 |
Главная |


ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАВИВАНИЯ И ЛОМАНИЯ СТРУЖКИ 1 страница
|
из
5.00
|
При скоростном точении стали стружка сходит по передней грани резца в виде слегка изогнутой с зазубринами и сильно раскаленной ленты. Ее образуется много; она загромождает станок, наматывается на изделие и скопляется на резце. Вследствие этого режущая кромка резца выкрашивается, а обработанная поверхность изделия портится. Кроме того, такая стружка может нанести серьезные ранения токарю. Поэтому отвод стружки от места ее образования и уменьшение занимаемого ею объема являются необходимейшими условиями нормальной и безопасной работы при скоростном точении.
Отвод стружки от резца и изделия сравнительно легко достигается уменьшением ее объема путем завивания, ломания и дробления. Это осуществляется различными способами. Одним из них является изменение формы и размера сечения стружки. Установлено, что изгибание стружки в плоскости большего ее сечения, а также увеличение размеров ее сечения ведет к более крутому завиванию стружки, отчего она ломается и дробится. Учитывая это, стремятся изменить форму и размер сечения стружки. Достигают этого изменением глубины резания и подачи, увеличением главного угла в плане или применением резца с углом наклона режущей кромки 10-15° при главном угле в плане 60-75°. Но все это при обработке, например, стали с повышенной твердостью дает возможность получить хорошее дробление стружки лишь при черновой обработке. При чистовой обработке такой стали дробление стружки незначительно.
Более эффективно стружка ломается и дробится при точении резцами с небольшим порожком на их передней грани (рис. а) или с неглубокой радиусной канавкой (рис. б). Размеры порожка и канавки берут в зависимости от глубины резания и подачи резца. Размер порожка делают по высоте в пределах 0,5-0,6 мм, а по ширине в пределах 1,5-5 мм. Радиус канавки делают размером 4-5 мм, а ширину-2-2,5 мм. При недостаточных размерах порожка резец сравнительно быстро нагревается и стойкость его снижается, при слишком же больших его размерах стружка сходит с резца в виде крутоподнимаю-щейся, но слабо завитой и потому весьма опасной для токаря спиральной ленты. Заточка порожка является сложным и трудным делом, поэтому выполнять ее необходимо в централизованном порядке. Получение радиусной канавки заточкой абразивными кругами не допускается, ее делают лишь электроискровыми или анодно-механическим способами.

Помимо указанных способов, применяются напайные и накладные стружколоматели. Напайные стружколоматели получаются напайкой на твердосплавной пластинке резца специального порожка (рис. в) из твердой стали 9Х или 40Х или из твердого сплава ВК8. Недостатком такого стружколомателя является его неуниверсальность, а также то, что вследствие износа резца размеры порожка меняются.

Накладные стружколоматели представляют собой изогнутую пластинку 1 из рессорной стали, к концу которой напаивают пластинку 2 твердого сплава. Такой стружколоматель накладывают на резец сверху и закрепляют вместе с ним в резцедержателе (рис. а) или крепят специальным болтом (рис. б). Положение стружколомателя относительно режущей кромки резца изменяют и таким образом приспосабливают его для лучшего ломания стружки при обработке различных материалов и при разных режимах резания. Накладной стружколоматель работает надежно при плотном прилегании его рабочего конца к передней грани резца; малейшая щель между стружколомателем и резцом забивается, ломание стружки может внезапно прекратиться и, завиваясь, она неожиданно может нанести ранение токарю.
Устройство токарных
ПРИВОДЫ ТОКАРНЫХ СТАНКОВ
Приводом станка называются механизмы, передающие ему движение от двигателя. Различаются приводы индивидуальной и групповой (трансмиссионный). В первом случае двигатель приводит в работу только один станок, а во втором - группу станков через трансмиссию. Для привода применяются электрические или другие двигатели.

Индивидуальный привод от электродвигателя
Приводы современных станков являются индивидуальными с электродвигателями. Электродвигатель в таких станках устанавливается на задней стенке станины или внутри левой тумбы станка. Наиболее удобно размещение электродвигателя в тумбе станка, потому что двигатель в тумбе защищен от пыли, грязи и стружки, а также не занимает добавочной площади в цехе.
На нижнем рисунке показан устаревший трансмиссионный (групповой) привод станков. Трансмиссионная передача очень неудобна и неэкономична. Она не позволяет свободно расположить станки в цехе, переплетение ремней загромождает и затемняет цех, создает шум, потребляет много лишней энергии, усложняет и делает небезопасным управление станками. Преимущества индивидуального привода значительны и очевидны.

ЗАДНЯЯ БАБКА
Задняя бабка предназначена для поддержания второго конца изделия и придания ему определенного положения при обработке в центрах. Часто задняя бабка используется для установки в ней различных режущих инструментов - сверл, зенкеров, разверток.
Задняя бабка состоит из следующих основных частей: основания (плиты) 1, корпуса 2 со стойками и втулкой, пиноли 3, маховичка 4 с винтом 5 и рукоятки 6. В переднем конце пиноли имеется конусное гнездо, в которое вставляется центр 7, а иногда режущий инструмент - сверло, зенкер и др.
 Задняя бабка
Задняя бабка опирается на направляющие станины нижней поверхностью плиты 1. Плиту делают плоской, с выступом 8 посередине для направляющих станины трапецеидального сечения или с канавками для направляющих треугольного сечения. При работе задняя бабка всегда должна быть жестко закреплена на станине болтом 9, проходящим через корпус и упирающимся снизу своей головкой в поперечину (скобу) 10. Выступ поперечины должен находиться в щели между направляющими станины станка.
Для цилиндрической обточки задняя бабка должна быть установлена так, чтобы ось ее пиноли была параллельна направляющим призмам станины, а ее центр строго совпадал с центром передней бабки.
В связи с различной длиной обрабатываемых изделий заднюю бабку часто приходится передвигать вдоль станины. Чтобы при закреплении не перекосить ее, выступ плиты точно пригоняют к вертикальным плоскостям направляющих станины. Поперечное перемещение задней бабки производится винтом 11.
Задняя бабка
Задняя бабка опирается на направляющие станины нижней поверхностью плиты 1. Плиту делают плоской, с выступом 8 посередине для направляющих станины трапецеидального сечения или с канавками для направляющих треугольного сечения. При работе задняя бабка всегда должна быть жестко закреплена на станине болтом 9, проходящим через корпус и упирающимся снизу своей головкой в поперечину (скобу) 10. Выступ поперечины должен находиться в щели между направляющими станины станка.
Для цилиндрической обточки задняя бабка должна быть установлена так, чтобы ось ее пиноли была параллельна направляющим призмам станины, а ее центр строго совпадал с центром передней бабки.
В связи с различной длиной обрабатываемых изделий заднюю бабку часто приходится передвигать вдоль станины. Чтобы при закреплении не перекосить ее, выступ плиты точно пригоняют к вертикальным плоскостям направляющих станины. Поперечное перемещение задней бабки производится винтом 11.
 Поперечный разрез основания задней бабки
На рисунке выше показан поперечный разрез основания бабки через винт. Этим винтом пользуются для точно установки бабки при обработке длинных изделии с малой конусностью, а также для правильной установки центров: Винты, служащие для перемещения пиноли задней бабки, бывают закрытого и открытого типа.
Поперечный разрез основания задней бабки
На рисунке выше показан поперечный разрез основания бабки через винт. Этим винтом пользуются для точно установки бабки при обработке длинных изделии с малой конусностью, а также для правильной установки центров: Винты, служащие для перемещения пиноли задней бабки, бывают закрытого и открытого типа.
 Разрез задней бабки с закрытым винтом
На этом рисунке показана в продольном разрезе задняя бабка с закрытым винтом. Во втулке 1 корпуса бабки помещена полая пиноль 2, имеющая справа бронзовую с квадратной резьбой гайку 3, а слева - гнездо для центра 4. Для перемещения пиноли служит винт 5; сам винт переместить вдоль втулки невозможно, так как он внутри упирается в торец втулки 1 буртом 6, а снаружи - в ступицу маховичка 7, закрепленного на винте гайкой а. Для того чтобы пиноль перемещалась вдоль втулки 7, она не должна повертываться вместе с винтом. Для этого установлен штифт 9, который входит в канавку внизу пиноли по всей ее длине. Закрепляется пиноль в установленном положении рукояткой 10. Преимущества такой задней бабки заключаются в том, что винт, будучи закрыт во втулке, защищен от грязи, а также от повреждений случайными ударами.
Задние бабки с закрытым винтом применяются для малых и средних станков. Станки же больших размеров оборудуются бабками с более прочной пинолью и часто с открытым винтом.
Разрез задней бабки с закрытым винтом
На этом рисунке показана в продольном разрезе задняя бабка с закрытым винтом. Во втулке 1 корпуса бабки помещена полая пиноль 2, имеющая справа бронзовую с квадратной резьбой гайку 3, а слева - гнездо для центра 4. Для перемещения пиноли служит винт 5; сам винт переместить вдоль втулки невозможно, так как он внутри упирается в торец втулки 1 буртом 6, а снаружи - в ступицу маховичка 7, закрепленного на винте гайкой а. Для того чтобы пиноль перемещалась вдоль втулки 7, она не должна повертываться вместе с винтом. Для этого установлен штифт 9, который входит в канавку внизу пиноли по всей ее длине. Закрепляется пиноль в установленном положении рукояткой 10. Преимущества такой задней бабки заключаются в том, что винт, будучи закрыт во втулке, защищен от грязи, а также от повреждений случайными ударами.
Задние бабки с закрытым винтом применяются для малых и средних станков. Станки же больших размеров оборудуются бабками с более прочной пинолью и часто с открытым винтом.
 Разрез задней бабки с открытым винтом (продольный разрез)
Задняя бабка с открытым винтом показана на следующем рисунке. Пиноль 7, помещенная во втулке 2, имеет на заднем конце квадратную резьбу, а в переднем - гнездо для центра 3. Для перемещения пиноли служит маховичок 4, навернутый на нарезанную ее часть своей ступицей-гайкой 5. Бурт 6 ступицы маховичка сидит в выточке втулки корпуса бабки и закрыт шайбой 7, состоящей из двух половин и закрепленной винтами 8. Закрепленный таким образом маховичок при вращении не будет перемещаться ни в ту, ни в другую сторону, а будет перемещать только пиноль вперед и назад, в зависимости от того, в какую сторону его вращают. Для того чтобы пиноль не вращалась вместе с маховичком, внизу ее сделана продольная канавка, в которую вставлен штифт 9. Пиноль закрепляют сжатием втулки с помощью рукоятки 10, но так как в пиноли имеется продольный прорез, то, сжимаясь, она закрепляет и центр.
В задней бабке с закрытым винтом центр легко можно вытолкнуть, выжимая его винтом; в бабке с открытым винтом сделать это невозможно. Поэтому для бабок с открытым винтом необходимы центры с гранями под гаечный ключ. При повороте ключом такие центры легко вынимаются из своих гнезд.
Разрез задней бабки с открытым винтом (продольный разрез)
Задняя бабка с открытым винтом показана на следующем рисунке. Пиноль 7, помещенная во втулке 2, имеет на заднем конце квадратную резьбу, а в переднем - гнездо для центра 3. Для перемещения пиноли служит маховичок 4, навернутый на нарезанную ее часть своей ступицей-гайкой 5. Бурт 6 ступицы маховичка сидит в выточке втулки корпуса бабки и закрыт шайбой 7, состоящей из двух половин и закрепленной винтами 8. Закрепленный таким образом маховичок при вращении не будет перемещаться ни в ту, ни в другую сторону, а будет перемещать только пиноль вперед и назад, в зависимости от того, в какую сторону его вращают. Для того чтобы пиноль не вращалась вместе с маховичком, внизу ее сделана продольная канавка, в которую вставлен штифт 9. Пиноль закрепляют сжатием втулки с помощью рукоятки 10, но так как в пиноли имеется продольный прорез, то, сжимаясь, она закрепляет и центр.
В задней бабке с закрытым винтом центр легко можно вытолкнуть, выжимая его винтом; в бабке с открытым винтом сделать это невозможно. Поэтому для бабок с открытым винтом необходимы центры с гранями под гаечный ключ. При повороте ключом такие центры легко вынимаются из своих гнезд.
 Задняя бабка универсального токарно-винторезного станка модели 1А62
На следующем рисунке показана задняя бабка токарного станка 1А62. Корпус 1 бабки опирается на плиту 2, которая крепится двумя болтами 3 и скобой 4 на станине станка. Корпус перемещается по плите с помощью винтов 5, для чего гайки болтов 3 должны быть несколько отвинчены. Соосность пиноли 6 с линией центров станка определяется по совпадению точно обработанных плоскостей на корпусе 1 и плите 2. Пиноль 6 с помощью маховичка 8 перемещают винтом 9 и гайкой 10, запрессованной в пиноли. В переднем конце пиноли имеется коническое отверстие, в которое вставляют центр 7. Центр легко выталкивается выступом 11 винта 9 при полностью вдвинутой в корпус бабки пиноли. Закрепляют пиноль в рабочем положении рукояткой 12 с помощью винта 13, стягивающего две зажимные втулки 14 и 15, которые заклинивают пиноль между своими боковыми цилиндрическими поверхностями.
Задняя бабка универсального токарно-винторезного станка модели 1А62
На следующем рисунке показана задняя бабка токарного станка 1А62. Корпус 1 бабки опирается на плиту 2, которая крепится двумя болтами 3 и скобой 4 на станине станка. Корпус перемещается по плите с помощью винтов 5, для чего гайки болтов 3 должны быть несколько отвинчены. Соосность пиноли 6 с линией центров станка определяется по совпадению точно обработанных плоскостей на корпусе 1 и плите 2. Пиноль 6 с помощью маховичка 8 перемещают винтом 9 и гайкой 10, запрессованной в пиноли. В переднем конце пиноли имеется коническое отверстие, в которое вставляют центр 7. Центр легко выталкивается выступом 11 винта 9 при полностью вдвинутой в корпус бабки пиноли. Закрепляют пиноль в рабочем положении рукояткой 12 с помощью винта 13, стягивающего две зажимные втулки 14 и 15, которые заклинивают пиноль между своими боковыми цилиндрическими поверхностями.
|
РЕЗЦЕДЕРЖАТЕЛИ
Резцедержатели служат для установки и закрепления резцов. Установку резцов следует производить точно, а закрепление их достаточно жестко и быстро.
Резцедержатель, показанный на рисунке слева, имеет цилиндрический корпус 1, в прорезь которого вставляют резец и закрепляют винтом 2; при этом резец опирается на подкладку 3, которая своей нижней поверхностью лежит на такой же поверхности кольца 4. Это устройство позволяет наклонять подкладку с резцом и устанавливать его режущую кромку на необходимой высоте. Нижней Т-образной частью 5 резцедержатель вставляют в паз верхней каретки. В этом резцедержателе резец устанавливают довольно быстро, однако недостаточно точно и прочно. Поэтому такие резцедержатели применяются обычно только на малых станках.
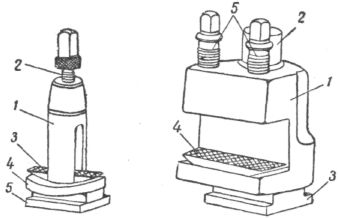 Более удобно и прочно закреплять резец в резцедержателе, показанном на рисунке справа. Корпус 1 резцедержателя закрепляют на верхней каретке суппорта гайкой 2 и болтом с Т-образной головкой 3. Для установки резца режущей кромкой на необходимую высоту служит подкладка 4, опирающаяся нижней цилиндрической поверхностью на такую же поверхность корпуса резцедержателя. Закрепляют резец двумя винтами 5. Такие резцедержатели применяются как на малых, так и на больших станках. Резцедержатель крепится на верхней каретке болтом 18, затягиваемым гайкой 20 с рукояткой. Каждый из четырех установленных резцов закрепляется 2-3 винтами 19.
Если по характеру обработки изделий требуется частая смена резцов, то выгодна в смысле экономии времени применять поворотный резцедержатель (резцовая головка), позволяющий закреплять на нем одновременно до четырех резцов и быстро устанавливать их в требуемое положение. Головка снабжена защелками, задерживающими ее после того, как головка будет повернута на определенный угол (обычно на 90°). Такая резцовая головка имеется на суппорте токарно-винторезного станка 1А62.
Более удобно и прочно закреплять резец в резцедержателе, показанном на рисунке справа. Корпус 1 резцедержателя закрепляют на верхней каретке суппорта гайкой 2 и болтом с Т-образной головкой 3. Для установки резца режущей кромкой на необходимую высоту служит подкладка 4, опирающаяся нижней цилиндрической поверхностью на такую же поверхность корпуса резцедержателя. Закрепляют резец двумя винтами 5. Такие резцедержатели применяются как на малых, так и на больших станках. Резцедержатель крепится на верхней каретке болтом 18, затягиваемым гайкой 20 с рукояткой. Каждый из четырех установленных резцов закрепляется 2-3 винтами 19.
Если по характеру обработки изделий требуется частая смена резцов, то выгодна в смысле экономии времени применять поворотный резцедержатель (резцовая головка), позволяющий закреплять на нем одновременно до четырех резцов и быстро устанавливать их в требуемое положение. Головка снабжена защелками, задерживающими ее после того, как головка будет повернута на определенный угол (обычно на 90°). Такая резцовая головка имеется на суппорте токарно-винторезного станка 1А62.
 Резцовая головка
В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
Резцовая головка
В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение.
|
КАРЕТКА СУППОРТА
Каретки суппорта предназначены для перемещения резца в определенном направлении, в зависимости от формы обрабатываемого изделия и характера обработки. Во всех токарно-винторезных станках суппорт имеет три каретки - нижнюю, среднюю и верхнюю. Нижняя каретка предназначена для продольного, а средняя - для поперечного перемещения резца. Верхняя каретка предназначена для перемещения резца в продольном направлении, но на короткое расстояние, а также под разными углами к оси центров.
На рисунках показаны продольный и поперечный разрезы суппорта станка 1А62. На направляющие 4 станины опирается плита 5 нижней каретки, к которой спереди и со стороны нижней ее плоскости 7 прикреплен фартук. Нижняя каретка сверху имеет точно простроганные и тщательно пришабренные направляющие 22 в форме ласточкиного хвоста. По этим направляющим можно перемещать поперек станины среднюю каретку 9. Поперечное перемещение средней каретки по направляющим нижней каретки осуществляется с помощью винта 1 и гайки 2. Винт 1 приводится во вращение или от руки рукояткой 8, или от механизмов фартука через шестерни 6 и 21. Так как винт 1 находится в подшипниках нижней каретки, а гайка 2 закреплена в средней каретке, то при вращении винта гайка будет перемещаться и увлекать за собой среднюю каретку.
 Продольный разрез
Продольный разрез
 Поперечный разрез
Сверху средняя каретка имеет цилиндрическое углубление, куда входит выступ 14 поворотной части 13 суппорта, закрепляемой двумя болтами 12, квадратные головки которых входят в круговой паз в средней каретке. Поворотная часть суппорта предназначена для установки направляющих для верхней каретки под требуемым углом к направляющим станины при обтачивании коротких конусов. Сверху на поворотной части 13 суппорта имеются направляющие 16 в форме ласточкина хвоста.
Верхнюю каретку 17 суппорта можно перемещать по направляющим 16 только вручную, пользуясь рукоятками 24, вращающими винт 26. Так как винт 26 смонтирован в подшипнике 25 верхней каретки, а его гайка 27 закреплена в поворотной части 13 суппорта, то при ввинчивании в гайку винт будет перемещаться вместе с верхней кареткой.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются настолько, что между ними появляется недопустимо большой зазор. В результате этого каретки начинают пошатываться, появляется дрожание резца, снижается точность работы станка. Для устранения пошатывания средней и верхней кареток необходимо подтянуть клиновые планки 23 и 15 до получения зазора нормальной величины. Необходимо быть очень осторожным при подтягивании клиновой планки 23 средней каретки, так как сильно затянутая планка может задержать перемещение каретки и при включении поперечной механической подачи возможна поломка шестерен или других деталей механизмов подачи.
В результате износа увеличивается зазор между винтом и гайкой кареток. Тогда при изменении направления вращения винта обнаруживается его холостое вращение, которое не сопровождается перемещением каретки. Установка нормального зазора между винтом и гайкой средней каретки производится клином 3. Для этого необходимо слегка отвернуть винты 10, которыми прикреплены половины гайки 2 к средней каретке, и посредством винта 11 сдвинуть клин 3, раздвигающий половины гайки, до получения нормального зазора между винтом и гайкой. После регулировки зазора винты, крепящие половины гайки 2, необходимо затянуть.
Поперечный разрез
Сверху средняя каретка имеет цилиндрическое углубление, куда входит выступ 14 поворотной части 13 суппорта, закрепляемой двумя болтами 12, квадратные головки которых входят в круговой паз в средней каретке. Поворотная часть суппорта предназначена для установки направляющих для верхней каретки под требуемым углом к направляющим станины при обтачивании коротких конусов. Сверху на поворотной части 13 суппорта имеются направляющие 16 в форме ласточкина хвоста.
Верхнюю каретку 17 суппорта можно перемещать по направляющим 16 только вручную, пользуясь рукоятками 24, вращающими винт 26. Так как винт 26 смонтирован в подшипнике 25 верхней каретки, а его гайка 27 закреплена в поворотной части 13 суппорта, то при ввинчивании в гайку винт будет перемещаться вместе с верхней кареткой.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются настолько, что между ними появляется недопустимо большой зазор. В результате этого каретки начинают пошатываться, появляется дрожание резца, снижается точность работы станка. Для устранения пошатывания средней и верхней кареток необходимо подтянуть клиновые планки 23 и 15 до получения зазора нормальной величины. Необходимо быть очень осторожным при подтягивании клиновой планки 23 средней каретки, так как сильно затянутая планка может задержать перемещение каретки и при включении поперечной механической подачи возможна поломка шестерен или других деталей механизмов подачи.
В результате износа увеличивается зазор между винтом и гайкой кареток. Тогда при изменении направления вращения винта обнаруживается его холостое вращение, которое не сопровождается перемещением каретки. Установка нормального зазора между винтом и гайкой средней каретки производится клином 3. Для этого необходимо слегка отвернуть винты 10, которыми прикреплены половины гайки 2 к средней каретке, и посредством винта 11 сдвинуть клин 3, раздвигающий половины гайки, до получения нормального зазора между винтом и гайкой. После регулировки зазора винты, крепящие половины гайки 2, необходимо затянуть.
|
БЛОКИРОВОЧНЫЙ МЕХАНИЗМ
Нельзя включать механизм подачи от ходового вала до тех пор, пока не будет разомкнута разъемная гайка на ходовом винте. Точно так же нельзя замыкать разъемную гайку, пока не выключен ходовой вал, иначе неизбежна поломка механизмов подачи станка. Так как по небрежности это забывают, то для предотвращения таких неправильных включений в современных токарно-винторезных станках ставится специальный механизм, называемый механизмом блокировки.
На рисунке показано устройство механизма блокировки в фартуке токарного станка 1А62. Рукоятка 1, закрепленная на винте 2, предназначена для перемещения гайкой 3 вилки 4. Этой вилкой можно передвинуть шестерню z = 24 вдоль вала 5, на котором сидит червячная шестерня z = 30. Шестерню z =24 можно сцепить или с шестерней z = 50 и тем включить продольную подачу ходового вала, или с шестерней z = 65 и тем включить поперечную подачу.

Схема блокировочного механизма станка 1А62
При среднем положении шестерни z = 24, когда как продольная, так и поперечная подача выключена, выступ втулки 6 свободно проходит через прорезь гайки 3. При этом вал 7 можно вращать в любом направлении рукояткой 8 и включать или выключать разъемную гайку с ходовым винтом.
Таким образом, при запертом замке выступ втулки 6 входит в вырез гайки 3 и тем не дает возможности включить подачу от ходового винта. При открытом же замке выступ втулки 6 выходит из выреза гайки 3 и не препятствует включению подач от ходового вала. При включенных подачах от ходового вала выступы гайки 3 не дают возможности повернуть рукоятку 8 влево и замкнуть разъемную гайку на ходовом винте.
ПАДАЮЩИЙ ЧЕРВЯК
Падающий червяк предназначен для автоматического выключения подачи суппорта, когда сопротивление движению суппорта чрезмерно возрастает, например в момент соприкосновения его каретки с продольным или поперечным упором или вследствие внезапной перегрузки резца от непредвиденных препятствий. Этот червяк называется падающим потому, что с помощью специального устройства червяк при перегрузке выпадает из зубьев червячной шестерни и мгновенно прекращается перемещение суппорта.

Падающий червяк: а - включенное положение; б - выключенное положение
На рисунке показано устройство падающего червяка Червяк сидит свободно на валу 2, соединенном с валом 3 шарнирной муфтой 4. Вал 3 получает вращение от ходового вала через шестерню. С правой стороны червяка 1 (рис. а) имеется муфта со скошенными торцовыми кулачками 5. Этими кулачками червяк сцепляется с другой половиной муфты 6, которая может скользить по шлицованной части вала 2. Пружина 7 прижимает муфту 6 к скошенным кулачкам 5 червяка 1, благодаря чему вращение передается червяку 1 от вала 3. Червяк 1 в свою очередь передает вращение червячной шестерне z=30, приводящей в движение механизмы продольной и поперечной механических подач суппорта
Если суппорт встречает при своем движении повышенное сопротивление, то нагрузка на червячную шестерню z=30 возрастает, вызывая увеличение сопротивления вращению червяка 1. Когда это сопротивление увеличится чрезмерно, правая половина 6 кулачковой муфты начнет поворачиваться относительно левой половины 5 и отходить вправо, сжимая пружину 7 (рис. б). Перемещающаяся половина 6 муфты отодвинет кронштейн 8, поддерживающий при помощи планки 9 червяк 1 в зацеплении с червячной шестерней 2 = 30 (рис. а). При кронштейне 8, отодвинутом вправо (рис. б), червяк, уже не поддерживаемый планкой 9, под действием собственного веса падает вниз и выходит из зацепления с червячной шестерней z = 30 и подача суппорта прекращается. Червяк включается поворотом рукоятки 10; при этом поднимаются кронштейн 8, планка 9 и червяк 1.
Так как это предохранительное устройство действует только при подаче от ходового вала, поэтому при нарезании резьбы, что делается при подаче суппорта от ходового винта, пользоваться жесткими упорами недопустимо.
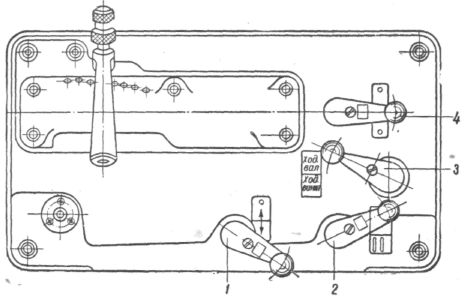
ФАРТУК
Фартук прикреплен к нижней поверхности каретки 2. В нем находятся механизмы продольной и поперечной подач (механической и ручной) и механизмы управления, показанные на рисунке.

Механизм фартука токарного станка
Продольная подача суппорта во всех токарных станках производится, как показано на рисунке, с помощью или зубчатой рейки 2, жестко прикрепленной к станине, и перекатывающейся по этой рейке шестерни 5, или ходового винта 23 и маточной гайки 10. Реечная шестерня 5 получает вращение от ходового вала 22 через червяк 15, соединенный с этим валом скользящей шпонкой, червячную шестерню 16 и шестерни 14 и 3. Включение продольной подачи от ходового вала осуществляется поворотом рукоятки 13, соединяющей с помощью муфты трения червячную шестерню 16 с шестерней 14, и от ходового винта поворотом рукоятки 11, соединяющей разъемную гайку с ходовым винтом. Таким образом, перекатывающаяся по рейке шестерня 5 или ввертывающийся в разъемную гайку ходовой винт и будут сообщать фартуку с суппортом движение вдоль станины.

Разъемная гайка
Устройство разъемной гайки показано на рисунке выше. Состоит она из верхней 1 и нижней 2 половин, скользящих по направляющим 3 фартука. При включении половины гайки сближаются, а при выключении раздвигаются пальцами 4, сидящими в спиральных прорезях 5 диска 6, поворачиваемого рукояткой 7.
Поперечная подача осуществляется только от ходового вала 22. Для этой цели на ходовом валу 22 рядом с червяком 15 сидит коническая шестерня 17, шпонка которой скользит в длинной шпоночной канавке ходового вала. Шестерней 17 передается вращение конической шестерне 20 и цилиндрическим шестерням 19, 21, 18 и 9. Указанные шестерни находятся одна с другой в постоянном зацеплении. Шестерня 9 может быть сцеплена с шестерней 7 с помощью кнопки 6 для передачи вращения винту 8 поперечной подачи. Выключают поперечную подачу той же кнопкой 6, выводя шестерню 9 из зацепления с шестерней 7. Ручная продольная подача осуществляется рукояткой 1 через шестерни 12, 3 и 5, а ручная поперечная - рукояткой 4, жестко сидящей на выступающем конце винта 8 поперечной подачи.
СУППОРТ
Суппорт предназначен для удерживания и перемещения резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.

Суппорт токарного станка
На рисунке показан общий вид суппорта. Резец закрепляется в резцедержателе 1. При сплошной обработке Длинных изделий резец получает движение в продольном направлении станка с помощью нижней каретки 2, скользящей по направляющим призмам станины 3. Для коротких продольных (и под углом к оси центров) перемещений резца служит верхняя каретка 4. При лобовой обработке изделий резец перемещается в перпендикулярном направлении к оси центров с помощью поперечной каретки 5.
Движение кареток суппорта у различных токарных станков осуществляется по-разному. Верхняя каретка получает движение от руки. Поперечная же каретка перемещается у одних станков только вручную, а у других еще и механически. Нижняя каретка может перемещаться и ручным и механическим способом.
Для механического перемещения суппорта простые токарные станки снабжаются ходовыми валами 6, а токарно-винторезные, от которых требуется высокая точность подачи резца, еще и ходовыми винтами (червяками) 7. Ходовые винты изготовляются с дюймовой или миллиметровой нарезкой прямоугольного (реже трапецеидального) сечения. Вследствие изнашивания ходового винта, что получается при частом его применении, точность подачи резца понижается. Поэтому в современных токарно-винторезных станках с целью сохранения ходового винта ставят еще и ходовой вал, который заменяет его при всех работах, за исключением нарезания резьбы.
Передача движения от ходового вала или винта к суппорту производится передаточными механизмами, заключенными в фартуке 8. Рукоятки и маховики, расположенные на каретках и в фартуке суппорта, служат для управления его механизмами, а также для перемещения тех или других кареток вручную.
КОРОБКА ПОДАЧ УНИВЕРСАЛЬНОГО ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1А62
Механизм коробки подач находится в чугунном корпусе, установленном на станине станка спереди и ниже передней бабки. Коробка подач получает движение от коробки скоростей через механизм реверса и сменные шестерни гитары. Механизм коробки подач дает возможность получить большое количество видов резьб и подач.
Через ходовой винт с шагом 12 мм (без механизма увеличения шага) можно получить следующие резьбы: а) метрические с шагом от 1 до 12 мм; б) дюймовые от 2 до 24 ниток на 1"; в) модульные с модулями от 0,5 до 3; г) питчевые с диаметральным шагом от 96 до 7. При применении же механизма увеличения шага можно получить резьбы с увеличенным шагом, превышающим нормальный в 16 раз. Настройка станка для получения резьб производится согласно соответствующей таблице, имеющейся в паспорте и одновременно с этим помещаемой на станке.
На рисунке показана схема коробки подач станка. Вал I получает восемь различных чисел оборотов в минуту от вала II коробки скоростей посредством переключения на механизм увеличения шага и перестановки шестерен приклона гитары.

Схема коробки подач универсального токарно-винторезного станка модели 1А62
Дальнейшее увеличение чисел оборотов, передаваемых ходовому винту или ходовому валу станка, достигается переключением рукояток, расположенных на крышке коробки подач. При переводе рукоятки 1 на положение «метрическая резьба» шестерня z = 25 перемещается влево по валу I, а сблокированная с ней шестерня z = 25 - вправо по валу IV. Тогда движение с вала I передается через шестерни z=25 и 2=36 на вал II, от которого через одну из восьми шестерен, неподвижно насаженных на вал II, накидную шестерню z = 34 и шестерню z = 28, находящиеся в вилке рычага 4 переключения подач, передается движение валу III. Дальше от вала III через шестерни z = 25, z=36 и z-25 движение передается валу IV, а от него через шестерни z = 28, z=56 и z = 28 валу VI и затем через шестерню z = 28 и зубчатую муфту 3 ходовому винту 5 или через ту же шестерню z=28 и шестерню z = 56 ходовому валу VII.
При переводе рукоятки 1 на положение «дюймовая резьба» шестерня z = 25, перемещаясь по валу I вправо, входит в зацепление с зубчатой муфтой 1. Одновременно шестерня z = 25 перемещается по валу IV влево и входит в зацепление с шестерней z = 36, жестко посаженной на валу II. В этом случае движение передается от вала I валу III, от которого, через шестерню z = 28, накидную шестерню z = 34 и через одну из восьми шестерен движение передается валу II; затем через шестерни z = 36 и z = 25 - валу IV, от которого через шестерни z = 28, z = 56 и z = 28 валу VI и далее тем же порядком, что и в первом случае, на ходовой винт или на ходовой вал.
Рукоятки управления коробкой подач универсального токарно-винторезного станка модели 1А62
Переключение блока шестерен z = 28 и z = 56 производится рукояткой 4, а блока шестерен z = 28 и z = 42-рукояткой 2. Рукояткой 3 перемещается шестерня z = 28 по валу VI для включения ходового винта или ходового вала. При переводе рукоятки 1 на положение «дюймовая резьба» и рукоятки 4 на «прямое включение винта» и при включенном ходовом винте рукояткой 3 шестерни z=25, z = 28 и z = 28 соответственно входят в зацепление с зубчатыми муфтами 1, 2 в 3 и движение передается ходовому винту, минуя механизм коробки подач. При такой передаче производится нарезание точных метрических и модульных резьб.
|
из
5.00
|
Обсуждение в статье: ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАВИВАНИЯ И ЛОМАНИЯ СТРУЖКИ 1 страница |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы