 |
Главная |


Вопрос 49. Виды движений в металлорежищих станках( рабочие.установочные.вспомогательные). Главное движение и движение подачи. Методы формообразования поверхностей деталей машин
|
из
5.00
|
Установочное движение, при котором резания не происходит, называют наладочным движением. Примером наладочного движения может служить движение стола координатно-сверлильного станка с заготовкой при перемещении его после обработки одного отверстия в новое положение (на новую координату) для сверления последующих отверстий в этой заготовке.
Рабочими движениями станка являются главное движение, или движение резания, и движение (или движения) подачи; каждое из рабочих движений характеризуется скоростью.
Вспомогательные движения– движения рабочих органов станка, которые не имеют непосредственного отношения к процессу резания, аслужат для транспортировки и закрепления заготовки или инструмента, быстрых перемещений рабочих органов станка, наладки станка и т.д.
В металлорежущих станках чаще всего используются два основных вида главного движения — вращательное и возвратно-поступательное (прямолинейное).
Вращательное главное движение может сообщаться либо заготовке, как, например, в станках токарной группы (фиг. I, 2, а), либо режущему инструменту, как это имеет место в станках фрезерных (фиг. I, 2, в), сверлильных (фиг. I, 2, г), шлифовальных (фиг. I, 2, б) и других, либо одновременно заготовке и инструменту (сверление отверстий малого диаметра). При вращательном главном движении скорость резания.
ПОДАЧИ В СТАНКАХ
Главное движение в металлорежущих станках бывает чаще всего двух видов — вращательное и прямолинейное (возвратно-поступательное). В отдельных станках главное движение может иметь и более сложный характер, но определяется оно также через вращательное и поступательное движения. Главное движение может сообщаться либо обрабатываемой заготовке, либо инструменту. Например, у станков токарной группы главным движением является вращение обрабатываемой заготовки; у фрезерных, шлифовальных и сверлильных — вращение инструмента; у долбежных, протяжных, части зубообрабатывающих и некоторых других — возвратно-поступательное движение инструмента;
у продольно-строгальных станков — возвратно-поступательное движение заготовки.
В некоторых станках главное движение получается в результате одновременного вращения заготовки и инструмента (например, при сверлении отверстий малого диаметра на токарных много-шпиндельных автоматах).
Движение подачи у металлорежущих станков может быть непрерывным или прерывистым (периодическим), простым или сложным, состоять из нескольких самостоятельных движений или вовсе отсутствовать. Например, у токарных, фрезерных, сверлильных и других станков движение подачи является непрерывным. Прерывистым оно бывает, например, у продольно-строгальных станков. Примером сложного движения подачи может служить движение подачи в зубфрезерном станке при нарезании косозубого цилиндрического колеса. У круглошлифовальных станков несколько движений подачи — вращательное движение детали (круговая подача), продольное осевое перемещение детали или шлифовального круга (продольная подача) и, наконец, поперечная подача, сообщаемая шлифовальному кругу. В протяжных станках движение подачи отсутствует.
Главное движение и движение подачи являются формообразующими движениями
9. Методы формообразования поверхностей деталей машин
Пространственную форму детали определяет сочетание различных поверхностей.
Геометрическая поверхность представляет собой совокупность последовательных положений (следов) одно йпроизводящей линии, называемой образующей, движущейся по другой производящей линии, называемой направляющей. Например, для образования круговой цилиндрической поверхности прямую линию (образующую) перемещают по окружности (направляющей). При обработке поверхностей деталей на металлорежущих станках образующие и направляющие линии воспроизводятся комбинацией движений заготовки и инструмента, скорости которых согласованы между собой. Движения резания являются формообразующими.
^ Обработка резанием деталей машин реализует четыре метода формообразования поверхностей: метод копирования, метод следов, метод касания, метод обкатки.
Метод копирования –режущая кромка инструмента соответствует форм еобразующей линии обрабатываемой поверхности детали. Направляющая линия 2 воспроизводится вращением заготовки. Главное движение является формообразующим. Движение подачи необходимо для получения поверхности заданного размера. Метод применяется для обработки фасонных поверхностей.
Метод следов –образующая линия 1 является траекторией движения точки (вершины) режущей кромки инструмента, а направляющая линия 2 – траекторией движения точки заготовки. Движения резания являются формообразующими. Метод наиболее широко распространен при обработке резанием. Отличается невысокой производительностью.
Метод касания –образующей линией 1 служит режущая кромка инструмента, а направляющая линия 2 поверхности является касательной к ряду геометрических вспомогательных линий – траекторий точек режущей кромки инструмента в направлении подачи. Движение подачи – формообразующее.
М 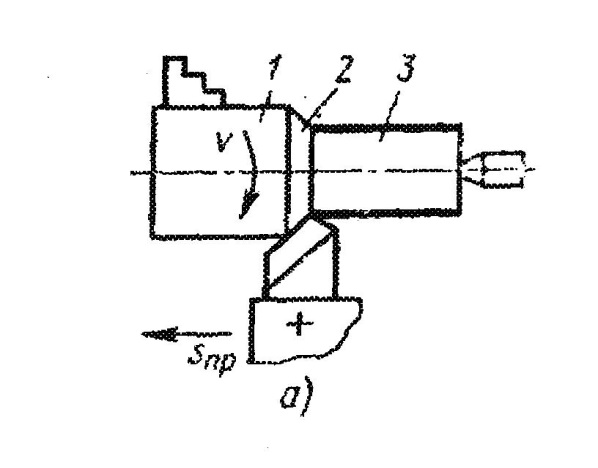 етод обкатки –направляющая линия 2 воспроизводится вращением заготоки. Образующая линия 1 получается как огибающая кривая к ряду последовательных положений режущей кромки инструмента относительно заготовки благодаря согласованию двух движений подачи. Скорости движений согласуются так, что за время прохождения круглым резцом расстояния L он делает один полный оборот относительно оси вращения.
етод обкатки –направляющая линия 2 воспроизводится вращением заготоки. Образующая линия 1 получается как огибающая кривая к ряду последовательных положений режущей кромки инструмента относительно заготовки благодаря согласованию двух движений подачи. Скорости движений согласуются так, что за время прохождения круглым резцом расстояния L он делает один полный оборот относительно оси вращения.
Процесс обработки на станке включает этапы установки заготовки, закрепления, обработки и снятия готовой детали. При проектировании технологических операций обработки деталей на металлорежущих станках разрабатывают схемы обработки. Под схемой обработки понимают условное изображение обрабатываемой заготовки, ее установки и закрепления на станке с указанием положения режущего инструмента относительно заготовки и движений резания. Схема обработки при операции точения показана на рисунке 8.5.
Рис.8.5. Схема обработки резанием
Инструмент показывают в положении окончания обработки (при ручном управлении станком) или в исходном положении (при автоматическом управлении). Обработанную поверхность выделяют толстой линией или другим цветом. В процессе обработки на заготовке различают обрабатываемую поверхность 1, обработанную поверхность 2, и поверхность резания, образуемую режущим лезвием инструмента и являющуюся переходной зоной между обрабатываемой и обработанной поверхностями.
|
из
5.00
|

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы