 |
Главная |


Нарезка многозаходной резьбы по коду G76. Пример № 2.
|
из
5.00
|
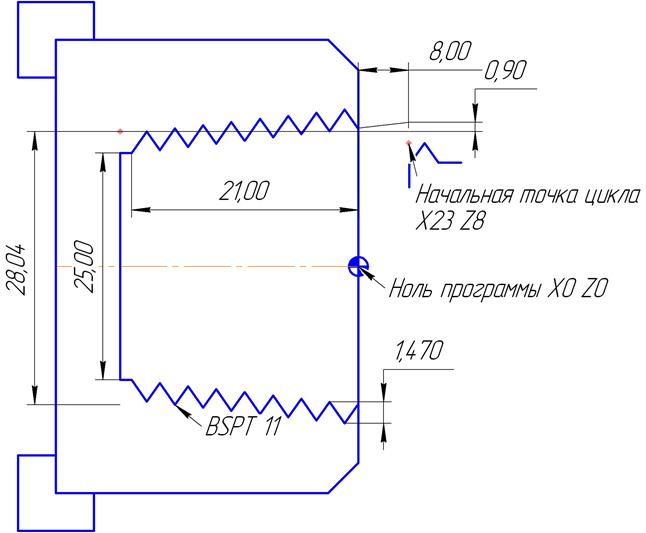
УП обработки деталей.
О1002 (G76 EXAMPLE 2);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0202;
G97 S1000 M3;
Х23 Z8;
G76 Р021055 Ql00 R0.05 М8;
G76 Х28.04 Z-21 Р1470 Q400 F2.309 R0.9;
G0 G28 U0 W0 M9;
М30;
Нарезка многозаходной резьбы по коду G76. Пример № 3.

УП обработки деталей.
01001(G76 EXAMPLES);
G50 S2000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0404;
G97 S1000 M3;
Х22 Z16;
G76 Р020060 Q100 R0.05 М8;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 Z14;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 Z12;
G76 X17.55 Z-49 R0 P1225 Q400 F2;
G0 G28 U0 W0 M9;
М30;
Цикл основной токарной обработки наружного / внутреннего
Диаметра по коду G90.
Параметры цикла основной токарной обработки наружного / внутреннего диаметра (код G90).
G90 X(U) Z(W) R F
X (U), модальный = положение конечной точки по оси X.
Z (W), модальный = положение конечной точки по оси Z.
R, модальный = определяет величину конусности; значение представляет собой изменение радиуса основания конуса.
F = скорость подачи.
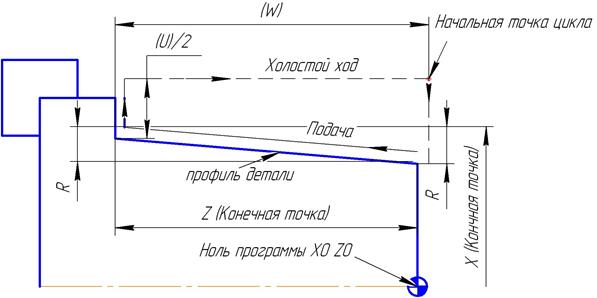
Основные принципы.
До начала программирования цикла по коду G90 токарный резец должен быть позиционирован в точку старта цикла. С помощью цикла по коду G90 можно проводить операции по наружному лицевому (OD front), наружному обратному (OD back), внутреннему лицевому (ID front) и внутреннему обратному (ID back) точению. Вид токарной обработки зависит от относительного расположения запрограммированной конечной точки, определяемой X и Z координатами, и точки старта цикла. Если координата запрограммированной конечной точки по оси Z меньше, чем Z координата точки старта цикла, осуществляется лицевое точение. Если координата запрограммированной конечной точки по оси Z больше, чем Z координата точки старта цикла, осуществляется обратное точение. Если координата конечной точки по оси X меньше (точка находится ближе к оси шпинделя), чем координата первоначального положения по данной оси, осуществляется цикл наружного точения. Если координата конечной точки по оси X больше, чем координата первоначального положения по данной оси, осуществляется цикл внутреннего точения. Программирование R - параметра в строке с кодом G90 или после нее приводит к выполнению конического точения. При отрицательном значении R - параметра диаметр конуса увеличивается, при положительном значении - уменьшается.
Цикл основной токарной обработки наружного диаметра по коду G90. Пример № 1.
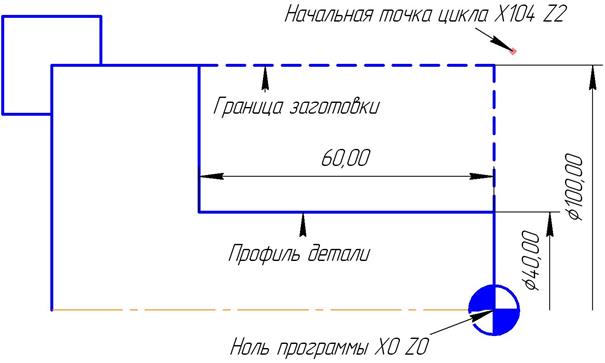
УП обработки деталей, граница снятия припуска (контур детали).
О1005 (G90 EXAMPLE 1);
G50 S3000 ;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S250 М4;
X104 Z2;
G90 Х90 Z-60 F0.5 М8;
Х80;
Х70;
Х60;
Х50;
Х40;
G0 Х200 Z200 М9;
G28 U0 W0;
М30;
Цикл основной токарной обработки наружного диаметра по коду G90. Пример № 2.

УП обработки деталей, граница снятия припуска (контур детали).
О1005 (G90 EXAMPLE 2);
G50 S3000;
G54 G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G96 S250 М4;
XI04 Z2;
G90 X90 Z -70 F0.5 M8;
Х80;
Х70;
Х60 Z-50;
Х50;
Х40 Z-20;
Х30;
G0 X200 Z200 М9;
G28 U0 W0;
М30;
Цикл основной токарной обработки наружного диаметра по коду G90. Пример № 3.

|
из
5.00
|
Обсуждение в статье: Нарезка многозаходной резьбы по коду G76. Пример № 2. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы