 |
Главная |


Зенкерование отверстий
|
из
5.00
|
Зенкерование применяется для чистовой обработки просверленных, литых и кованых отверстий сточностью 10-11-го квалитетов и шероховатостью Rz = 40-20 мкм, а также для ихпредварительной обработки под развертывание. Режущие инструменты, используемыепри зенкеровании, называются зенкерами (рис, 64).
По способуустановки на станке зенкеры делятся на хвостовые и насадные, а по конструкциирабочей части - на цельные и сборные.
Хвостовой зенкерпо внешнему виду напоминает сверло и состоит из тех же конструктивных частей иэлементов. Однако в отличие от него зенкер имеет 3-4 зуба и режущую часть вформе усеченного конуса. Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость такого инструмента, а увеличенное количество ленточек накалибрующей части создав» ему лучшее направление в отверстии.
Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратнойконусностью 0, 05-0, 1 мм каждые 100 мм длины. Задние углы а в пределах 8-10° образуютсязатачиванием задних поверхностей зубьев на режущей части. Передние углы Yполучаются за счет винтовой формы стружечных канавок. Угол конуса режущей части 2φ для зенкеров общего назначения выполняется в 120°,
Насадные зенкерыимеют коническое отверстие с конусностью 11 30 и паз под торцовую шпонку длякрепления на оправке.
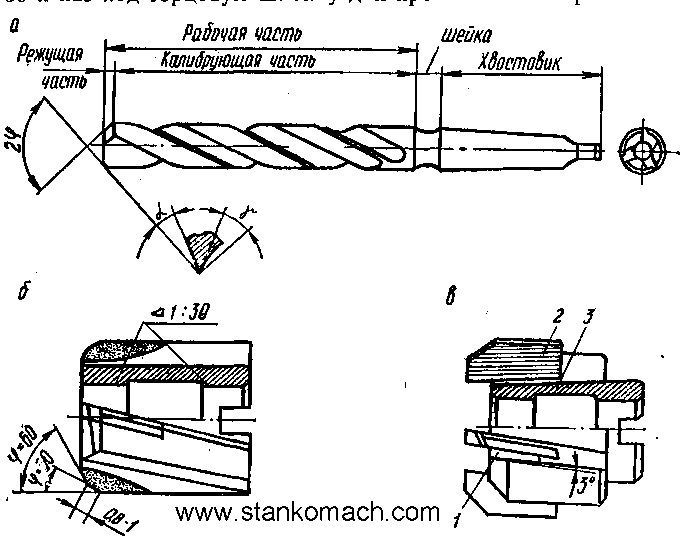
Рис 64. Зенкеры:
а - хвостовой; б- насадной; в - насадной сборный
Сборная конструкция зенкеров (рис 64, в) позволяет многократно восстанавливать их помере потери размера. Такие зенкеры состоят из корпуса 3, изготовленного изконструкционной стали, и ножей 2, закрепляемых в пазах корпуса клиньями 1.
Стандартамипредусмотрен выпуск двух номеров зенкеров для отверстий диаметром 10-100 мм. Зенкеры № 1 предназначаются для предварительной обработки отверстий с припускомпод развертывание, № 2 - для окончательной обработки с точностью 11-го квалитета.
Рабочая частьзенкеров выполняется из быстрорежущих сталей либо оснащается пластинкамитвердого сплава. На шейке зенкера маркируются номинальный диаметр, номер имарка материала.
Зенкерование (рис65) выполняется аналогично сверлению. Заготовку закрепляют в патроне и принеобходимости выверяют по отверстию. Зенкер устанавливают в пиноль заднейбабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабкузакрепляют на станине в таком месте, чтобы вылет пиноли во время работы былнаименьшим. Ручной подачей зенкер подают в отверстие заготовки и по окончанииобработки выводят из него до выключения станка.
Припуск подзенкер у предварительно просверленных отверстий должен составлять 1-3 мм надиаметр в зависимости от размера отверстия.
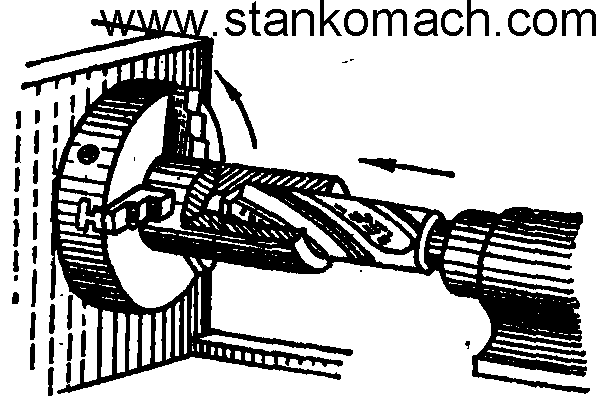
Рис 65. Зенкерование отверстия на токарном станке
При зенкеровании литых и кованых отверстий с неравномерным припуском рекомендуется вначале расточить их на глубину 5-10 мм, чтобы зенкеру создать направление.
При выборе режима резания следует учитывать, что глубина резания для зенкера составляет 1/5 припуска на диаметр отверстия. Подачу для зенкеровании можно увеличить в 1, 5-2 раза по сравнению с ее значением для сверления, скорость резания принимают втех же пределах (см. § 25).
Обработкуотверстий в стальных заготовках быстрорежущими зенкерами необходимо производитьс охлаждением эмульсией. При обработке чугуна и цветных металлов, а также при использовании твердосплавных зенкеров охлаждения обычно не применяют.
Возможные видыбрака отверстий при зенкеровании приведены в табл. 7.
Таблица 7
Брак при зенкероваии
| Причины | Способы устранение |
| Диаметр отверстий завышен | |
| Неправильная заточка, несоответствующий номер или размер зенкера | Правильно заточить зенкер или заменить его |
| Увеличенная шероховатость | |
| Тупой зенкер Завышена подача Налипание металла на ленточки зенкера | Заточить зенкер Изменить режим резания (уменьшить подачу и увеличить скорость резания) Очистить зенкер |
| Часть поверхности отверстия осталась необработанной. | |
| Мал припуск Неправильная установка заготовки в патроне | Проверить достаточность припуска Выверить положение заготовки ПО отверстию |
Контрольные вопросы и задания:
1. Укажите назначение, типы и особенности зенкеров.
2. Когда применяются зенкеры № 1 и 2?
3. Как выполняется зенкерование на токарном станке?
4. Каковы основные виды и причины брака при зенкеровании?
5. Выполните задание № 78.
|
из
5.00
|
Обсуждение в статье: Зенкерование отверстий |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы