 |
Главная |


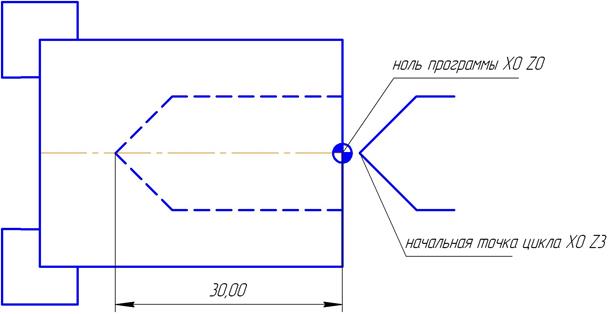
Цикл сверления в торец с отскоком по коду G74.
|
из
5.00
|
Параметры цикла сверления в торец с отскоком (код G74).
G74 R(e)
G74 Z(W) X(U) P(Δi) Q(Δk) R(Δd) F(f)
R(e) = расстояние, на которое отводится инструмент после завершения шага сверления. Также задается параметром № 5139 (мкм).
Z(W) = абсолютная координата конечной точки или величина приращения (W) по оси Z.
Q(Δk) = шаг сверления по оси Z (мкм).
F(f) = скорость подачи.
Х(U) = абсолютная координата конечной точки или величина приращения (U) по оси X. НЕ ИСПОЛЬЗУЕТСЯ ПРИ СВЕРЛЕНИИ.
P(Δi) = величина перемещения по оси X. НЕ ИСПОЛЬЗУЕТСЯ ПРИ СВЕРЛЕНИИ.
R(Δd) = припуск по оси X до дна отверстия. НЕ ИСПОЛЬЗУЕТСЯ ПРИ СВЕРЛЕНИИ.

Основные принципы.
До программирования цикла сверления в торец с отскоком по коду G74 инструмент должен быть помешен в точку старта цикла.
При использовании стандартных праворежущих сверл вращение шпинделя нужно программировать посредством кода М3 (вращение против часовой стрелки).
Параметры Р, X, R не должны быть запрограммированы во второй строке кода G74. Эти параметры используются только для проточки канавок с торца.
После выполнения цикла по коду G74 инструмент возвращается в точку старта цикла. Обязательно должен быть определен шаг сверления по оси Z.
(Q - параметр), иначе на экран будет выведено сигнализирующее сообщение.
Цикл сверления в торец с отскоком по коду G74. Пример № 1.
УП обработки деталей.
01001 (G74 EXAMPLE 1);
(ЦИКЛ СВЕРЛЕНИЯ В ТОРЕЦ С ОТСКОКОМ);
G54
G21 G99 G40;
G0 G28 U0 W0;
Т0101;
G97 S3000;
X0 Z3 (ТОЧКА СТАРТА ЦИКЛА);
G74 R1;
G74 Z-30 Q10000 F0.35 М8; (Q10000 = задает шаг сверления по оси Z 10 мм)
G0 G28 U0 W0 M9;
M30;
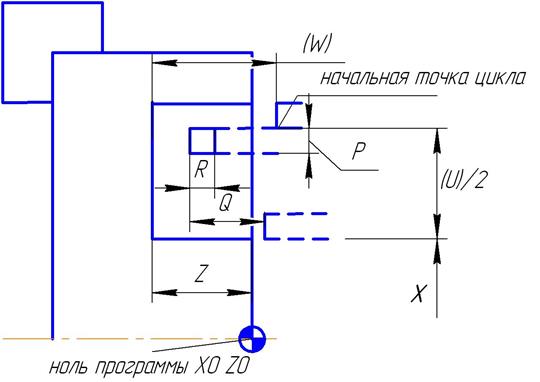
Цикл проточки канавок с торца с отскоком по коду G74.
Параметры цикла проточки канавок с торца с отскоком (код G74).
G74 R(e)
G74 Z(W) X(U) P(Δi) Q(Δk) R(Δd) F(f)
R(e) = расстояние, на которое отводится резец после завершения шага проточки. Также задается параметром № 5139 (мкм).
Z(W) = абсолютная координата конечной точки или величина приращения (W) по оси Z.
Q(Δk) = шаг проточки по оси Z (мкм).
F(f) = скорость подачи.
Х(U) = абсолютная координата конечной точки или величина приращения (U) по оси X.
P(Δi) = величина перемещения по оси X (мкм).
R(Δd) = припуск по оси X до дна канавки.
НЕ ИСПОЛЬЗУЕТСЯ ПРИ ПРОТОЧКЕ КАНАВОК.
Основные принципы.
До программирования цикла проточки канавок на торце с отскоком по коду G74 инструмент должен быть помещен в точку старта цикла.
Вследствие ограниченного пространства около торца обрабатываемой детали, канавочный резец всегда выполняет цикл проточки по коду G74 от максимального диаметра к минимальному.
После выполнения цикла по коду G74 инструмент возвращается в точку старта цикла.
Обязательно должен быть определен шаг проточки по оси Z (Q – параметр), иначе на экран будет выведено сигнализирующее сообщение.
|
из
5.00
|
Обсуждение в статье: Цикл сверления в торец с отскоком по коду G74. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы