 |
Главная |


Растачивание цилиндрических отверстий
|
из
5.00
|
Назначение и инструменты. Растачивание применяют для обработки отверстий различных размеров и форм в полых заготовках с точностью до 9-го квалитета и шероховатостью до Ra=l мкм. Обладая универсальностью, этот способ вместе с тем мало производителен главным образом из-за недостаточной жесткости расточных резцов.
Расточные резцы по конструкции делятся на цельные и державочные (рис 61), а по назначению - для сквозных отверстий (рис 61, а) и глухих (рис 61, б).
Из-за недостаточной жесткости цельных резцов ими можно пользоваться только для растачивания отверстий глубиной до трех диаметров. Обработку более глубоких отверстий диаметром примерно свыше 30 мм выполняют державочными резцами. Такие резцы изготавливаются двух разновидностей: с прямым креплением резца 1 в державке 2 (рис 61, в) - для сквозных отверстий и с косым креплением (рис 61, г) - для глухих отверстий. Лыски 3 на державке служат для устойчивого положения резцов в резцедержателе.
По действующим стандартам цельные расточные резцы (рис 62) выпускаются в двух исполнениях. Резцы исполнения А с круглой рабочей частью стержня предназначены для обработки отверстий с наименьшим диаметром расточки 10 мм, резцы исполнения Б с прямоугольным сечением стержня - для отверстий 40 мм. Их геометрические параметры приведены на рис 62, в и г.
Кроме того, стандартами разрешено изготовление резцов двух видов: с опущенной головкой (рис62, а) при расположении режущей кромки по оси резца и с нормальной головкой (рис 62, б).
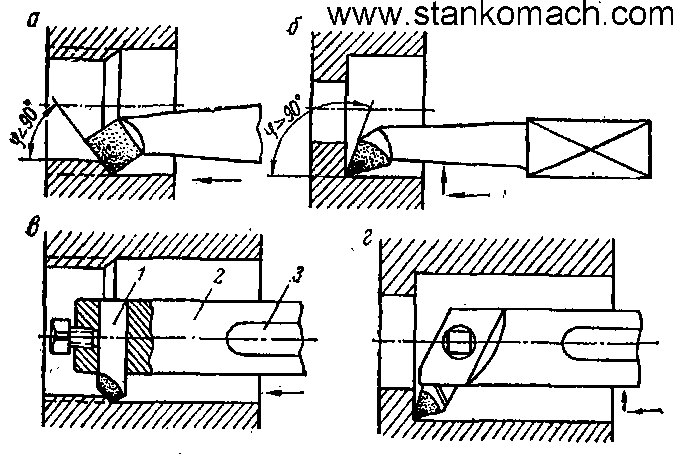
Рис 61. Расточные резцы:
а, 6 - цельные; в, г - державочные
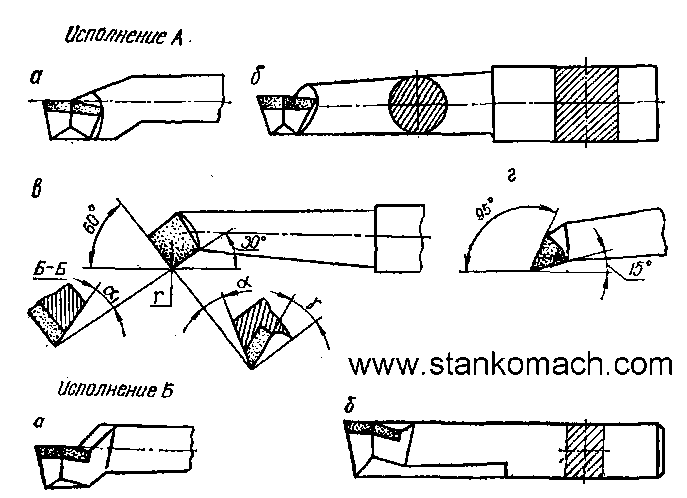
Рис 62. Стандартные расточные резцы
Первые обладают большей жесткостью, так как допускают примерно вдвое увеличить диаметр стержня за счет более рационального размещения его в отверстии.
Расточные резцы устанавливают параллельно оси обрабатываемого отверстия и закрепляют врезцедержателе с наименее возможным вылетом. Вершина их должна быть на уровне оси центров станка или немного выше (примерно на 0, 02 диаметра отверстия), чтобы компенсировать возможный прогиб.
Приемы растачивания. Обработка отверстий резцами существенно не отличается отобтачивания наружных поверхностен. Заготовки закрепляют в токарном патроне ипри необходимости выверяют по отверстию. При обработке глухих и ступенчатых отверстий целесообразно придавать заготовкам постоянное продольное положение настанке при помощи шпиндельного упора. Припуски на чистовое растачивание послесверления или черновой обработки резцом оставляют в пределах I-2 мм на диаметр.
Установку резцана диаметр выполняют по результатам пробной расточки отверстия на глубину 3-4 мм с помощью лимба поперечной подачи. При этом следует учитывать особенности пользования лимбом при растачивании. Для выбора люфта в передаче резец вначале перемещают вперед на величину больше необходимой, а затем движением на себя устанавливают на требуемый размер.
Механическую продольную подачу включают после врезания резца в металл. Глубину растачиваний выдерживают по продольному лимбу или риске, наносимой на стержне резца. Выключать подачу следует за 2-3 мм до конца расточки. Оставшуюся часть обрабатывают ручным перемещением суппорта.
Таблица 6
Брак при растачивании отверстий
| Причины | Способы устранения |
| Не выдержаны размеры отверстия | |
| Неточность измерений, ошибки при отсчетах по лимбу | Выбирать люфт в передаче при отсчетах по лимбу |
| Отжим резца | Применить более жесткий резец |
| Несвоевременное выключение продольной подачи | Продольную подачу выключать немного раньше окончания расточки |
| Часть поверхности отверстия осталась необработанной | |
| Мал припуск | Проверить достаточность припуска |
| Неправильная установка заготовки в патроне | Выверить положение заготовки в патроне по отверстию |
| Увеличенная шероховатость | |
| Неправильно выбран режим резания | Уменьшить подачу и увеличить скорость резания |
| Тупой резец или нежесткое его крепление | Заточить резец, уменьшить его вылет |
| Некруглое отверстие | |
| Неравномерный износ переднего подшипника шпинделя | Проверить и отремонтировать станок |
| Сильный Зажим тонкостенной детали в патроне | Закрепить тонкостенную деталь в кулачковом патроне при помощи разжим-вой втулки или немного уменьшить силу зажима |
Особую осторожность надо проявлять при растачивании тонкостенных втулок. При сильном зажиме в кулачках патрона такие детали деформируются, вследствие чего отверстие приобретает огранку трехгранной формы. Предотвратить это явление можно, уменьшив силу зажима заготовки в патроне и соответственно несколько снизив режим резания или установив обрабатываемую деталь в патроне с помощью дополнительной разжимной втулки (см. рис 48, б).
Режим резания ибрак при растачивании. Учитывая сравнительно небольшую жесткость расточных резцов и более тяжелые условия работы, следует глубину резания и подачу для чернового растачивания ориентировочно уменьшать на 40-50% по сравнению с их соответствующими значениями чернового обтачивания. В остальном при выборе режимов резания для расточных работ можно пользоваться примерными данными § 12.
Возможные виды, причины и способы предупреждения брака при обработке отверстий резцами приведены в табл. 6.
Контрольные вопросы и задания:
Укажите область применения растачивания.
Какими резцами выполняют растачивание отверстий?
Как следует устанавливать расточной резец на станке?
Выполните задание № 75.
Укажите основные виды и причины брака при растачивании.
|
из
5.00
|
Обсуждение в статье: Растачивание цилиндрических отверстий |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы