 |
Главная |


Проектирование операции №010 «Токарная с ЧПУ»
|
из
5.00
|
Операция выполняется на токарно-винторезном станке с ЧПУ мод. 16К20Ф3 за четыре установа(А и Б – черновая обработка, В и Г – чистовая обработка), на каждом из которых выполняется по одному переходу. На данной операции для установки и базирования заготовки на станке используются 2х кулачковый поводковый патрон с плавающим передним центром и вращающийся центр, установленный в задней бабке.
В качестве режущих инструментов используются токарные резцы для наружной обработки стандарта ISO производства компании ISCAR:
Черновое точение:
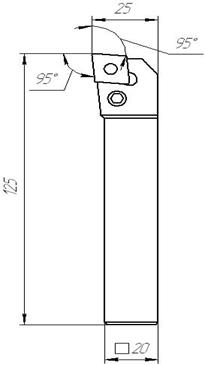
Державка: PCLNR 2020К-12
Пластина: CNMG 120408T-NR
радиус при вершине r=0,8 мм
сплав пластины IC 9025
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2O3, TiCN.
Рекомендуемые режимы резанья:
V=150..250 м/мин
S=0,15..0,5 мм/об
t= до 5мм
Рис.2.
Чистовое точение:
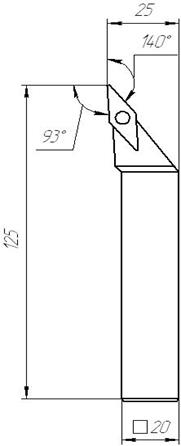 Державка: SVJCR 2020К-16
Державка: SVJCR 2020К-16
Пластина: VCMT 160404E-14
радиус при вершине r=0,4 мм
сплав пластины IC 9025
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2O3, TiCN.
Рекомендуемые режимы резанья:
V=250..400 м/мин
S=0,12..0,25 мм/об
t= до 2,5мм
Рис.3.
Все расчеты по данной операции ведутся согласно формулам [2]
Скорость резания при наружном продольном и поперечном точении рассчитываем по формуле
 [2 стр. 265]
[2 стр. 265]
Общий поправочный коэффициент Кv на скорость резания представляет собой произведение из отдельных коэффициентов  [2 стр.268]
[2 стр.268]
К mv – влияние качества обрабатываемого материала (для стали = 0,9) табл.3, [2 стр.262]
Knv – влияние состояния поверхности заготовки (для проката = 0,8 ;после черновой обработки = 1,0 ) табл.5, [2 стр.263]
Kuv – влияние материала режущей части( = 1,9 ) табл.6 [2 стр.263]
K f – влияние главного угла в плане резца (для f95Å=0,7; для f93Å=0,7)табл.18 [2 стр.271]
Черновое точение (установы А и Б):
Глубина резания t = 4 мм
Подача S=0,5 мм/об
Период стойкости инструмента Т = 60 мин [2 стр. 268]
С V = 350 табл.17 [2 стр.269]
m = 0,2
 = 0,15
= 0,15
 = 0,35
= 0,35



Выбираем ближайшее значение по паспорту станка 800 об/мин
Действительная скорость резания

Определяем силу резанья:
Pz=10 Cp tx sy vn Kp [2 стр.271]
Общий поправочный коэффициент Кр на силу резания представляет собой произведение из отдельных коэффициентов Kp = Kmp K j p K g p K l p Krp [2 стр.271]
Kmp =0,75 таб.9 [2 стр.264]
K j p =0,89 таб.23 [2 стр.275]
K g p =1,1
K l p =1,0
Krp – учитывается только для быстрорежущей стали.
Kp =0,75*0,89*1,1*1=0,734
С p = 204 табл.22 [2 стр.273]
n = 0
X= 1,0
Y= 0,75
Pz=10*204*41*0,50,75*135,70*0,734=3561 Н
Рассчитываем мощность резанья
 [2 стр.271]
[2 стр.271]
 кВт
кВт
 кВт < 10 кВт
кВт < 10 кВт
Определим основное машинное время обработки:
То=  . [3 стр.13 - 14]
. [3 стр.13 - 14]
• Определим длину рабочего хода Lрх:
Lрх= Lрез+ y+ Lдоп
где Lрез – длина резания, равная длине обработки.
Lдоп – дополнительная длинна хода, вызванная в ряде случаев особенностями наладки и конфигурации детали. [3 стр.300]
y – длина подвода, врезания и перебега инструментов
Для установа А:
Lрез=430 мм
Lдоп+ y=14 мм
Lрх=444 мм
То=  1,11 мин
1,11 мин
Для установа Б:
Lрез=187 мм
Lдоп+ y=14 мм
Lрх=201 мм
То=  0,503 мин
0,503 мин
Чистовое точение (установы В и Г):
Глубина резания t = 0,4 мм
Подача S=0,25 мм/об
Период стойкости инструмента Т = 60 мин [2 стр. 268]
С V = 420 табл.17 [2 стр.269]
m = 0,2
= 0,15
= 0,2



Выбираем ближайшее значение по паспорту станка 2000 об/мин
Действительная скорость резания

Определяем силу резанья:
Pz=10 Cp tx sy vn Kp [2 стр.271]
Общий поправочный коэффициент Кр на силу резания представляет собой произведение из отдельных коэффициентов Kp = Kmp K j p K g p K l p Krp [2 стр.271]
Kmp =0,75 таб.9 [2 стр.264]
K j p =0,89 таб.23 [2 стр.275]
K g p =1,1
K l p =1,0
Krp – учитывается только для быстрорежущей стали.
Kp =0,75*0,89*1,1*1=0,734
С p = 204 табл.22 [2 стр.273]
n = 0
X= 1,0
Y= 0,75
Pz=10*204*0,41*0,250,75*333,010*0,734=211,76 Н
Рассчитываем мощность резанья
 [2 стр.271]
[2 стр.271]
 кВт
кВт
 кВт < 10 кВт
кВт < 10 кВт
Определим основное машинное время обработки:
То= . [3 стр.13 - 14]
• Определим длину рабочего хода Lрх:
Lрх= Lрез+ y+ Lдоп
где Lрез – длина резания, равная длине обработки.
Lдоп – дополнительная длинна хода, вызванная в ряде случаев особенностями наладки и конфигурации детали. [3 стр.300]
y – длина подвода, врезания и перебега инструментов
Для установа В:
Lрез=432 мм
Lдоп+ y=6 мм
Lрх=438 мм
То=  0,876 мин
0,876 мин
Для установа Г:
Lрез=196 мм
Lдоп+ y=6 мм
Lрх=202 мм
То=  0,404 мин
0,404 мин
Определение штучно-калькуляционного времени на операцию.
Технические нормы времени в условиях массового и серийного производства устанавливаются расчетно-аналитическим методом. В серийном производстве определяется норма штучно-калькуляционного времени:
Тш-к=  +Тшт [1],
+Тшт [1],
где Тпз – подготовительно – заключительное время на операцию.
n – величина партии запуска деталей; n=280 шт
Норма штучного времени при обработке на токарных станках с ЧПУ определяется как:
Тшт=То+Тв+Тобсл+Тпер [1 стр.603]
T о – основное технологическое время
Тобсл – время технического и эксплуатационного обслуживания.
Тпер – время перерывов.
Тв – вспомогательное время:
Тв=Тус+Тм.в+Тзо+ Тиз
Тм.в. – машинно-вспомогательное время необходимое для перемещения револьверной головки станка в зоне обработки, включая холостые отводы и подводы, а также смену инструмента.
Тзо – время на закрепление и открепление детали,
Тус – время на установку и снятие детали,
Тиз – время на измерение детали,
Тм.в.=Тхх+Тск+Тси
Тхх – суммарное время холостых ходов
Тск – суммарное время смены кадров управляющей программы (в среднем время смены одного кадра 1,5-2 сек).
Тси – Суммарное время необходимое для смены инструмента.
Тшт=То+Тус+Тиз +Тзо +Тхх+Тск+Тси+Тобсл+Тпер
Общая длина холостого хода –1862 мм
Скорость быстрых перемещений – 2000 мм/мин
Тхх=1862/2000= 0,931 мин
Тси=0,17 мин
Тск=1,5 мин
Тм.в.=0,931+1,5+0,17=2,601 мин
 2,893+0,4+2,601=5,894 мин
2,893+0,4+2,601=5,894 мин
Тобсл+ Тпер=12% от оперативного времени
Тобсл+ Тпер=5,894*0,12=0,707
Полученные значения норм времени сведем в таблицу 3.
Таблица 3.
| Время | Установ А | Установ Б | Установ В | Установ Г | Общее |
| Тус , мин | 0,185 | 0,185 | 0,185 | 0,185 | 0,74 |
| Тзо , мин | 0,044 | 0,044 | 0,044 | 0,044 | 0,176 |
| Тиз , мин | 0,44 | 0,37 | 1 | 0,83 | 2,64 |
| Тобсл+Тпер , мин | 0,707 | 0,707 | 0,707 | 0,707 | 2,828 |
| Тпз , мин | 18 | ||||
| То , мин | 1,11 | 0,503 | 0,876 | 0,404 | 2,893 |
На основании таблицы получаем:
Тшт=2,893+0,74+2,64 +0,176 +2,601+2,828=11,878 мин.
Тш-к=  +11,878=11,942 мин.
+11,878=11,942 мин.
|
из
5.00
|
Обсуждение в статье: Проектирование операции №010 «Токарная с ЧПУ» |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы