 |
Главная |


Установка коррекций на геометрию инструмента по оси X.
|
из
5.00
|
Для установки коррекции на геометрию по оси Х выполните следующее:
1. Проведите ручную индексацию револьверной головки по требуемому инструменту.
2. Позиционируйте инструмент с использованием режима толчкового перемещение «JOG» маховика таким образом, чтобы пробный проход совершался по оси Z.
3. В режиме ручного ввода данных «MDI» запустите вращение шпинделя (например, G97 S1000 М4; затем нажмите «INSERT», «CYCLE START»).
4. Используя маховик, выполните пробный проход по оси Z. НЕ ПЕРЕМЕЩАЙТЕ ОСЬ X.
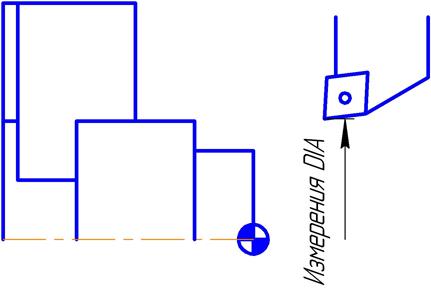
5. В режиме «MDI» остановите вращение шпинделя (например, М5; «INSERT», «CYCLE START»).
6. Нажмите кнопку измерения смещения инструмента на рабочей панели оператора для записи положения.
7. Измерьте диаметр пробного прохода.
8. Нажмите функциональную клавишу установки коррекций «OFFSEТ SETTING».
9. Нажмите клавишу «OFFSET».
10. Нажмите клавишу «GEOM».
11. Используя клавиши управления курсором, установите курсор в поле назначаемой коррекции по Х (например, G 02).
12. Наберите «X», затем введите значение измеренного диаметра (например, Х95.685).
13. Нажмите клавишу «MEASURE».
Будет введено новое значение коррекции на геометрию по оси X, при этом значение соответствующей коррекции на износ будет установлено на «0».
Установка коррекций на геометрию инструмента по оси Z.
Примечание! Вначале должно быть установлено рабочее смещение
с использованием нулевого / эталонного инструмента.
Для установки коррекции на геометрию инструмента по оси Z выполните следующие действия:
1. Проведите ручную индексацию револьверной головки по требуемому инструменту.
2. Позиционируйте инструмент с использованием режимов ручного перемещения «JOG» и режима перемещения маховика таким образом, чтобы инструмент касался плитки Иогансона (шириной, например, 10 мм), причем координата противоположной по отношению к инструменту стороны плитки равна нулю. НЕ ПЕРЕМЕЩАЙТЕ ОСЬ Z.

3. Нажмите кнопку измерения смещения инструмента на рабочей панели оператора для записи положения.
4. Нажмите функциональную клавишу установки смешений «OFFSEТ SETTING» на клавиатуре ручного ввода данных.
5. Нажмите клавишу «OFFSET».
6. Нажмите клавишу «GEOM».
7. Используя клавиши управления курсором, установите курсор в поле назначаемой коррекции по оси Z (например, G 02).
8. Наберите «Z10», если ширина плитки Иогансона равна 10 мм.
9. Нажмите клавишу «MEASURE».
Будет введено новое значение коррекции на геометрию инструмента по оси Z, при этом значение соответствующей коррекции на износ будет установлено на «0». Записанная длина инструмента будет представлять собой разницу между длиной текущего инструмента и длиной нулевого инструмента.
Программный ввод данных (код G10).
Функция программного ввода данных G10 обеспечивает запись и редактирование данных в таблице коррекций на инструмент и в таблице рабочих смешений из УП обработки деталей или в режиме «MDI».
Параметры кода G10 (программный ввод данных).
G10 P X(U) Z(W) R(C) Q
Р0 = таблица рабочих смешений.
Р1 – 16 = таблица коррекций на износ инструмента.
Р10001 – 10016 = таблица коррекций на геометрию инструмента.
X = абсолютное значение смещения по оси X.
U = изменение значения смещения по оси X.
Z = абсолютное значение коррекции по оси Z.
W = изменение значения смещения по оси Z.
R = значение коррекции на радиус режущей кромки резца.
С = изменение значения коррекции на радиус режущей кромки резца.
Q = вектор режущей кромки инструмента.
Следующие примеры иллюстрируют ввод коррекций в соответствующие таблицы при помощи УП обработки деталей или в режиме «MDI».
Таблица рабочих смещений.
G10 P0 Z-200;
Вышеприведенная строка определяет запись значения рабочего смещения -200.0 в Z - поле таблицы рабочих смещений.
G10 P0 W10;
Вышеприведенная строка определяет уменьшение значения, записанного в Z-поле таблицы рабочих смещений, на 10 мм (например, Z-184.0+10 = Z-174.0), что приводит к смещению положения программного нуля на 10мм ближе к зажимному / цанговому патрону.
Таблица коррекций на износ инструмента. G10 P12 U-0.2 W0.1;
Вышеприведенная строка определяет изменение коррекции на износ № 12: по оси X на -0.2, по оси Z на 0.1.
Таблица коррекций на геометрию инструмента. G10 P10001 Х121.655 Z0 R1.2 Q3;
Вышеприведенная строка определяет запись значений в поле коррекции №1.
Координатная система обрабатываемой детали, коды G54 - G59. Коррекция рабочего нуля (по заказу). G10 L2 P0 Z200;
Вышеприведенная строка определяет запись значения смещения по оси Z, равного 200, а таблицу рабочих смещений.
Координатная система обрабатываемой детали, код G54. Коррекция по оси Z (по заказу). G10 L2 P1 Z250;
Вышеприведенная строка определяет запись значения смещения по оси Z, равного 250 (код G54), в таблицу координатной системы обрабатываемой детали.
|
из
5.00
|
Обсуждение в статье: Установка коррекций на геометрию инструмента по оси X. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы