 |
Главная |


СУММАРНЫЕ ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ, ИХ ДОПУСКИ
|
из
5.00
|
Суммарным отклонением формы и расположенияназывается отклонение, являющееся результатом совместного проявления отклонений формы и расположения рассматриваемой поверхности или рассматриваемого профиля относительно заданных _б_аз. Суммарный допуск формы и расположения — предел, ограничивающий допускаемое значение суммарного отклонения формы и расположения.
Рассмотрим все виды биений.
Радиальное биение— разность ∆ наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси (рис. 2, а). Допуск Т радиального биения — наибольшее допускаемое значение радиального биения. Поле допуска радиального биения — область на плоскости, перпендикулярной базовой оси, ограниченная двумя концентричными окружностями с центром, лежащим на базовой оси, и отстоящими друг от друга на расстоянии, равном допуску радиального биения Т. Это биение — результат совместного проявления эксцентриситета и отклонения от кругло-сти, выявляемых при повороте изделия вокруг базовой оси на 360°.
Торцовое биение— разность ∆ наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси (рис. 2, б). Допуск Т торцового биения — наибольшее допускаемое значение торцового биения. Поле допуска — область на боковой поверхности цилиндра, диаметр которого равен заданному или любому (в том числе и наибольшему) диаметру торцовой поверхности, а ось цилиндра совпадает с базовой осью. Боковая поверхность цилиндра ограничена двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном допуску торцового биения Т и перпендикулярными базовой оси. Это биение является результатом совместного проявления отклонений от перпендикулярности и плоскостности, выявляется при повороте изделия на 360°.
Пример обозначения радиального и торцового биений на чертеже приведен на рис. 2, е.
Полное радиальное биение — разность ∆ наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси (рис. 2, г). Допуск полного радиального биения — наибольшее допускаемое значение полного радиального биения. Поле допуска — область в пространстве, ограниченная двумя цилиндрами, оси которых совпадают с базовой осью, а боковые поверхности отстоят друг от друга на расстоянии, равном допуску полного радиального биения Т. Это биение является результатом совместного проявления отклонений от цилиндричности и соосности.
Полное торцовое биение— разность ∆ наибольшего и наименьшего расстояний от точек всей торцовой поверхности до плоскости, перпендикулярной базовой оси (рис. 2, д). Допуск полного торцового биения — наибольшее допускаемое значение полного торцового биения. Поле допуска — область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими друг от друга на расстоянии, равном допуску полного торцового биения 7, и перпендикулярными базовой оси. Это отклонение — результат совместного проявления отклонений от плоскостности и от перпендикулярности.
Значения допусков торцового и полного торцового биений, радиального и полного радиального биений приведены в справочниках (таблицы).
Пример обозначения полных биений на чертеже дан на рис. 2, е.
Допуск расположения или формы может быть независимым или зависимым.
Независимый допуск — допуск, числовое значение которого постоянно для всей совокупности деталей и который не зависит от действительного размера рассматриваемого или базового элемента. Его числовое значение постоянно для всей совокупности деталей, изготовляемых по чертежу.

Зависимый допуск— переменный допуск расположения или формы,
минимальное значение которого Тmin указывается в чертеже или технических требованиях и который допускается превышать на величину Тдоп, соответствующую отклонению действительного размера рассматриваемого и (или) базового элемента данной детали от проходного предела. Полное значение зависимого допуска расположения для данной детали.
Тзав= Тmin + Тдоп
Зависимый допуск разрешается превышать на величину предельных отклонений вала или отверстия. Примером зависимого допуска является допуск на межосевое расстояние отверстий или на смещение осей отверстий от номинального расположения в том случае, если отверстия предназначены для установки в них болтов или штифтов, шпилек и т. п. и точность соединения должна обеспечить сборку изделия.
Зависимый допуск формы или расположения на чертеже обозначают условным М знаком который помещают:
- после числового значения допуска, если зависимый допуск связан с действительными размерами рассматриваемого элемента (рисГзТо);
- после буквенного обозначения базы (рис, 3, б) или без буквенного обозначения базы в третьем поле рамки (рис. 3,в), если зависимый допуск связан с действительными размерами базового элемента;
- после числового значения допуска и буквенного обозначения базы (рис. 3,г) или без буквенного обозначения базы (рис.3д), если зависимый допуск связан с действительными размерами рассматриваемого и базового элемента.
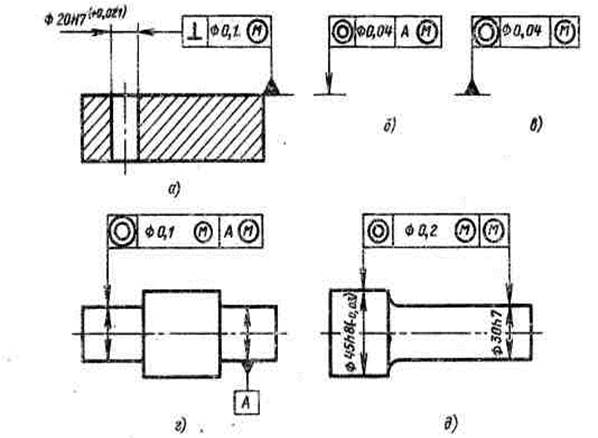
Рис. 3. Условные знаки обозначения на чертежах зависимых допусков формы или
расположения.
Неуказанные допуски формы и расположения поверхностей нормированы ГОСТ 25069 — 81. Для плоскостности, прямолинейности, цилиндричности, круглости, профиля продольного сечения и параллельности Допускаются любые отклонения в пределах поля допуска размера рассматриваемой поверхности. Правило действует независимо от ссылок на стандарт. Неустановленные допуски предусмотрены на перпендикулярность, соосность, симметричность, пересечение осей, торцовое и радиальное биения. Выбор неуказанных допусков для перечисленных отклонений проводится по допуску размера. При этом в чертеже дается ссылка, например: «Неуказанные допуски соосности и симметричности по ГОСТ25069— 81». На наклон, полные биения — неуказанные допуски не установлены.
ОБОЗНАЧЕНИЕ НА ЧЕРТЕЖАХ ДОПУСКОВ ФОРМЫ И РАСПОЛОЖЕНИЯ
Знак и числовое значение допуска формы и расположения, а также обозначение базы вписывают в рамку, разделенную на два или три поля. На первом поле указывают знак, на втором — значение допуска в миллиметрах, на третьем — поле, при необходимости вписывают буквенное обозначение базы. Рамку соединяют при помощи линий с контурной линией изделия или с выносной линией. Базу обозначают зачерненным треугольником, которой соединяют с рамкой.
Если допуск формы и расположения дан текстом, то он должен содержать наименование допуска; указание поверхности или другого элемента, для которого задается допуск; числовое значение допуска в миллиметрах и указание базы, относительно которой задан допуск (отдельно оговариваются зависимые допуски формы и расположения).
Перед значением допуска вписывают символ при диаметральном выражении допуска, символ R — при радиусном выражении, символ T - при диаметральном выражении поля допуска симметричности и пересечения осей, ограниченного двумя параллельными прямыми или плоскостями, символ Т/2 — при радиусном выражении указанных допусков.
Л №6 осенний семестр
Волнистость и шероховатость поверхности. Параметры шероховатости.
На обработанной поверхности детали резанием (например, точением, строганием, шлифованием и т, п.) остаются следы режущих кромок инструмента в виде неровностей. Эти неровности легко можно увидеть при сильном увеличении участка поверхности (рис. 4, а и б). На рис. 4, в воспроизведена профилограмма поверхности, полученная при помощи профилографа-профилометра модели 20! при вертикальном увеличении до 2000.
Согласно ГОСТ 2789 — 73, шероховатостью поверхностиназывается совокупность неровностей с относительно малыми шагами, выделенная с помощью базовой длины.
. 
Базовая длина I — длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности.
Шаг неровностей — отрезок средней линии профиля, ограничивающий неровность профиля (т. е. выступ профиля и сопряженную с ним впадину профиля).
Количественная оценка шероховатости поверхности производится от средней линии профиля т — базовой линии, имеющей форму номинального профиля и приведенной так, что в пределах базовой длины среднее квадратическое, отклонение профиля (у, — расстояние между любой точкой профиля и средней линией) до этой линии минимально (рис. 4, г).
ГОСТ 2789 — 73 установлено шесть параметров шероховатости, которые можно подразделить на следующие три группы: высотные,связанные с высотными свойствами неровностей; шаговые, связанные со свойствами неровностей в направлении длины профиля, и опорные,связанные с формой неровностей профиля.
Волнистость и шероховатость поверхности — это периодически повторяющиеся выступы и впадины на поверхности. Отличие между погрешностями формы, волнистостью и шероховатостью можно условно разделить по отношению шага неровностей Sw к высоте неровностей Wz.
Если  то такие отклонения относят к шероховатости
то такие отклонения относят к шероховатости
поверхности, если  — к волнистости, а,при
— к волнистости, а,при 
к отклонениям формы. Естественно, что такое разделение не является строгим.
Шероховатостью поверхностиназывают совокупность неровностей с относительно малыми шагами, образующих рельеф поверхности детали и рассматриваемых в пределах базовой длины /.
Шероховатость обработанной поверхности является следствием пластической деформации поверхностного слоя при образовании стружки, копирования неровностей кромок режущего инструмента и трения его о деталь, вибраций, неоднородности материала заготовки и других причин. Количественно шероховатость поверхности устанавливается независимо от способа ее обработки.
|
из
5.00
|
Обсуждение в статье: СУММАРНЫЕ ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ, ИХ ДОПУСКИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы