 |
Главная |


Выполнение эскизов деталей сборочной единицы, состоящей из пяти, шести деталей
|
из
5.00
|
Цель занятия: Выработать навыки в чтении сборочного чертежа, освоить практику выполнения чертежей деталей по сборочному чертежу в ручной и машинной графике.
Совершенствование навыков выполнения чертежей производственных деталей и оформления конструкторской документации в соответствии с требованиями стандартов Единой системы конструкторской документации (ЕСКД) и Единой системы технической документации (ЕСТД) к оформлению и составлению чертежей.
Методические указания:
При выполнении деталирования требуется умение применять все знания, которые получены при изучении курса «Инженерной графики». Прежде чем приступить к выполнению деталирования, нужно;
- прочитать чертеж узла, выяснив его конструкцию, принцип работы и назначение. Каждую деталь, каждую составную часть узла находят по номеру позиции, устанавливая ее название и обозначение по спецификации или таблице составных частей изделия.
- деталь подробно анализируют, определяя ее форму, число и содержание изображений, ее взаимодействие с другими деталями узла, ее конструктивные особенности и т. п. Исходя из этого, выбирают главное изображение детали и определяют общее число изображений (видов, разрезов, сечений, выносных элементов и т. д.). Главное изображение детали на рабочем чертеже может быть не таким; как на деталируемом чертеже. Это решают в соответствии с требованиями технологии. Главный вид детали должен давать наиболее полное представление о форме, устройстве и размерах изображаемой детали. В то же время необходимо учитывать, что детали, имеющие ясно выраженный верх и низ (корпуса, станины и т. п.), должны располагаться в соответствии с их нормальным положением в изделии.
Детали, положение которых может быть различным, располагают на главном виде так, как они располагаются при выполнении основной технологической операции (изготовлении или сборке).
Детали, имеющие форму тел вращения, изображают на чертеже с горизонтально расположенной осью, в положении, в котором выполняется наибольшее число операций при ее обработке. Число изображений должно быть наименьшим, но давать полное представление о детали. Для симметричных деталей рекомендуется при ее изображении соединять половину вида с половиной разреза.
- Учитывая масштаб деталируемого чертежа, сложность изображаемой детали и необходимое число изображений, выбирают масштаб изображения для рабочего чертежа и формат бумаги.
- Проведя компоновку изображений на формате, приступают к выполнению рабочего чертежа.
- На чертежах деталей в основной надписи (ГОСТ 2.104-2006, форма 1) указывают наименование детали, ее обозначение, обозначение материала, из которого выполнена деталь, и другие необходимые сведения.
 Алгоритм чтения сборочных чертежей
Алгоритм чтения сборочных чертежей
1 Определить наименование изделия.
2 - Определить число наименований и количество деталей по спецификации, прочитать позиции на чертеже.
3 - Определить масштаб изображения, проанализировать и установить тип указанных на чертеже размеров.
4 - Проанализировать количество и характер изображений на сборочном чертеже, масштаб отдельных изображений.
5 - Определить очертание каждой детали сборочной единицы на всех изображениях.
6 - Проанализировать геометрическую форму наружных и внутренних поверхностей каждой детали.
7 - Определить виды соединений деталей в данной сборочной единице.
8 - Выявить условности и упрощения, использованные на сборочном чертеже.
9 - Определить характер уплотнений, прокладочные материалы.
10 - Установить последовательность сборки изделия.
11 - Ознакомиться с техническими требованиями.
ЗАДАНИЕ:
По заданному сборочному чертежу с описанием сборочной единицы выполнить деталирование сборочного чертежа трех деталей. Номера позиций деталей для деталирования указаны в каждом варианте заданий. Увязку сопрягаемых размеров первых двух деталей выполнить в ручной графике, а последней - в машинной графике.
Образец выполнения задания:
Заданный сборочный чертеж и спецификация к нему выполнены на рис. 13.
| Образец выполнения сборочного чертежа и спецификации к нему |
 Рис.13 Рис.13
|
Деталирование сборочного чертежа детали «вилка» (поз.2) выполнено на рисунке 14
| Деталирование вилки (поз.2) |
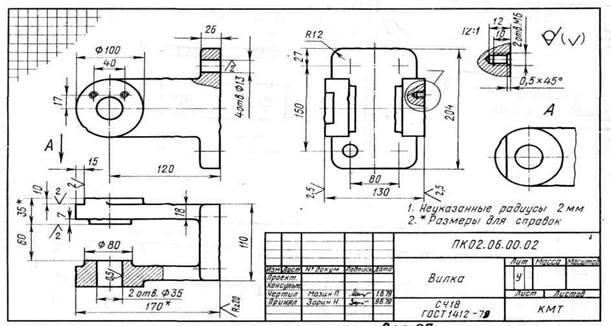 Рис. 14
Рис. 14
|
Деталирование сборочного чертежа детали «кронштейн» (поз.3) выполнено на рис.15.
| Деталирование кронштейна (поз.3) |
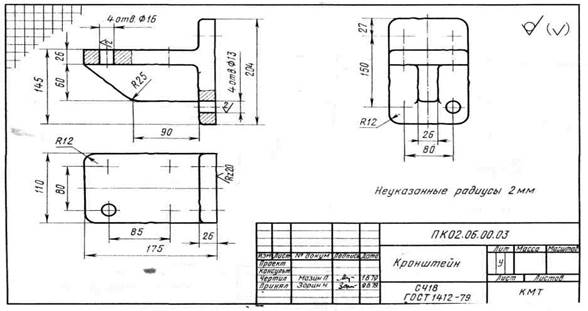 Рис. 15
Рис. 15
|
Деталирование сборочного чертежа деталей «ось» (поз.5) и «планка» (поз.4) выполнены на рис.16.
| Деталирование оси (поз.5) Деталирование планки (поз.4) |
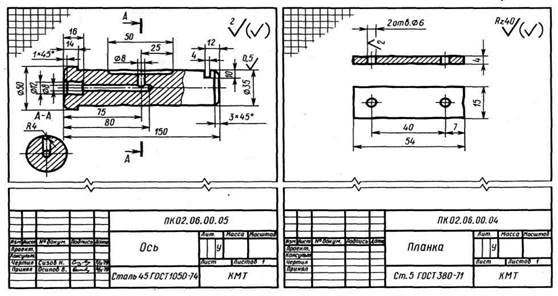 Рис.16
Рис.16
|
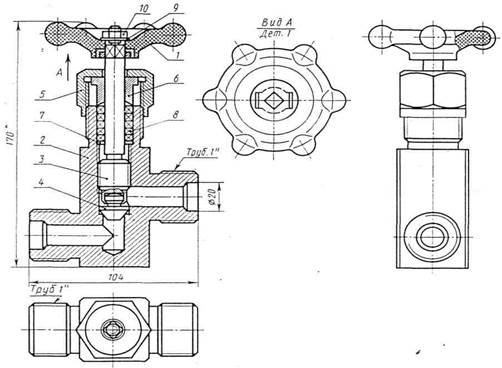
Деталирование сборочного чертежа деталей «ролик» (поз.1) и «втулка» (поз.12) выполнены на рисунке 17.
| Деталирование ролика (поз.1) Деталирование втулки (поз.12) |

|
Рис. 17
Варианты заданий:
| Вариант 1, 11, 21 | Описание сборочного чертежа |
|
|

Клапан обратный
| № варианта | № детали на выполнение деталирования | ||

Вентиль запорный, цапковый
| № варианта | № детали на выполнение деталирования | ||
| 11,12 |
 Вентиль запорный, угловой
Вентиль запорный, угловой

 Клапан-ограничитель
Клапан-ограничитель

 Вентиль запорный, цапковый
Вентиль запорный, цапковый
