 |
Главная |


Электрические и тепловые свойства дуги
|
из
5.00
|
Электрические свойства дуги. Сварочная дуга представляет собой длительный самостоятельный разряд электричества в атмосфере газов и паров металла между двумя электродами, проводящими большой ток - (5-4000) А - при относительно низком напряжении – (10-60)В.
В обычных условиях газы не являются проводником, но при наличии заряженных частиц, электронов и ионов становятся электропроводными.
Включенные в цепь два электрода при соприкосновении дают ток короткого замыкания. При этом они сильно нагреваются и выделяют тепло. Металл катода сильно накаляясь, приобретает способность излучать свободные электроны в пространство - термоэлектронная и автоэлектронная эмиссия (кинетическая энергия электронов становится больше энергии, необходимой для преодоления электростатического притяжения электрода)
Наиболее важным свойством для сварки являются тепловые свойства дуги. Температура сварочной дуги очень высокая — около 5500°С и зависит от диаметра электрода, плотности тока, материала электродов и состава газовой среды. На катоде она более низкая, чем на аноде, и максимального значения достигает в столбе дуги. При ручной сварке на постоянном токе разница температур на катоде и аноде используется для увеличения расплавления электрода или изделия. Тепловые возможности сварочной дуги измеряются ее тепловой мощностью.
Неиспользуемая на нагрев основного и присадочного металла часть полной тепловой мощности уходит в атмосферу, на световое излучение, уносится с каплями металла при разбрызгивании.
Для определения затраты тепла при сварке пользуются понятием погонной энергии сварки, которой называют количество теплоты, вводимой в металл в процессе сварки в единицу времени, отнесенное к единице длины шва.
Статической вольтамперной характеристикой дуги называют зависимость электрического напряжения от тока при постоянной длине дуги.
Напряжение дуги при малых плотностях тока в электроде падает при увеличении тока (падающая статическая характеристика), далее при увеличении плотности тока в определенном интервале остается практически постоянным (жесткая характеристика), а затем увеличивается с ростом тока в дуге (возрастающая характеристика).Падение напряжения с ростом тока наблюдается только при малых токах (порядка до 50 А) и может быть отнесено за счет улучшения условий термической ионизации. После возбуждения дуги возникает большее число носителей заряда, проводимость столба дуги увеличивается и ток возрастает при уменьшении напряжения. Дальнейшее увеличение тока приводит к росту поперечного сечения столба дуги без изменения его проводимости, поэтому напряжение на дуге остается практически постоянным.
Источник сварочного тока выпрямитель трансфарматор
Внешняя х-та бывает крупной падающий жесткой и возврасающей внешней х-та источников питания должна соответствовать вольт-амперной х-тики сварочной дуги.
Источники питания должны обладать требованиями
1)она должна быть безопасным в работе иметь высокий КПД 2)повышение напряжения холостого хода. 3)величина тока короткого замыкания должна быть строго ограниченной , что бы не допустить перегрева источника питания
Вопрос 38
Ручная дуговая сварка покрытыми электродами позволяет создать температуру в сварной ванне до 7000 градусов. Этого достаточно, чтобы сплавить практически любые известные металлы, а ручной способ позволяет добраться до самых труднодоступных мест. Благодаря простоте и практичности ручная сварка стала самой популярной. Недостаток заключается в том, что сварку должен производить человек с квалификацией, чтобы контролировать качество шва.
1. Сущность процесса ручной дуговой сварки
Сварку выполняют электродами, которые вручную подают в зону горения дуги и перемещают вдоль свариваемого изделия. Вместе со стержнем плавится покрытие электрода, образуя газовую защиту вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла металлической сварочной ванны.
Источником теплоты при дуговой сварке служит электрическая дуга. Дуга – мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает три этапа (рис.1):
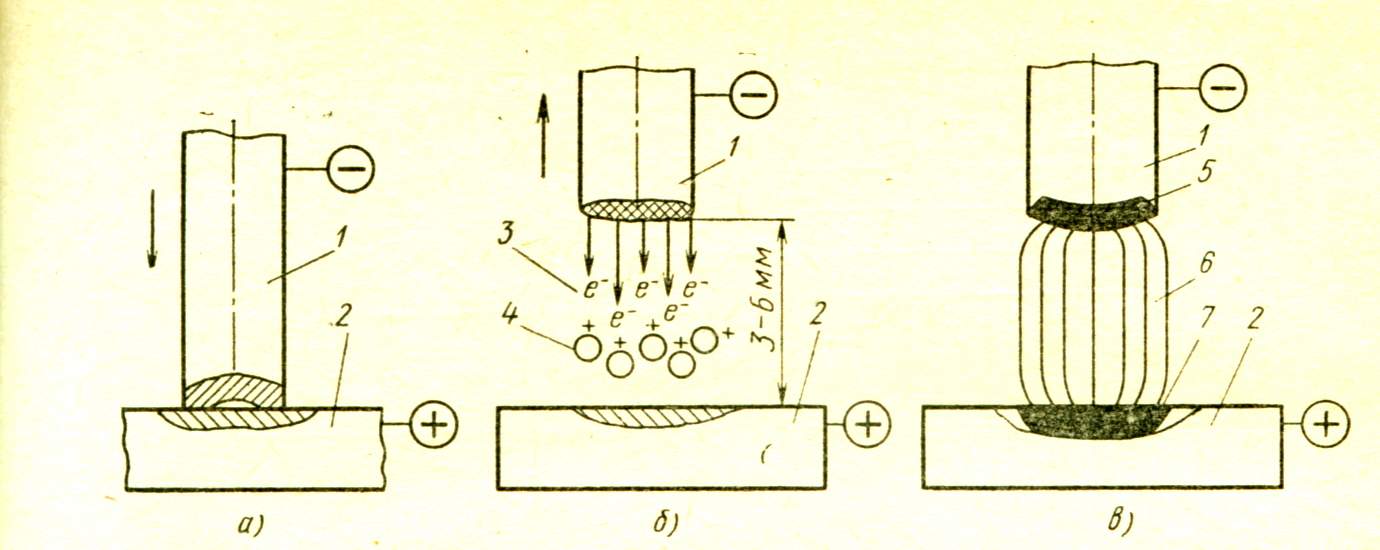
Рис. 1. Схема процесса зажигания дуги
короткое замыкание электрода на заготовку (рис. 1, а) отвод электрода на расстояние 3-6 мм (рис. 1, б) и возникновение устойчивого дугового разряда (рис. 1, в). Без короткого замыкания дугу можно зажечь с помощью осциллятора (генератор высокочастотных колебаний).
|
из
5.00
|
Обсуждение в статье: Электрические и тепловые свойства дуги |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы