 |
Главная |


Методика расчёта остаточных концентрационных напряжений
|
из
5.00
|
Как показано в ряде литературных источников (в частности в работах [17, 36, 37]), установить связь между технологическими параметрами имплантации и механическими свойствами обработанных изделий возможно путем расчета полей концентрационных напряжений. Возникновение напряжений при имплантации обусловлено внесением в поверхностный слой обрабатываемого материала примеси и различного рода радиационных дефектов в высокой концентрации, которые деформируют кристаллическую решетку [17].
Будем считать, что глубина модифицированного слоя значительно меньше размеров обрабатываемого изделия. Тогда имплантированный инструмент можно схематизировать как полупространство. Предполагаем, что до обработки поверхность была свободна от напряжений, а начальные концентрации дефектов и примесей равнялись нулю, при наличии примесей и дефектов поверхностный слой растягивается или сжимается и затем остается в таком состоянии. Напряжения в поверхностном слое описываются уравнением (2.40).
Величина δV определяется в соответствии с зависимостями, приведенными в [36]. Согласно им релаксационный объем вакансии  . Вакансии и примеси замещения, имеющие атомный объем меньший, чем атомный объем матрицы, имеют
. Вакансии и примеси замещения, имеющие атомный объем меньший, чем атомный объем матрицы, имеют  . В этом случае концентрационные напряжения являются растягивающими. Примеси внедрения и крупные примеси замещения создают поля сжимающих напряжений [36, 37]. Как показано в [36], имплантированные атомы азота являются примесью внедрения.
. В этом случае концентрационные напряжения являются растягивающими. Примеси внедрения и крупные примеси замещения создают поля сжимающих напряжений [36, 37]. Как показано в [36], имплантированные атомы азота являются примесью внедрения.
Для расчета концентрационных напряжений необходимо определить параметры уравнения (2.40) для примесных атомов и вакансий.
Таким образом, методика расчета остаточных концентрационных напряжений включает в себя:
1. Расчет по формулам (3.11) и (3.12) распределений азота и вакансий по глубине материала: Ci(x) и Cv(x).
2. Определение остаточных концентрационных напряжений по формуле (2.40).
Расчет параметров физических процессов, происходящих при ионной имплантации, производился с помощью разработанного для этой цели программного обеспечения (см. Приложение 1). Результаты расчёта по описанным методикам с помощью вышеупомянутой программы приведены в следующем разделе.
4. Результаты расчёта параметров процессов взаимодействия имплантируемых ионов с материалом подложки
В соответствии с предложенной методикой проведён расчёт характеристик распределения азота (средний проецированный пробег Rp и страгглинг пробега ΔRp) для встречающихся в сталях фаз при различных значениях энергий ионов с помощью программного обеспечения (приложения А и Б). Результаты расчёта приведены в таблицах 4.1 - 4.4.
Таблица 4.1 - Зависимость пробегов ионов азота от их начальной энергии в диапазоне 1 – 10 кэВ (  Дж)
Дж)
| Пробег, Å | ||||||||||
| E0, кэВ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Фаза | ||||||||||
| a-Fe | 65,1 | 84,6 | 128,9 | 165,9 | 200,4 | 230,3 | 255,0 | 283,8 | 306,7 | 330,4 |
| Mo | 52,4 | 91,9 | 125,3 | 153,1 | 179,3 | 201,4 | 218,9 | 240,8 | 260,9 | 277,1 |
| V | 76,0 | 96,8 | 154,4 | 204,7 | 246,4 | 281,4 | 322,6 | 355,8 | 385,8 | 416,8 |
| Α-W | 39,6 | 61,1 | 77,3 | 90,9 | 104,1 | 115,1 | 124,5 | 133,2 | 142,7 | 151,8 |
| Α-Cr | 69,3 | 86,3 | 136,0 | 177,9 | 215,4 | 243,1 | 272,5 | 305,4 | 329,9 | 355,6 |
| Α-Co | 58,2 | 79,2 | 119,0 | 151,6 | 182,9 | 207,7 | 230,1 | 256,4 | 276,8 | 298,2 |
Таблица 4.2 - Страгглинги пробегов ионов азота с энергией 1 – 10 кэВ ( Дж)
| Страгглинг пробега, Å | ||||||||||
| E0, кэВ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Фаза | ||||||||||
| α-Fe | 19,0 | 24,7 | 37,7 | 48,5 | 58,6 | 67,3 | 74,6 | 83,0 | 89,7 | 96,6 |
| Mo | 12,8 | 22,4 | 30,5 | 37,3 | 43,7 | 49,0 | 53,3 | 58,6 | 63,5 | 67,5 |
| V | 22,8 | 29,1 | 46,4 | 61,5 | 74,0 | 84,5 | 96,9 | 106,9 | 115,9 | 125,2 |
| α-W | 7,4 | 11,4 | 14,5 | 17,0 | 19,5 | 21,6 | 23,3 | 24,9 | 26,7 | 28,4 |
| α-Cr | 20,7 | 25,8 | 40,6 | 53,1 | 64,3 | 72,6 | 81,4 | 91,1 | 98,5 | 106,2 |
| α-Co | 16,8 | 22,8 | 34,2 | 43,6 | 52,6 | 59,7 | 66,2 | 73,8 | 79,6 | 85,8 |
Таблица 4.3 - Зависимость пробегов ионов азота от их начальной энергии в диапазоне 15 – 40 кэВ (  Дж)
Дж)
| Пробег, Å | ||||||
| E0, кэВ | 15 | 20 | 25 | 30 | 35 | 40 |
| Фаза | ||||||
| α-Fe | 436,9 | 511,4 | 582,4 | 643,4 | 704,2 | 768,0 |
| Mo | 357,5 | 413,0 | 474,3 | 512,8 | 564,2 | 600,1 |
| V | 549,1 | 650,8 | 743,9 | 825,1 | 907,3 | 991,1 |
| α-W | 188,9 | 220,6 | 250,0 | 271,3 | 290,8 | 308,7 |
| α-Cr | 470,5 | 559,2 | 637,1 | 703,2 | 771,6 | 841,3 |
| α-Co | 388,4 | 464,2 | 528,8 | 584,9 | 625,7 | 682,2 |
Таблица 4.4 - Страгглинги пробегов ионов азота с энергией 15 – 40 кэВ ( Дж)
| Страгглинг пробега, Å | ||||||
| E0, кэВ | 15 | 20 | 25 | 30 | 35 | 40 |
| Фаза | ||||||
| α-Fe | 127,7 | 149,5 | 170,3 | 188,1 | 205,9 | 224,6 |
| Mo | 87,1 | 100,6 | 115,5 | 124,9 | 137,4 | 146,1 |
| V | 164,9 | 195,5 | 223,4 | 247,8 | 272,5 | 297,7 |
| a-W | 35,4 | 41,3 | 46,8 | 50,8 | 54,5 | 57,8 |
| a-Cr | 140,5 | 167,0 | 190,2 | 210,0 | 230,4 | 251,2 |
| α-Co | 111,7 | 133,5 | 152,1 | 168,3 | 180,0 | 196,2 |
Из анализа результатов расчётов, приведённых в таблицах 4.1 - 4.4 следует, что значение пробега существенно зависит от элементного состава и характеристик атомов (M2, Z2) материала подложки. Большая величина страгглингов пробегов в таблицах 4.2 и 4.4 по сравнению с пробегами в таблицах 4.1 и 4.3 объясняется тем, что для лёгких ионов азота, когда  , происходит сильное рассеяние первичного пучка ионов при внедрении в материал подложки и получается большой разброс пробегов по величине.
, происходит сильное рассеяние первичного пучка ионов при внедрении в материал подложки и получается большой разброс пробегов по величине.

Рисунок 4.1 – Зависимость пробегов ионов азота в различных фазах, встречающихся в сталях, в зависимости от энергии имплантации.
На рисунке 4.1 изображён график зависимости пробегов ионов азота в различных фазах в зависимости от энергии имплантации, построенный на основе данных из таблиц 4.1 - 4.4.
Значения пробегов из таблиц 4.1 – 4.4 используются для расчёта распределения ионов азота в поверхностном слое подложки после ионной имплантации. На рисунках 4.2 и 4.3 приведены графики распределения концентрации азота и распределения дефектов по глубине подложки из стали Р6М5, полученные на основе результатов расчётов с помощью разработанного программного обеспечения (приложение 1). Вычисления проводились для энергий ионов 2, 4,5 и 7 кэВ. Доза имплантации составляла 1021 м-2.
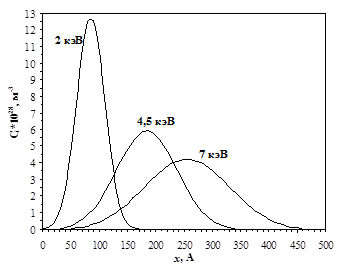
Рисунок 4.2 – График распределения внедрённой примеси в стали Р6М5 после имплантации.

Рисунок 4.3 – График распределения дефектов в стали Р6М5 после имплантации.
Анализ графиков на рисунках 4.2 и 4.3 показывает, что максимум концентрации дефектов находится приблизительно на 20 Å глубже максимума концентрации примесных атомов. Также получается, что максимальная концентрация дефектов превышает максимальную концентрацию внедрённой примеси, например, при 2 кэВ в 3,4 раза, и, с увеличением энергии, максимумы концентраций резко сближаются до почти полного совпадения при 7 кэВ. Это объясняется тем, что с увеличением начальной энергии иона уменьшается вклад ядерного торможения в общие потери энергии. Например, из (2.4) следует, что при E кр > 1,7 кэВ для фазы α-Fe ядерные потери, которые определяют величину коэффициента kdi в (3.12), становятся пренебрежимо малыми. Таким образом для 2 кэВ большую часть общих потерь энергии составляют ядерные потери энергии, а для 7 кэВ электронные потери энергии.
Из анализа графиков на рисунках 4.2 и 4.3 можно предположить, что на физико-механические характеристики поверхностного слоя образцов из стали Р6М5 более существенное влияние оказывают вакансии, чем примесные атомы, что согласуется с данными работ [3, 58, 89, 93].

Рисунок 4.4 – График распределения остаточных концентрационных напряжений в стали Р6М5 после имплантации.
По результатам расчёта распределений дефектов и примесных атомов на рисунке 4.4 построены графики остаточных концентрационных напряжений в стали Р6М5 в безразмерных координатах σ/μ, где μ – модуль Юнга стали Р6М5. Для аналогичных условий проведения процесса имплантации азота (сталь Р6М5, энергия ионов 2, 4,5 и 7 кэВ, доза имплантации 1021 м-2) в литературе [3] приведены экспериментальные данные по изменению относительной микротвёрдости η:
 , (4.1)
, (4.1)
где HV1 – микротвёрдость образца после ионной имплантации азота, HV – микротвёрдость образца до имплантации.
Экспериментальные данные по изменению относительной микротвёрдости объединены в таблице 4.5 с данными характеристик имплантации ионов азота с энергией 2, 4.5 и 7 кэВ для стали Р6М5, взятых из таблиц 4.1 - 4.4 и из анализа графиков, приведённых на рисунках 4.1 – 4.4.
Таблица 4.5 - Зависимость характеристик материала подложки от энергии имплантируемых ионов
| Ускоряющее напряжение U, кВ | 2 | 4,5 | 7 |
| Энергия ионов Е0, кэВ | 2 | 4,5 | 7 |
| Средний проецированный пробег Rp, Å | 84,6 | 183,6 | 255,0 |
| Страгглинг среднего проецированного пробега ΔRp, Å | 24,7 | 53,7 | 74,6 |
| Максимальная концентрация внедрённой примеси Сi max * 1028, м-3 | 12,9 | 5,9 | 4,3 |
| Максимальная концентрация дефектов Сv max * 1028, м-3 | 44,3 | 9,1 | 4,1 |
| Глубина максимальных остаточных концентрационных напряжений xσ max, Å | 80,0 | 180,0 | 260,0 |
| Максимальные остаточные концентрационные напряжения σmax * 109, Н/м2 | - 3,5 | - 1,8 | - 1,3 |
| Предел прочности при разрыве σв * 109, Н/м2 | 6,2 | ||
| Относительная микротвёрдость η | 1,19 | 1,47 | 1,89 |
Из анализа данных, приведённых в таблице 4.5 следует, что с увеличением энергии на 2,5 кэВ относительная микротвёрдость увеличивается в среднем на 21 %. Увеличение микротвёрдости объясняется тем, что с повышением начальной энергии ионов они проникают на большую глубину, и их распределение по глубине становится более равномерным. Следовательно, более равномерно распределены и напряжения сжатия, благодаря действию которых происходит упрочнение материала. Также необходимо отметить, что с повышением энергии иона уменьшается концентрация вакансий (они создают напряжения растяжения, разупрочняющие материал), а значит уменьшается вклад создаваемых ими напряжений в остаточные концентрационные напряжения.
Из анализа результатов расчётов, приведённых в таблице 4.5 и графика на рисунке 13 следует, что для стали Р6М5 при дозе имплантации 1021 м-2 максимальные остаточные концентрационные напряжения σmax меньше предела прочности при разрыве σв. Таким образом, модифицированный поверхностный слой материала подложки обладает некоторым запасом прочности и, если напряжения, которые могут возникнуть в процессе эксплуатации изделия не будут превышать σв, то изделие пригодно к эксплуатации; иначе в его поверхностном слое могут возникнуть трещины и произойдёт разрушение материала.
Итак, складывая остаточные концентрационные напряжения σmax и эксплуатационные напряжения σэксп (которые определяются на месте эксплуатации), мы можем предсказать, выдержит ли материал нагрузки при эксплуатации. С помощью разработанной методики и программного ообеспечения можно решить и обратную задачу: подобрать такую энергию иона E0 и дозу имплантации Ф, при которых для данного материала σmax+σэксп<σв. Итак, в работе решена поставленная задача – составление прогноза о эксплуатационном поведении материала в зависимости от ТПО. Взаимосвязь между ТПО и эксплуатационными свойствами поверхностных слоёв материала подложки изображена в виде схемы на рисунке 4.5.
Чем больше ток на катоде, тем больше полная доза имплантированных ионов азота, тем выше лежат максимумы концентраций ионов и дефектов после имплантации на графиках их распределений (рисунки 4.2 и 4.3). Чем больше время процесса имплантации, тем более сглажены (максимумы понижаются) кривые распределений дефектов и остаточных концентрационных напряжений, так как в материале подложки происходят процессы рекомбинации точечных дефектов, уменьшающие их концентрацию.

Рисунок 4.5. Схема связи между технологическими параметрами обработки и эксплуатационными свойствами модифицированных поверхностных слоёв материала.
Чем выше напряжение между промежуточным анодом и катодом, между анодом и катодом, между анодом и экстрактором, тем выше энергия иона, а значит больше и его пробег. Вследствие этого сглаживаются кривые распределения ионов, дефектов и остаточных концентрационных напряжений после имплантации. В конечном итоге это сказывается на повышении микротвёрдости и износостойкости поверхностных слоёв легируемого материала.
В следующем разделе описано экспериментальное оборудование, позволяющее производить имплантацию ионов азота с энергией 1 – 10 кэВ (  Дж) в металлы и сплавы.
Дж) в металлы и сплавы.
|
из
5.00
|
Обсуждение в статье: Методика расчёта остаточных концентрационных напряжений |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы