 |
Главная |


ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАВИВАНИЯ И ЛОМАНИЯ СТРУЖКИ 2 страница
|
из
5.00
|
Необходимо помнить, что шестерни коробок подач, как и шестерни коробки скоростей, не следует переключать на ходу, в противном случае от неправильного сцепления и резких толчков может произойти поломка шестерен и других деталей.
КОРОБКИ ПОДАЧ
Токарно-винторезные станки новейшей конструкции имеют коробки подач, пользование которыми значительно проще и удобнее, чем гитарами; одним поворотом рукояток можно получать необходимые подачи суппорта. Коробки подач состоят из нескольких рядов шестерен. По своему устройству они, так же как и коробки скоростей, сложны, но вместе с этим удобны в управлении.

Схема коробки подач с накидными шестернями
Наиболее широкое применение находит коробка подач с накидными шестернями. На вал 1, иногда на ходовой винт, посажены наглухо двенадцать шестерен 2. На валу 3, получающем вращение от шпинделя, сидит на скользящей шпонке шестерня 4. Шестерню 4, передвигая вдоль вала, можно сцепить через перемещающуюся с ней промежуточную шестерню 5 с любой из двенадцати шестерен, сидящих на валу 1. Шестерни 4 и 5 посажены между вилками каретки 6, перемещающейся вместе с ними вдоль вала 3 с помощью выходящей из корпуса коробки рукоятки 7. В каждом из двенадцати возможных рабочих положений рычаг, а следовательно, и каретку с шестернями, можно закрепить защелкой 8, которая под действием пружины 9 входит в соответствующее гнездо корпуса коробки. Для большей устойчивости во время работы каретка своим рычагом опирается на один из пазов 10 в стенке корпуса коробки. Сзади передней бабки, между коробкой подач и шпинделем, ставится гитара, с помощью которой можно увеличить число подач коробки в несколько раз.

Схема коробки подач с передвижной шпонкой
Сравнительно часто применяются коробки подач с передвижной шпонкой. Одна из них показана на рисунке выше. На валике 1, получающем вращение от последней из сменных шестерен гитары через шестерню 2, жестко посажены четыре разного диаметра шестрени 3, 4, 5 и 6. Эти шестерни постоянно сцеплены с шестернями 7,8,9 а 10, свободно надетыми на валик 11. Перемещением шпонки 12 но канавке валика 11, один конец которой под действием прикрепленной к ней пружины 14 поднимается кверху, можно произвести достаточно жесткое соединение валика 11 с одной из сидящих на нем четырех шестерен. Перемещение шпонки осуществляется при помощи выступающего из валика стержня 13. При перемещении шпонка, преодолевая сопротивление пружины, утопает в канавку валика, во время же работы пружина удерживает шпонку в канавке шестерни.
Таким образом, движение будет передаваться от валика 1 через одну из его шестерен к шестерне, соединенной шпонкой 12 с валиком 11, от которого движение передается дальше ведущему валику коробки с накидными шестернями.
Так как рассмотренная коробка имеет четыре подачи, то она увеличит имеющееся число подач коробки с накидными шестернями, равное двенадцати, в четыре раза. Следовательно, всего можно получить 48 разных подач.
ГИТАРА (ПРИКЛОН)
Гитара со сменными шестернями служит для изменения величины подачи суппорта. Ее схема показана на рисунке. Шестерни 3 и 7 неподвижно посажены на общую втулку надетую свободно на палец 1. Точно так же посажены на втулку и шестерни 8 и 9. Втулка так же свободно надета на палец, закрепленный в пазу рычага 10. На выступающем конце ходового винта сидит наглухо шестерня 11. Сцепление между собой шестерен гитары и трензеля показано на схеме. Шестерни 3, 6, 5 и 12 являются шестернями постоянными, а шестерни 7, 8, 9 и 11 - сменными. При каждом изменении величины подачи суппорта ставятся другие шестерни в той или иной комбинации. Диаметры сменных шестерен разные, поэтому вновь устанавливаемые шестерни будут между собой или не сцеплены, или одна в другую упираться Зацепление шестерен достигается перемещением их пальца в пазу рычага, а также поворачиванием последнего вокруг оси ходового винта. После регулировки рычаг и его палец накрепко зажимаются.
 Схема механизма реверса и гитары (приклона) универсального токарно-винторезного станка модели 1А62: а - настройка на модульную и питчевую резьбы; б - настройка на метрическую и дюймовую резьбы и подачи.
Почти все стандартные метрические, дюймовые, модульные и питчевые резьбы, а также подачи при обтачивании можно получить двумя парами сменных шестерен при соответствующем переключении рычагов на коробке скоростей и коробке подач.
Обтачивание и нарезание метрических и дюймовых резьб производятся при передаче вращения от коробки скоростей к коробке подач через шестерни z = 42, z = 100 и z=100, а нарезание модульных и питчевых резьб - при передаче через шестерни z = 32, z=100 и z = 97. Сменные шестерни изготовлены в виде блоков: блок 1 шестерен z = 42 и z = 32 и блок 2 шестерен z= 100 и z - 97. Таким образом, при переходе с метрической резьбы на модульную настройка гитары сводится к перевертыванию блоков шестерен 1 и 2 и передвижению до нормального зацепления с шестернями блоков 1 и 2 промежуточной шестерни z = 100.
В корпусе гитары расположен механизм реверсирования подачи при нарезании резьбы. Если рукоятка коробки скоростей установлена на нормальный шаг, то при передаче движения через шестерню z = 38, расположенную справа на валу VIII коробки скоростей, промежуточную шестерню 2 = 38, вращающуюся на валу IX, и шестерню z = 38, сидящую на шлицованном валу X, производится точение и нарезаются правые резьбы, а при передаче движения через шестерню z = 38, расположенную на валу VIII слева, и передвинутую налево по валу X шестерню z = 38 нарезаются левые резьбы.
Шестерню z =38 передвигают по валу X рукояткой. С переключением рукоятки коробки скоростей на увеличенный шаг, а также при прямом соединении ходового винта направление движения суппорта меняется на обратное.
Гитара защищена кожухом с отъемной крышкой для быстрой перестановки сменных шестерен.
Схема механизма реверса и гитары (приклона) универсального токарно-винторезного станка модели 1А62: а - настройка на модульную и питчевую резьбы; б - настройка на метрическую и дюймовую резьбы и подачи.
Почти все стандартные метрические, дюймовые, модульные и питчевые резьбы, а также подачи при обтачивании можно получить двумя парами сменных шестерен при соответствующем переключении рычагов на коробке скоростей и коробке подач.
Обтачивание и нарезание метрических и дюймовых резьб производятся при передаче вращения от коробки скоростей к коробке подач через шестерни z = 42, z = 100 и z=100, а нарезание модульных и питчевых резьб - при передаче через шестерни z = 32, z=100 и z = 97. Сменные шестерни изготовлены в виде блоков: блок 1 шестерен z = 42 и z = 32 и блок 2 шестерен z= 100 и z - 97. Таким образом, при переходе с метрической резьбы на модульную настройка гитары сводится к перевертыванию блоков шестерен 1 и 2 и передвижению до нормального зацепления с шестернями блоков 1 и 2 промежуточной шестерни z = 100.
В корпусе гитары расположен механизм реверсирования подачи при нарезании резьбы. Если рукоятка коробки скоростей установлена на нормальный шаг, то при передаче движения через шестерню z = 38, расположенную справа на валу VIII коробки скоростей, промежуточную шестерню 2 = 38, вращающуюся на валу IX, и шестерню z = 38, сидящую на шлицованном валу X, производится точение и нарезаются правые резьбы, а при передаче движения через шестерню z = 38, расположенную на валу VIII слева, и передвинутую налево по валу X шестерню z = 38 нарезаются левые резьбы.
Шестерню z =38 передвигают по валу X рукояткой. С переключением рукоятки коробки скоростей на увеличенный шаг, а также при прямом соединении ходового винта направление движения суппорта меняется на обратное.
Гитара защищена кожухом с отъемной крышкой для быстрой перестановки сменных шестерен.
|
РЕВЕРСИВНЫЙ МЕХАНИЗМ
Реверсивные механизмы предназначены для изменения направления движения суппорта при вращении шпинделя в одну и ту же сторону. На рисунке показан реверсивный механизм, называемый трензелем. Трензель применяется обычно в простых токарных станках. Он устроен следующим образом. На палец 2, ввернутый в корпус передней бабки, надеты изогнутый рычаг 2 и шестерня 3. Вокруг пальца шестерня вращается, а рычаг только поворачивается на некоторый угол и затем замыкается защелкой 4. Шестерня 3 все время находится в зацеплении с шестерней 6. Шестерни 5 ж 6 показаны на схеме в трех положениях: при положении I трензель выключен и движение суппорту не передается, при положении II суппорт получает перемещение в одном направлении, а при положении III - в обратном.
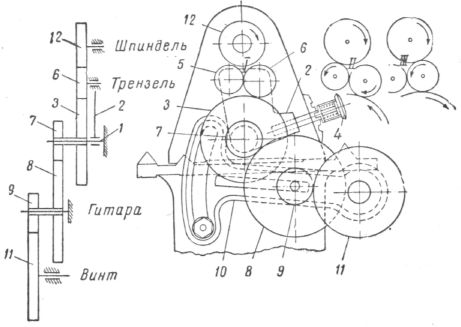 Схема трензельного реверсивного механизма и гитары
В токарных станках новейшей конструкции применяются реверсивные механизмы, более удобные в управлении, чем трензель. Схемы двух из таких механизмов показаны на следующих рисунках.
Схема трензельного реверсивного механизма и гитары
В токарных станках новейшей конструкции применяются реверсивные механизмы, более удобные в управлении, чем трензель. Схемы двух из таких механизмов показаны на следующих рисунках.
  На первом рисунке показан реверсивный механизм, состоящий из конических шестерен и кулачковой муфты. Две конические шестерни 1 и 2, имеющие кулачки, сидят свободно на валике и сцеплены с третьей конической шестерней 3. На валу между шестернями 1 и 2 сидит на гнездовой (скользящей) шпонке двухсторонняя кулачковая муфта 4, которую можно с ними попеременно сцеплять или расцеплять. Шестерня 1 получает движение от шпинделя и передает его шестерням 2 и 3. Таким образом, при вращении шпинделя они все время вращаются и передают суппорту движение только в том случае, если одна из них будет сцеплена с кулачковой муфтой. Суппорту при сцеплении кулачковой муфты с шестерней 1 сообщается перемещение в одном направлении, а при сцеплении с шестерней 2 - в обратном.
На втором рисунке показан реверсивный механизм, состоящий из цилиндрических шестерен На ведущем валу 1 закреплены неподвижно на шпонках шестерни 2 и 3. На ведомом валу 4 скользит блок шестерен 5 и 6, который может быть сцеплен или с промежуточной шестерней 7, постоянно сцепленной с шестерней 2, или с шестерней 3 (показано пунктиром). Таким образом, при сцеплении шестерни б с промежуточной шестерней 7 ведомый вал 4 получает вращение в одном направлении, а при сцеплении шестерни 6 с шестерней 3 - в обратном.
На первом рисунке показан реверсивный механизм, состоящий из конических шестерен и кулачковой муфты. Две конические шестерни 1 и 2, имеющие кулачки, сидят свободно на валике и сцеплены с третьей конической шестерней 3. На валу между шестернями 1 и 2 сидит на гнездовой (скользящей) шпонке двухсторонняя кулачковая муфта 4, которую можно с ними попеременно сцеплять или расцеплять. Шестерня 1 получает движение от шпинделя и передает его шестерням 2 и 3. Таким образом, при вращении шпинделя они все время вращаются и передают суппорту движение только в том случае, если одна из них будет сцеплена с кулачковой муфтой. Суппорту при сцеплении кулачковой муфты с шестерней 1 сообщается перемещение в одном направлении, а при сцеплении с шестерней 2 - в обратном.
На втором рисунке показан реверсивный механизм, состоящий из цилиндрических шестерен На ведущем валу 1 закреплены неподвижно на шпонках шестерни 2 и 3. На ведомом валу 4 скользит блок шестерен 5 и 6, который может быть сцеплен или с промежуточной шестерней 7, постоянно сцепленной с шестерней 2, или с шестерней 3 (показано пунктиром). Таким образом, при сцеплении шестерни б с промежуточной шестерней 7 ведомый вал 4 получает вращение в одном направлении, а при сцеплении шестерни 6 с шестерней 3 - в обратном.
|
МЕХАНИЗМЫ ПОДАЧ
Величина и направление подачи резца за один оборот шпинделя бывают различными и зависят от режима обработки изделия. При чистовой обработке резцу сообщают малую подачу, при обдирочной - большую, причем всегда различную, в зависимости от обрабатываемого материала и других условий резания. При нарезании резьбы резец должен подаваться за один оборот шпинделя на величину ее шага. Обычно суппорт перемещают вдоль станка по направлению к передней бабке, но иногда, по характеру выполняемой работы (нарезание левой резьбы и др.), и обратно. В случае торцовой обработки изделий суппорт подается в поперечном направлении. Для сообщения суппорту указанных подач и направлений движения токарные станки снабжаются механизмами подачи.
Механизм подачи - сложный по устройству. Он включает: 1) реверсивный механизм, служащий для изменения направления подачи; 2) гитару со сменными шестернями, позволяющую непосредственно или совместно с механизмом коробки подач получать большое число различных подач и таким образом нарезать дюймовые или метрические и другие резьбы: 3) коробку подач, которая ускоряет переключение и увеличивает число подач; 4) ходовые винт и вал, передающие движение суппорту от гитары или коробки подач; 5) фартук с механизмами, превращающими вращательное движение ходового винта и вала в поступательное движение резца; 6) суппорт, служащий для перемещения закрепленного на нем обычно резца, иногда изделия.
КОРОБКА СКОРОСТЕЙ УНИВЕРСАЛЬНОГО ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОДЕЛИ 1А62
На рисунке показан общий вид передней бабки наиболее распространенного в 70-х 80-х годах прошлого века универсального токарно-винторезпого стайка модели 1А62 завода «Красный пролетарий».
Передняя бабка состоит из чугунного корпуса 5, плотно закрывающегося плоской крышкой 6. Внутри корпуса смонтирован зубчатый механизм коробки скоростей, передающий вращение шпинделю и механизмам подачи станка. Корпус устанавливается на левой части станины и прижимается к базовой вертикальной плоскости станины двумя винтами; к горизонтальной же плоскости станины корпус крепится пятью винтами 7 и двумя прижимными планками 8.

Передняя бабка станка 1А62
Коробка скоростей приводится в движение от индивидуального электродвигателя. Через клиноременную передачу вращение передается на приводной шкив 1, смонтированный на шарикоподшипниках 8 на втулке 9, прикрепленной к корпусу передней бабки. Благодаря этому усилия натяжения в ременной передаче воспринимаются через втулку корпусом и не передаются приводному валу I, с которым шкив связан фланцем 10.

Развертка коробки скоростей станка 1А62
На приводном валу I смонтирована двухсторонняя фрикционная дисковая муфта, с помощью которой осуществляются пуск, остановка и изменение направления вращения шпинделя при включенном электродвигателе. Корпус муфты состоит из двух не связанных между собой половин - левой 3 и правой 2. Заодно с левой половиной 3 корпуса муфты изготовлен блок с двумя шестернями, сообщающий прямой ход шпинделю. Заодно с правой половиной 2 корпуса муфты изготовлена шестерня, сообщающая шпинделю обратный ход. Обе половины муфты соединяются с валом фрикционными дисками, При сжатии дисков возникающая между ними сила трения приводит во вращение левую 3 и правую 2 часть муфты и через соответствующие шестерни механизм коробки скоростей и уже через нее все механизмы станка. Включение и выключение муфты производятся двумя рукоятками, из которых одна расположена у коробки подач, а другая - с правой стороны муфты. Для включения муфты пользуются одной из этих рукояток, в зависимости от места нахождения токаря у станка.
Одновременно с включением фрикционной муфты происходит торможение шпинделя. Диск тормоза 11, закрепленный на валу IV, охвачен тормозной лентой 12, один конец которой прикреплен к регулировочному винту 13, а другой - к рычагу 14. Рычаг, отклоняясь при выключении фрикционной муфты, натягивает тормозную ленту и производит быстрое торможение вала IV и шпинделя VI.

Схема коробки скоростей универсального токарно-винторезного станка модели 1А62
Число оборотов шпинделя изменяется путем передвижения по шлицевым валикам блоков шестерен 4, 5, 6 и 7 при помощи рукояток 1 и 3 и переключения шестерен 2 = 80 или z = 50 посредством муфты с шестерней z = 50 и кулачками 15 и рукоятки 2.
Из 24 скоростей 21 используемая и 3 перекрывающиеся. Находятся они в пределах 11,5-1200 оборотов в минуту. Образование скоростей осуществляется следующим образом. От вала I , получающего 730 об/мин, вращение передается на вал II шестернями z = 51 и z = 39 или z = 56 и z = 34. Далее вращение передается валу IIIпереключающимся блоком 5 с шестернями z = 44, z = 52 и z= 36 соответственно сцепляющимся шестерням z = 28, z = 20 и z = 36. При включенной шестерне z = 50 посредством муфты с кулачками 15 движение от вала III сообщается косозубыми шестернями z = 50 и z=50 шпинделю VI. При включенной шестерне z = 64 посредством той же муфты, но зубцами ее шестерни z=50 движение от вала III передается шестернями z = 20 и z = 80 или z = 50 и z = 50 валу IV, далее от вала IV шестернями z = 20 и z = 80 или z = 50 и z = 50 валу V и, наконец, от вала V постоянно сцепленными косозубыми шестернями z = 32 и z = 64 шпинделю VI.
Обратный ход шпинделю VI сообщается с 12 различными скоростями от 18 до 1520 об/мин. От приводного вала 7 через шестерню z = 50, шестерни z = 24 и z = 36, сидящие на валу VII, и шестерню z = 36 движение передается валуII. Далее движение шпинделю VI передается через те же шестерни и валы, что и при прямом ходе шпинделя, но вращаются они в обратном направлении, сообщая шпинделю обратный ход.
МЕХАНИЗМЫ ИЗМЕНЕНИЯ СКОРОСТЕЙ
В зависимости от диаметра обрабатываемого изделия, твердости его материала, площади сечения стружки, стойкости резца и ряда других причин, приходится то увеличивать, то уменьшать число оборотов изделия, а следовательно, и шпинделя. Обычно при обработке изделий с малым диаметром шпинделю сообщают сравнительно большое число оборотов, а с увеличением диаметра изделий число оборотов шпинделя уменьшают. Для этой цели во всех токарно-винторезных станках ставят различные механизмы изменения скоростей вращения шпинделя. В токарных станках старой конструкции имеются ступенчатые шкивы и переборы, в станках же новой конструкции ставятся коробки скоростей.
На первом рисунке показана схема устройства механизма, состоящего из ступенчатого шкива и двухпарного зубчатого перебора, а на следующем рисунке, его продольный разрез.


Схема передачи ступенчатыми шкивами
Четырехступенчатый (иногда трехступенчатый и редко пятиступенчатый) шкив 1 свободно сидит на шпинделе 2. С левой его стороны сидит на шпинделе малая шестерня 3, наглухо соединенная со ступенчатым шкивом, а справа — большая шестерня 4, наглухо насаженная на шпиндель. Большая шестерня 4 может быть соединена со ступенчатым шкивом пружинным штифтом 11. Остальные две шестерни — большая 6 и малая 7 — жёстко сидят на втулке б, свободно надетой на валик 9 (рис. 31), эксцентрично расположенный своими концами в отверстиях особых приливов 10 корпуса передней бабки позади шпинделя. Поворачиванием ручки 8 эксцентрично сидящего валика 9 втулку 5 с шестерней в и 7 то удаляют от шпинделя, то приближают к нему. При удалении шестерни 6 и 7 расцепляются с шестернями 3 и 4 и, наоборот, при приближении они соответственно сцепляются. Шпинделю будет сообщено самое большое число оборотов, если ремень надеть на ступень IV шкива 1 шпинделя и соответственно на ступень IV шкива контрпривода. Вал контрпривода вращается с постоянным числом оборотов. Для уменьшения числа оборотов шпинделя необходимо перебрасывать ремень на ступень меньшего диаметра шкива контрпривода и соответственно на ступень большего диаметра шкива станка. Ступени 1,11, III и IV шкива дают шпинделю четыре различных числа оборотов, изменяющихся в сравнительно небольших пределах. Эти изменения чисел оборотов достаточны для обработки изделий небольших диаметров.

Продольный разрез перебора
При переходе на обработку изделий с большим диаметром получить необходимое для выбранной скорости резания число оборотов шпинделя с помощью только ступенчатого шкива невозможно. В таких случаях применяется зубчатый перебор В зависимости от диаметров его шестерен, число оборотов шпинделя понижается в 5—8 раз. Четырехступенчатый шкив и двухпарный зубчатый перебор позволяют сообщить шпинделю восемь различных чисел оборотов.
Во избежание ранения пальцев рук и поломки шестерен включение перебора в работу следует производить только после полной остановки станка и придерживаясь следующего порядка: вначале расцепляют шестерню 4 со шкивом при помощи пружинного штифтаx 11, затем поворачиванием ручки 8 в положение, показанное пунктирными линиями, подводят и сцепляют шестерня, после чего переборный валик запирают шпилькой или другим запорным устройством При этом движение от ступенчатого шкива к шпинделю будет передаваться по схеме, показанной жирной линией на рисунке 30.
Описанное устройство включения перебора обладает существенным недостатком: при пуске станка в работу с включенным перебором иногда забывают разъединить ступенчатый шкив с шестернями перебора, в результате чего могут изломаться их зубья. Во избежание этого применяются фрикционные и кулачковые муфты сцепления. Их преимущество заключается в том, что за один и тот же поворот ручки происходит последовательно разъединение ступенчатого шкива с шестерней и затем сцепление шестерен перебора. На следующем рисунке показан один из зубчатых переборов, имеющий для включения его в работу кулачковую муфту.

Разрез перебора с кулачковой муфтой
На шпинделе 1 свободно сидят шестерни 2 и ступенчатый шкив 5, соединенный наглухо с шестерней 4. В отверстиях приливов передней бабки помещен валик 5, на который насажены шестерни 6 и 7, постоянно сцепленные с шестернями 2 и 4. Сцепление ступенчатого шкива с шестернями перебора производится двухсторонней кулачковой муфтой 8. Муфта закреплена на шпинделе шпонкой, причем так, что имеет возможность перемещаться вдоль шпинделя. При выключении перебора кулачковую муфту перемещают вправо и тем самым расцепляют ее с шестерней 2 и затем сцепляют со ступенчатым шкивом 3. При включении перебора делают обратное — кулачковую муфту расцепляют со шкивом 3 и затем сцепляют ее с шестерней 2. Передние бабки со ступенчатыми шкивами и переборами имеют ряд существенных недостатков. Одним из них является то, что для полного использования токарного станка восьми или десяти чисел разных скоростей вращения шпинделя, получаемых с помощью ступенчатого шкива и перебора, недостаточно. Другим недостатком является то, что перебрасывание ремня с одной ступени шкива на другую отнимает сравнительно много времени даже у опытных рабочих и не вполне безопасно. По этим и другим причинам в последние годы станки со ступенчатыми шкивами вытесняются более совершенными станками с коробками скоростей.
Коробки скоростей дают значительное увеличение числа скоростей вращения шпинделя и позволяют переключать скорости шпинделя быстро и удобно. Однако по своему устройству они сложны. Поэтому перед работой на токарном станке с коробкой скоростей незнакомой конструкции необходимо внимательно и полностью изучить ее устройство — возможные перемещения и сцепления шестерен и соответствующие для этого перемещения рукояток, пуск, остановку и торможение станка. При изучении приводной шкив следует поворачивать вручную и с большой осторожностью.
ПОДШИПНИКИ ШПИНДЕЛЯ
Передний и задний подшипники и шейки шпинделя делаются такой конструкции, при которой устраняются дрожание и смещение шпинделя. Во избежание быстрого износа вкладыши подшипников изготовляются длинными и из очень твердой фосфористой бронзы. В новейших станках применяются шариковые и роликовые подшипники, которые являются более совершенными, чем подшипники скольжения.
Шейки шпинделя должны быть точно пригнаны к вкладышам подшипников. Для этого вкладыши вначале тщательно пришабривают к заранее хорошо отшлифованным и отполированным шейкам шпинделя, а затем по мере их износа подтягивают специально поставленным для этого приспособлением. Подтягивание производится с таким расчетом, чтобы шпиндель не имел никакой игры, но достаточно легко провертывался; в противном случае может произойти нагревание, а затем и заедание вкладышей подшипника и шеек шпинделя. Это особенно относится к переднему подшипнику, работающему по сравнению с задним в более тяжелых условиях.
На рисунке представлены в продольном разрезе передний и задний неразъемные подшипники шпинделя с коническими шейками. Передний подшипник состоит из проушины стоики 1 бабки, в которой сидит бронзовая втулка 2, имеющая с одного конца бурт 3 для упора, а с другого - нарезку с навертываемой на нее гайкой 4 для затяжки втулки. Во втулке 2 находится передняя конусная шейка 5 шпинделя. На одном конце шейки сделан бурт 6 и нарезка 7, предназначенные для установки и закрепления зажимных и установочных приспособлений (патрона, планшайбы и др.), а на другом - уступ 8 с нарезкой, на которую навертывается натяжная гайка 9. Между натяжной гайкой и упорным буртом втулки сидит на шпинделе упорная шайба 10. Для того чтобы во время вращения шпинделя натяжная гайка не отвертывалась и не увеличивала зазора между шейкой и втулкой, упорная шайба закрепляется наглухо стопорным винтом. Для смазки подшипника стенка проушины имеет смазочное отверстие 11 с нарезкой для колпачковой масленки.

Неразъемные подшипники шпинделя с коническими шейками:
а - задний; б - передний.
Это отверстие должно совпадать с отверстием во втулке. Для лучшего распределения масла по трущимся поверхностям втулки и шейки, а также для подачи масла к упорной шайбе на втулке имеются канавки, разветвляющиеся в стороны от смазочного отверстия.
Для разгрузки переднего подшипника от осевых давлений шпинделя задний подшипник (а) делается специальной конструкции. В проушине левой стойки 12 бабки посажена бронзовая или стальная втулка 13 в виде колпака или стакана. На выступающих концах втулки сделана нарезка для круглых с прорезями зажимных гаек 14. Втулка насаживается на конусную шейку 15 шпинделя. В торце шейки сделано конусное гнездо, в которое вставляется стальной закаленный упорный стержень 16. В этот стержень упирается закаленной частью стальной упорный винт 17, ввертываемый в нарезанное отверстие втулки. Во избежание вывертывания винта 17 упорным стержнем 16, вращающимся со шпинделем, винт зажимается контргайкой 18. Подшипник смазывается через отверстие 19 колпачковой масленкой. Для лучшего распределения масла между трущимися поверхностями втулки и шейки имеются канавки. Трущиеся места упорного винта и стержня смазываются через отверстие 20.
Существенным недостатком такой конструкции заднего подшипника является то, что при регулировке износившегося переднего подшипника приходится регулировать и задний. Для регулирования таких подшипников необходимо пользоваться одновременно двумя ключами. В целях предотвращения сильного нагревания, возникающего в подшипниках шпинделя, некоторые токарные станки имеют подшипники с кольцевой смазкой. На следующем рисунке показаны подшипники шпинделя с такой смазкой. В корпусах подшипников сделаны для масла камеры 1, которые всегда должны быть заполнены маслом до определенного уровня. Масло заливается через отверстие 2. На шейки 3 шпинделя надеваются кольца 4, которые проходят через сделанные специально для этого в верхней части втулок канавки, и охватывают, не соприкасаясь, нижние части втулок. Кольца, надетые таким образом, опираясь сверху на шейки шпинделя и будучи подвешенными, погружаются в масло. Во время работы вращающиеся шейки шпинделя силой трения приводят в движение кольца, непрерывно несущие с собой масло из камер на поверхность шеек. Отделяющееся от колец масло попадает на шейки и затем распределяется между трущимися поверхностями.


Неразъемные подшипники шпинделя с кольцевой смазкой:
а - задний; б - передний.
Необходимыми условиями для обильной и непрерывной смазки таких подшипников являются достаточно хорошее погружение колец в масло и отсутствие соприкосновения их со стенками канавок втулок и дна камер. В противном случае кольца будут сухими или же совсем остановятся и, следовательно, подача масла прекратится, отчего подшипники нагреются, что может вызвать заедание шпинделя и остановку станка. Трущиеся поверхности упорного винта 5 и стержня 6 шпинделя смазываются с помощью кольца 11, нижняя часть которого погружена в камеру 12 с маслом. Подшипники, показанные на рисунке, сделаны под цилиндрические шейки шпинделя. Осевая «игра» шпинделя устраняется при помощи упорного винта 5 и стержня 6, соприкосновение которых устанавливается гайкой 13. Нажатие упорной шайбы 7 регулируется гайкой 8 и контргайкой.
Для устранения поперечной «игры» шпинделя ставятся надрезанные снаружи конусные втулки. Они имеют сквозной разрез 7 и надрезы 2, предназначенные для лучшей упругости и более плотного прилегания к шейке шпинделя. Если втулку ослабить гайкой 9 и затем подтягивать гайкой 10, то втулка, перемещаясь в конусном отверстии корпуса, несколько сожмется и, следовательно, плотнее охватит шейку шпинделя. Если при этом окажется, что втулка настолько плотно зажала шейку шпинделя, что его невозможно повернуть, то необходимо проделать обратное, то есть ослабить гайку 10 и подтянуть гайку 9.

Конусная втулка для устранения поперечной «игры» шпинделя.
Подшипники должны быть так отрегулированы, чтобы шпиндель не имел ни поперечной, ни продольной «игры», но вместе с тем мог легко провертываться. После такой регулировки все гайки и контргайки необходимо туго и равномерно затянуть.
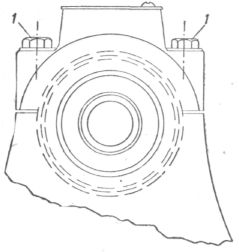
В токарных станках тяжелого, а также среднего типа подшипники шпинделя обычно бывают с вкладышами из двух половинок и со съемными крышками корпусов. Такие подшипники называются разъемными. На рисунке следующем показаны разъемные подшипники, которые применены в токарных станках марки ТН-20 и ТН-27 завода «Красный пролетарий», широко распространенных в ремонтных мастерских и на ремонтных заводах.


Разъемные подшипники токарных станков ТН-20 и ТН-27 завода «Красный пролетарий»:
а - задний; б - передний.
Устройство этих подшипников следующее. Нижние половины 1 вкладышей плотно вставляются в подушки 2 корпусов, отлитых заодно со стойками передней бабки: на эти половины вкладышей опираются цилиндрические шейки 3 шпинделя. Сверху на шейку наложены верхние половины 4 вкладышей. Для предотвращения возможного провертывания вкладышей подшипников вместе со шпинделем нижние половины вкладышей удерживаются шпильками 7.
Вид сзади заднего подшипника токарного станка ТН-20.
Крышки 5 корпусов подшипников закрепляются болтами 1. Подтяжкой их устраняется также поперечная «игра» шпинделя в подшипниках. Для этого крышки подшипников должны опираться только на верхние половины вкладышей и ни в коем случае не на подушки корпусов. Между крышкой и подушкой должен, быть соответствующий зазор, между половинками же вкладышей зазоры недопустимы. При этой регулировке вкладыши приходится каждый раз несколько спиливать. Значительно удобнее производить регулировку, если между половинками вкладышей поместить по нескольку тонких латунных прокладок. По мере износа вкладышей и шеек шпинделя можно вынимать прокладки необходимой толщины. Продольная «игра» шпинделя устраняется подтяжкой шпинделя гайкой 8, закрепляемой контргайкой 9.
Продольные усилия (от нажатия резцом, центром задней бабки и т. п.), направленные от переднего подшипника к заднему, воспринимаются упорным шариковым подшипником 10, шайбы которого упираются с одной стороны во вкладыши заднего подшипника, а с другой - в тело зубчатого колеса, жестко сидящего на шпинделе. Смазка подшипников фитильная. Масло заливается в камеры 11, в которых уложены фитили, и по ним подается через трубки 12 и отверстия во вкладышах к трущимся поверхностям.
|
из
5.00
|
Обсуждение в статье: ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАВИВАНИЯ И ЛОМАНИЯ СТРУЖКИ 2 страница |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы