы. Последовательность операций процесса литья по выплавляемым моделям. Достоинства и недостатки способа.
Изготовление отливок литьем по выплавляемым моделямэто способ получения отливок изготовленных с использованием одноразовых литейных форм не имеющих плоскости разъема, рабочая полость которых получена с использованием легкоплавких моделей –для изготовления легкоплавких моделей необходимо использовать стальную неразъемную пресс-форму внутреняя полость в которой изготавливается с учетом припуска на мех. Обработку и величину линейной усадки сплавов.
В последнее время предложены новые модельные составы парафин-полиэтиленовые, церезин-полиэтиленовые и парафин-церезин-полиэтиленовые.
Легкоплавкие модельные составы (парафин, стеарин, церезин и др.) приготовляют в водяных, глицериновых или масляных банях с электрическим или газовым подогревом; применяют также бани-термостаты.
Пастообразные модельные составы при малом масштабе производства приготовляют вручную, при более крупном — на специальных установках
Модельные составы с высокой температурой плавления (канифоль, полистирол и др.) изготовляют в специальных поворотных электропечах, оснащенных терморегуляторами.
Способы изготовления моделей разнообразны. Модельный состав вводят в полость формы следующими способами: свободной заливкой, запрессовкой в пастообразном состоянии; заливкой под давлением; запрессовкой под высоким давлением подогретых до состоянии размягчения порошка или крупки модельных составов типа пластмасс
В качестве формовочной смеси исп огнеупорные составляющие –песок в качестве связуещего гидрализованый раствор этил силиката ,воск с добавлением бурого угля.
Для изготовления оболочки керамической литниковой формы блок состоящий из моделей и литниковой системы погружают в суспензию.(песок+гидролизованный раствор этилсиликаты) с последующей обсыбкой каждого промежуточного слоя (5-7раз)
Легкоплавкий бок удаляют из формы погружая конструкцию в горячую воду. Полученную форму устанавливают в опоку (рамку) находящуюся на поддоне укрепляя песком и выдерживаемой в печи при высокой температуре 950 град на длительное времяпосле этого горячую литейную форму заполняют расплавом отливки извлекают из формы разрушая ее механическим или химическим способом. Объем мех обработки снижается в 2-е.
Минусы – 1)самый длительный и дорогостоющий 2)ограничение номенклатуры и массы получаемых изделий 3)использование трудносерийного массовом производстве целесообразно использовать при изготовлении высоколегированных сталей.
Вопрос 32. Изготовление отливок в оболочковые формы. Сущность способа. Литейная оснастка. Формовочные смеси. Последовательность изготовления отливок литьем в оболочковые формы. Достоинства и недостатки способа.
Способ литья в оболочковые формы основан на получении разовых полуформ и стержней в виде оболочек толщиной 6-10 мм. Их изготавливают путем отверждения на металлической оснастке слоя смеси, в которой связующее вещество при нагреве вначале расплавляется, а затем затвердевает (необратимо), придавая оболочке высокую прочность.
Сущность процесса заключается в применении тонкостенных разъемных разовые формы, изготовленных из формовочной смеси. Формовочные смеси изготавливают из мелкозернистого кварцевого песка, перемешанного с термореактивной смолой. Модельную плиту нагревают до температуры 200-250 градусов. На ее поверхность наносят разделительную смазку. Формовочную смесь наносят на на модельную плиту и выдерживают 10-30 секунд; от теплоты модельной плиты термореактивная смола переходит в жидкое состояние, склеивая песчинки с образованием песчано-смоляной оболочковой формы (толщиной 5-10 мм) в зависимости от времени выдержки. При этом смола твердеет. Готовые оболочковые формы снимают с металлической модели и, если они разъемные, то их склеивают. В собранные оболочковые формы заливают металл. Литьем в оболочковые формы получают ребристые цилиндры, коленчатые валы и т.д. Способ применяют для стальных, и для алюминиевых отливок, простой конфигурации без внутренних полостей в серийном производстве. Формовочная смесь состоит из мелкозернистого песка (размер зерна 0,25...0,06мм) и термореактивной смолы - пульвербакелита. Способ обеспечивает получение шероховатости поверхности Rz =80...40 мкм, и точность - 12...14 квалитет. Способ легко можно механизировать и автоматизировать.
Литейная технологическая оснастка (модельно-опочный комплект).
Модельный комплект- комплект технологической оснастки приспособленный и инструментально необходим для изготовления литых форм и стержней. В модельный комплект включают модельные отливки и модельные плиты стержневые ящики, опоки.
Модельная отливка - приспособление с помощью которого в литейной форме получают полость с формой и размером соответствующими форме и размерами будущей отливки. Поверхность модели должна быть гладкой и чистой что бы при ее извлечении из формы она легко отделилась от материала формы. Все размеры модели надо увеличить на величину усадки вертикальным поверхностям модели. Предают уклон для того что бы облегчить извлечение модели из формы.
Модельная плита – плита на которой закрепляют модель и элемент системы при изготовлении литейной формы.
Стержневой ящик – приспособление в котором изготавливают стержни. Они бывают цельными и разъемными. Вертикальные поверхности стержневых ящиков для облегчения готового стержня изготавливают из дерева и из металлов.
Опока – деревянная или металлическая рамка (ящик без дна) в которой производят уплотнение формовочной смеси при изготовлении литейной формы из песчаной глинистой смеси
Формовочная смесьсодержит наполнитель - мелкозернистый кварцевый песок - 100%: связующее - пульвербакелит (фенолформальдегидная смола с добавками уротропина) - 6 - 7%; увлажнитель (керосин, глицерин) - 0,2 - 0,5%; растворитель (ацетон, этиловый спирт) - до 1,5%.
Последовательность изготовления полуформ показана на рис. 39. Металлическую модель с элементами литниковой системы закрепляют на модельной плите, нагревают до температуры 200 – 250 оС и насыпают песчано-смоляную смесь. Смола плавится, склеивает песчинки и через 15 – 25 с на модели (рис. 39, а) образуется полутвердая оболочка толщиной 6 – 12 мм. При повороте модельной плиты на 180о (рис. 39, б) остатки смеси осыпаются. Затем модельную плиту с оболочкой помещают в печь, где при температуре 280 – 320 °С в течение 2 – 3 мин происходит окончательное твердение оболочки. После извлечения из печи оболочку (полуформу) с помощью толкателей снимают с модели (рис. 39, в). Аналогичным способом изготавливают песчано-смоляные стержни для пустотелых отливок.

| Рис. 39. Изготовление отливки в оболочковой форме |
При сборке формы устанавливают стержень и совмещают полуформы по имеющимся на них выступам и впадинам. Скрепление полуформ производится металлическими скобами, струбцинами или склеиванием (рис. 39, г). Собранную форму помещают в опоку, засыпают снаружи сухим песком или металлической дробью (рис. 39, д) и заливают расплавом. После затвердевания отливки (рис. 39, е) оболочковая форма легко разрушается.
Литьём в оболочковые формы получают коленчатые и кулачковые валы, шатуны, цилиндры с ребрами жесткости и другие о
Преимущества способа литья в оболочковые формы: возможность получения тонкостенных отливок сложной формы; гладкая и чистая поверхность отливок; небольшой расход смеси; качественная структура металла за счет повышенной газопроницаемости форм; широкая возможность автоматизации; небольшие допуски на обработку резанием. Недостатки: ограниченный размер отливок (до 1500 мм); высокая стоимость смесей; выделение вредных паров и газов из смесей при изготовлении форм.
Вопрос 33. Изготовление отливок литьем в кокиль. Сущность способа. Типы кокилей и материалы для их изготовления. Последовательность изготовления отливок литьем в кокиль. Достоинства и недостатки способа.
Литье в кокиль это способ получения отливок с использованием металлических многоразовых литейных форм. Для изготовления в кокили используют следующие конструкционные материалы ( серый чугун, высокопрочный,ковкий, углеродистый, легированные стали, аллюминиевые литейные сплавы
Способ изготовления кокиля литье в песчанно-глинистые фориы с последующей иех.обработкой рабочей полости кокиля.
Сущность способа заключается в применении многократно используемой литейной формы, которая формирует конфигурацию и свойства отливки. При этом способе литья либо совсем исключается применение, либо расходуется малое количество песчаных смесей лишь на изготовление разовых стержней. В связи с этим отпадает необходимость в землеприготовительных отделениях.
По конструкции кокиль может быть неразъемный, вытряхиваемый, разъемный .
Заполнения кокиля расплава осуществляется свободной заливкой под действием сил тяжести или гравитационных сил.
Внутренних полостях отливки получают используют не металлические или оболочковые стержни
Технология получения отливок более сложная т.к теплопроводность кокиля высокое для получения качественных отливок требуемой формы необходимо сохранить жидкотекучесть расплава перед заливкой расплав перегревают на более высокую температуру и кокиль подогревают пламенем газовых горелок и рабочую пов-ть кокиля покрывают огнеупорным составми с целью получения хорошего качества отливки.
Кокиль не податлив поэтому металлический стержень и отливку извлекают из кокиля раньше т.е до того как отливка остынет до темп окружающей среды.
Температура при которой отливку извлекабт из кокиля 0.6 т плавления
Для извлечения из кокиля , кокиль снабжают выталкивателями
Достоинства: многоуровневое использование объем мех.обработки сижается вдвое на поверхности отливки имеются отливки свободные от получения более плотной мелкозернистой структуры давления и как следствие более высокие мех.св-ва
Недостатки 1)ограниченная номенклатура изделия 2) массовое производство редко. 3)целесообразно использовать кокиль из цвет сплавов 4)длительность изготовления процесса кококиля
Вопрос 34. Изготовление отливок литьем под давлением. Сущность процесса и схема процесса ( с холодной и горячей камерами прессования). Последовательность изготовления отливок литьем под давлением. Достоинства и недостатки способа.
Литьем под давлением называется способ получения фасонных отливок в металлических формах, при котором форму принудительно заполняют металлом под давлением. Этот способ применяют в массовом производстве для тонкостенных отливок из сплавов цветных металлов (В последнее время этот метод литья начал применяться и для черных металлов). При данном способе обеспечивается большая точность размеров отливок, последние в подавляющем большинстве случаев не требуют дальнейшей механической обработки.
Сущность литья под давлением
Выполняют машинным способом в металлические формы, называемые пресс-формами. Заполнение металлом пресс формы осуществляют после её смыкания через литниковые каналы, которые соединяют рабочую полость пресс-формы с камерой прессования машины для литья под давлением. Наружные очертания отливки образуются рабочей поверхностью сомкнутой пресс-формы, а внутренние отверстия и полости получают при помощи металлических стержней, которые извлекают из затвердевшей отливки в момент раскрытия пресс-формы. Стержни имеют механически привод в виде реек, шестерен, зубатых секторов, клиньев, эксцентриков, кинематически связанных с механизмом раскрытия пресс формы.
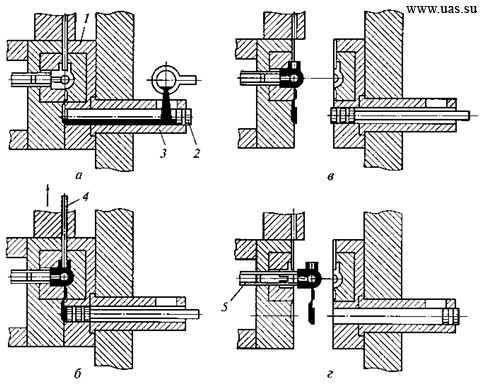
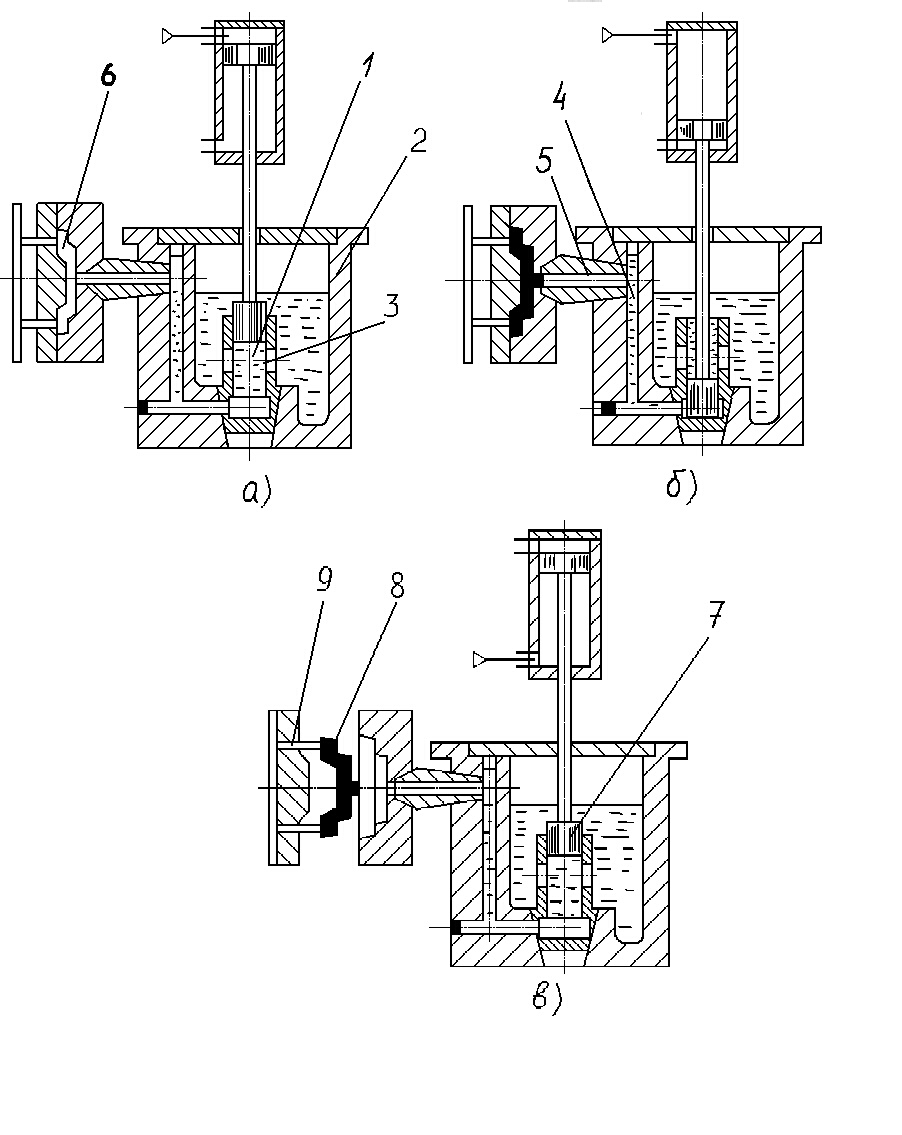
Рисунок 4.1 – Схема технологического процесса литья под давлением на машине с холодной камерой прессования: а – подача расплава в камеру прессования; б – запрессовка; в – раскрытие пресс-формы; г – выталкивание отливки; 1 – пресс-форма; 2 – пресс-поршень; 3 – камера прессования; 4 – стержень; 5 – толкатель
Металл заливают в камеру прессования и запрессовывают внутрь рабочей полости пресс-формы. После кристаллизации отливки происходит раскрытие пресс-формы для из-влечения отливки, при этом отдельная часть остается неподвижной, а остальные части отво-дятся гидроприводом. Отливка удерживается в подвижной части и перемещается с ней до соприкосновения с выталкивателями, которые выталкивают отливку из подвижной части пресс-формы. Отливка может быть извлечена из раскрытой пресс формы при помощи мани-пулятора или робота. Для предотвращения сваривания рабочей поверхности пресс-формы с отливкой и облегчения извлечения отливки полость пресс-формы покрывают составами в виде паст или распыляющих жидкостей, содержащих порошки металлов, графит, сульфид молибдена.
На машинах с холодной камерой прессования после подготовки пресс-формы 1 (рисунок 4.1, а) к очередному циклу, ее сборки и запирания с помощью запирающего механизма литейной машины в камеру прессования 3 подается доза расплава. Затем под действием пресс-поршня 2, перемещающегося в этой камере посредством механизма прессования, через каналы литниковой системы расплав заполняет рабочую полость пресс-формы (рисунок 4.1, б). После затвердевания и охлаждения отливки до определенной температуры извлекают стержни 4 и раскрывают пресс-форму (рисунок 4.1, в), а затем механизмом выталкивания и толкателями 5 отливку удаляют из пресс-формы (ри-сунок 4.1, г). Механизмы машины приходят в исходное состояние. Литники и заливы отделяются, от отливки, как правило, с помощью обрезного пресса, расположенного около литейной машины, либо механизмами пресс-формы. На этом рабочий цикл завершается.
К основным достоинствам литья под давлением относятся:
· универсальность по видам перерабатываемых пластиков,
· высокая производительность,
· высокое качество получаемых изделий,
· возможность изготовления деталей весьма сложной конфигурации или тонкостенных изделий,
· отсутствие дополнительной обработки конечного продукта (за исключением операции удаления литников),
· полная автоматизация процесса.
Недостатки метода:
· литьевые машины являются сложными и недешевыми устройствами, насыщенными современными техническими решениями;
· применение термопластоавтоматов для реализации конкретного технологического процесса требует квалифицированного технико-экономического обоснования.
|
из
5.00
|
Обсуждение в статье: Вопрос 30 . Назначение и основные элементы литниковой системы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы