 |
Главная |


Траектории инструмента при фрезеровании
|
из
5.00
|
Существуют два основных метода формирования траектории при фрезерной обработке: зигзагообразный и спиралевидный. Зигзагообразный метод характеризуется тем, что инструмент в процессе обработки совершает возвратно-поступательные движения вдоль параллельных, в общем случае непрямолинейных строчек с переходом от одной строки к другой вдоль границы области. Спиралевидный метод отличается от зигзагообразного тем, что обработка ведется круговыми движениями инструмента, совершаемыми вдоль внешней границы области при разном расстоянии от нее.
Зигзагообразный метод является в настоящее время наиболее распространенным, хотя и обладает определенными недостатками. Основной недостаток этого метода заключается в переменном характере фрезерования: если вдоль одной строки инструмент работает по подаче, то вдоль следующей он будет работать против подачи. Аналогичная картина наблюдается и при переходе от одной строки к другой вдоль границы. Все это приводит к изменениям сил резания и отрицательно сказывается на точности и чистоте обработки. Вместе с тем следует отметить, что в тех случаях, когда расстояние между соседними строками, определяющее глубину фрезерования, незначительно отличается от диаметра инструмента, то и изменение сил резания невелико. Другим недостатком зигзагообразной схемы является повышенное число изломов на траектории инструмента. Это также отрицательно сказывается на динамике резания и приводит во многих случаях к увеличению времени обработки в связи с необходимостью •выполнения операций по разгону-торможению, которые обусловливаются динамикой приводов подачи станка с ЧПУ.
Зигзагообразная схема может иметь несколько разновидностей, связанных с порядком обработки границ: без обхода границ (Рис. 23.1, наименование ЗИГЗАГ); с проходом вдоль границ в конце обработки области (13ИГЗАГ); с предварительным проходом вдоль границ (23ИГЗАГ).
Предварительная прорезка границ обеспечивает симметричные условия резания для инструмента в процессе выполнения этого прохода, а также облегчает условия работы инструмента при последующей обработке в начале и в конце каждой строки. Однако условия работы инструмента при предварительной прорезке границ тяжелые, так как он работает на полную глубину. Последующая зачистка границ облегчает условия работы инструмента, однако ухудшает динамику обработки, поскольку инструмент работает в условиях переменной глубины резания.
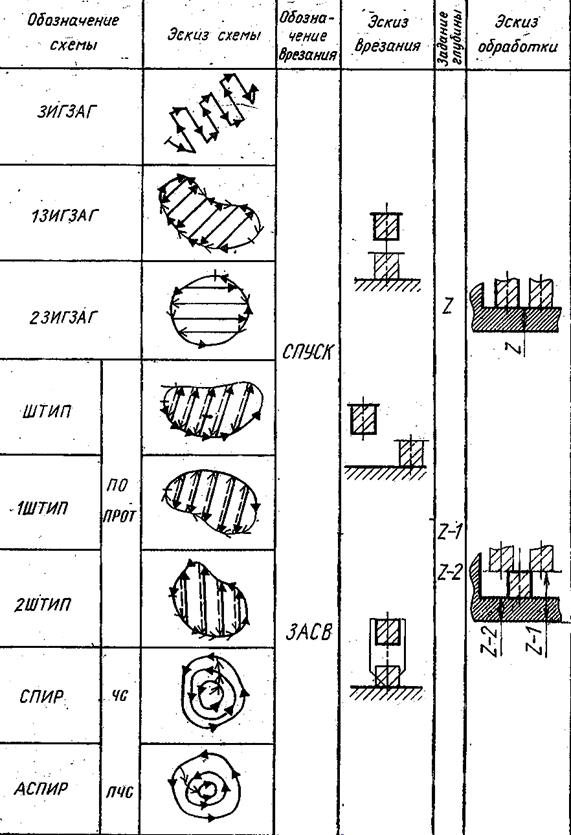
Рис. 24.1 - Схемы фрезерной обработки.
По этой причине при использовании разновидности 13ИГЗАГ, как правило, должен оставляться вдоль границы припуск под последующую обработку.
Спиралевидная схема выгодно отличается от зигзагообразной более плавным характером обработки. Она обеспечивает неизменный характер фрезерования (по или против подачи) и не дает дополнительных (кроме имеющихся на контуре) изломов траектории. Спиралевидная схема имеет две основные разновидности, одна из которых характеризуется движением инструмента от центра области к периферии (Рис. 23.1, схема СПИР), а другая—наоборот, от границы области к ее центру (Рис. 23.1, схема АСПИР). При использовании этих разновидностей следует иметь в виду, что при обработке колодцев с тонким дном на деталях из легких сплавов возможен подрыв дна в конце обработки при схеме от периферии к центру.
Для того, чтобы обеспечить необходимый характер фрезерования при использовании правого и левого направлений вращения шпинделя станка, каждая из описанных разновидностей спиралевидной схемы имеет два типа: с движением инструмента в направлении по или против часовой стрелки при наблюдении со стороны шпинделя (обозначается соответственно ЧС и ПЧС). Выдержать одинаковый характер фрезерования можно также с помощью схемы Ш-образного типа. При этой схеме инструмент после выполнения прохода вдоль строки отводится на небольшое расстояние от обработанной поверхности и на ускоренном ходу возвращается назад. Ш-образная схема может иметь такие же разновидности (ШТИП, 1ШТИП, 2ШТИП), как и зигзагообразная. Существенным недостатком этой схемы является большое число вспомогательных ходов. Важным моментом при программировании фрезерной обработки областей является программирование врезания инструмента в металл. Наиболее простым способом является врезание с использованием подачи вдоль оси инструмента. Однако этот метод неприемлем для фрез, имеющих технологические центровые отверстия. Для остальных типов фрез он также неэффективен, поскольку фрезы плохо работают на засверливание. Использовать этот метод наиболее удобно при предварительной обработке места врезания сверлом (схема ЗАСВ). Наиболее технологичным способом является врезание при движении инструмента вдоль одной из строк с постепенным его снижением (СПУСК).
СПУСК может также осуществляться при движении инструмента по окружности или вдоль границы обрабатываемой области. В случае чистовой обработки контуров врезания, как правило, осуществляют по дуге окружности, касательной к контуру в точке, с которой должно быть начато движение инструмента вдоль контура. Такой метод обеспечивает наиболее плавное изменение сил резания и минимальную погрешность обработки в упомянутой точке, а также он наиболее удобен с точки зрения ввода в управляющую программу коррекции на радиус инструмента.
|
из
5.00
|
Обсуждение в статье: Траектории инструмента при фрезеровании |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы