 |
Главная |


Организация труда рабочего места станочника
|
из
5.00
|
Рабочее место – это ограниченная зона производственной площади, предназначенная для выполнения определенных работ и оснащенная необходимыми материально-техническими средствами труда:
— основным, вспомогательным и подъемно-транспортным оборудованием;
— комплектом технологической оснастки: режущим инструментом (резцы, сверла, фрезы и др.); измерительным инструментом (штангенциркуль, микрометр, радиусные шаблоны и др.); вспомогательным инструментом (хомутики, молотки, масленки, щетка-сметка, крючок для стружки, защитные очки и др.);
— организационной оснасткой (тумбочкой, стеллажами, тарой и др.).
Внешняя планировка рабочего места – это размещение основного оборудования, организационной оснастки, подъемно-транспортных средств, приспособлений, заготовок и готовых деталей.
Внутренняя планировка рабочего места – это размещение в инструментальных шкафах и ящиках инструмента, приспособлений и предметов по уходу за оборудованием и поддержанию чистоты на рабочем месте.
Планировка рабочего места должна предусматривать такое расположение оборудования, заготовок, готовых деталей и оснастки, при которых отсутствуют лишние и нерациональные движения и приемы (повороты, нагибания, приседания и т.д.), максимально сокращаются расстояния перемещения рабочего.
На рисунке 4 приведен пример типовой планировки рабочего места фрезеровщика-универсала. Около станка должна находиться деревянная подножная решетка. Большинство фрезерных станков имеют дублирующие органы управления, поэтому решетка должна быть удобной для перемещения рабочего вдоль фасада станка (справа и слева).
Станок 6Р12Б предназначен для обработки заготовок из сплавов цветных и черных металлов, стали, чугуна, алюминия и др. В качестве режущего инструмента на станке используются различные виды фрез: торцевые, дисковые, фасонные и др. Для сверловочных работ используются сверла, зенкеры, развертки. Механические характеристики станка позволяют использовать инструмент из быстрорежущей стали и твердосплавный.
Характеристика станка 6Р12:
Рабочая поверхность стола, мм 1250х320
Максимальное перемещение стола, мм:
¾ продольное: 800
¾ поперечное: 320
¾ вертикальное: 420
Перемещение на одно деление лимба, мм:
¾ продольное: 0,05
¾ поперечное: 0,05
¾ вертикальное: 0,05
Перемещение на один оборот лимба, мм:
¾ продольное: 6
¾ поперечное: 6
¾ вертикальное: 2
Смещение пиноли шпинделя, мм:
¾ на одно деление лимба: 0,05
¾ на один оборот лимба: 4
Перемещение гильзы шпинделя (вертикальное), мм: 70
Максимальный диаметр фрезы при черновой обработке, мм:160
Расстояние от оси шпинделя до направляющих станины, мм: 380
Расстояние от торца шпинделя до рабочей поверхности стола, мм:
¾ максимальное: 450
¾ минимальное: 30
Скорость быстрых перемещений стола, мм/мин:
¾ продольное: 4000
¾ поперечное: 4000
¾ вертикальное: 1330
Число скоростей шпинделя: 18
Минимальная частота вращения шпинделя, об/мин: 31,5
Максимальная частота вращения шпинделя, об/мин: 1600
Число подач стола: 22
Диапазон скоростей подач, мм/мин:
¾ продольная: 12,5-1600
¾ поперечная: 12,5-1600
¾ вертикальная: 4,1-530
Угол поворота шпиндельной головки, град: ±45
Мощность привода главного движения, кВт: 7,5
Мощность привода подач, кВт: 3
Максимальная масса обрабатываемой детали, кг: 400
Габариты станка 6Р12, мм
¾ длина: 2280
¾ ширина: 1965
¾ высота: 2265
Масса станка 6Р12, кг: 3250
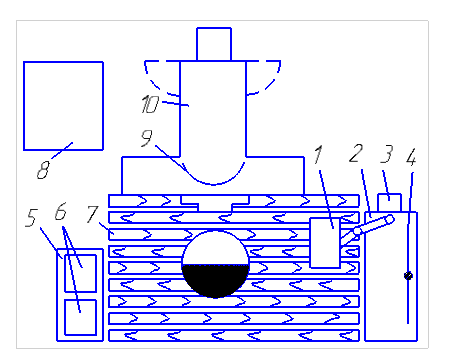
Рисунок 4 – Планировка рабочего места фрезеровщика 6Р12Б.
1 – планшет для инструмента; 2 – инструментальная тумбочка; 3 – урна для мусора; 4 – кронштейн для чертежей; 5 – приемный стол; 6 – тара; 7 – решетка; 8 – стеллаж; 9 – ограждение; 10 – станок.
Рабочее место фрезеровщика оснащено инструментальным шкафом 2 (тумбочкой), в котором должен храниться инструмент постоянного пользования и средства по уходу за станком; стеллажом 8, приемным столом 5, решеткой 7 под ноги рабочего и другой оргоснасткой, ограждение 9, кронштейн для чертежей 5.
На рис. 4 приведен пример типовой планировки рабочего места фрезеровщика-универсала. Около станка должна находиться деревянная подножная решетка. Большинство фрезерных станков имеют дублирующие органы управления, поэтому решётка должна быть удобной для перемещения рабочего вдоль фасада станка (справа и слева).
Вертикально-фрезерный станок 6Р12Б применяется на машиностроительных предприятиях в условиях единичного или мелкосерийного производства. Также его можно использовать как универсальное оборудование в ремонтно-механических и инструментальных цехах и участках промышленных компаний.
При групповом расположении фрезерных станков инструментальные шкафы должны быть вынесены за пределы рабочих мест. В этом случае на рабочем месте устанавливают стеллаж-этажерку для подготовленных к работе инструментов, оснастки и деталей. Такие приспособления, как делительные головки, поворотные столы, пневмотиски, следует хранить на стеллажах и подставках.
Для предотвращения поломки фрез и порчи поверхности стола станка тяжелые фрезы предварительно ставят на специальную деревянную подставку (в крайнем случае, на кусок толстой доски) на стол станка. Для центрирования фрезы со шпинделем ее перемещают вместе с подставкой по поверхности стола или без подставки, с помощью стола и консоли станка. Затем ручным перемещением гильзы или ползуна шпинделя (на горизонтальных станках — перемещениями стола) конус оправки фрезы вводят в конусное отверстие шпинделя и закрепляют фрезу ручным завинчиванием (в резьбовое отверстие оправки) или механизированным зажимом.
Набор инструментов и оснастки на рабочем месте фрезеровщика определяется типом станка, номенклатурой обрабатываемых деталей, технологическим процессом и соблюдением требования о наличии на рабочем месте только самых необходимых, постоянно используемых приспособлений и инструментов.
Обработанные детали по мере их накопления следует увозить с рабочего места. Пол должен быть ровным, без выбоин и неровностей, на нем не должно быть потеков и капель масла или СОЖ. Следует своевременно очищать станки от стружки. Уровень шума на рабочем месте должен быть не выше 70 дБ. Оптимальная освещенность — 200 лк. Для защиты глаз от стружки необходимо применять защитные очки, индивидуальные щитки и специальные кожухи для фрез, устанавливаемых на станке.
Эффективная эксплуатация фрезерного станка обеспечивается постоянным уходом за рабочим местом: смазкой узлов станка в соответствии с требованиями, изложенными в руководстве по его эксплуатации; периодической проверкой точности перемещения узлов станка (стола и др.) и при необходимости соответствующей регулировкой. В обязанности фрезеровщика входят уборка стружки и СОЖ, а также контроль исправности электрооборудования и электропроводки.
Правильная организация рабочего места принесет положительные результаты. Фрезеровщик должен быть предельно внимательным, так как станок является зоной повышенной опасности.
|
из
5.00
|
Обсуждение в статье: Организация труда рабочего места станочника |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы